Мы вновь участвуем в одном из ключевых событий молочной индустрии — международной выставке «Агропродмаш»!
Это отличная возможность погрузиться в мир инноваций и узнать о передовых решениях в переработке молока и сыворотки.
На нашем стенде вас ждут: – современные технологии производства сухих молочных ингредиентов – живое общение с экспертами – практические советы по оптимизации производства – идеи для будущего сотрудничества
Приходите, будет интересно! Будем делиться опытом, вдохновляться и строить планы на будущее вместе!
Выставка «Агропродмаш-2025» пройдет с 29 сентября по 02 октября 2025 года.
Ждем вас на нашем стенде: павильон 3, зал 13.
Рекомендуем получить электронный билет на выставку «Агропродмаш-2025» по ссылке.
Данная статья является продолжением материала, опубликованного в №6, 2024 г [1], в котором рассматривалась казеиновая фракция белков молока, как основного компонента концентратов молочного белка (КМБ) и мицеллярного казеина (КМК).
Оба продукта образуются в результате мембранного фракционирования обезжиренного молока. При этом в КМБ, получаемого при использовании ультрафильтрационной (УФ) обработки молока, концентрируются казеин, сывороточные белки и, конечно, остаточный жир [1]. Причем соотношение казеин/сывороточный белок в сырье и в КМБ одинаковое, т. к. УФ мембраны проницаемы только для низкомолекулярных компонентов молока: лактозы, минеральных веществ, небелкового азота и т.д.
При производстве КМК (рис.1) используется микрофильтрационная (МФ) обработка. МФ мембраны удерживают в основном казеиновые мицеллы и остаточный жир, которые по размерам и молекулярной массе значительно превосходят как низкомолекулярные компоненты, так и сывороточные белки. Поэтому в КМК соотношение казеин/сывороточные белки может составлять от 90/10 и выше по отношению к казеину, что придает этому ингредиенту специфические функциональные свойства [1].
Рисунок 1 – Схема фракционирования обезжиренного молока с использованием микро- и ультрафильтрации
Разбавленная фракция, образующаяся после УФ обезжиренного молока – пермеат, содержит только низкомолекулярные компоненты. Хотя иногда возможно наличие в пермеате небольших количеств более крупных молекул (низкомолекулярные пептиды, протеозо-пептоны), которые могут проникать через УФ мембраны, особенно после их длительного использования [2].
Разбавленная фракция МФ обработки обезжиренного молока (рис.1), заслуживает особого внимания. Эту фракцию называют «идеальной» или, чаще, «нативной» сывороткой [3]. Очевидно, что белковая часть нативной сыворотки представлена сывороточными белками молока, прошедшими через МФ мембрану. Сывороточные белки молока включают группу растворимых белков (рис.2), которые остаются после осаждения из молока казеина при pH 4,6 [1]. Фракционный состав сывороточных белков в значительной степени определяется происхождением молока. Так, для коровьего молока характерно преобладание β-лактоглобулина (∼65 %), α-лактальбумина (∼25 %), бычьего сывороточного альбумина (∼8 %), а также некоторыми функциональными белками, включая иммуноглобулины, лактоферрин, лактопероксидазу и др. (таблица 1).
Таблица 1 – Основные характеристики фракции сывороточных белков молока [4 — 6]
Компонент сывороточных
Молекулярная масса (кДа)
Изоэлектрическая точка (pI)
Концентрация молоке (г/л)
Доля от сывороточных белков (%)
β-Лактоглобулин
18.4
5.2–5.4
3.2–4.0
55–65
α-Лактальбумин
14.2
4.2–4.5
1.2–1.5
15–25
Сывороточный альбумин (БСА)
66.3
4.9
0.3–0.6
~5
Иммуноглобулины
150–900
5.8–7.3
0.6–0.9
~10
Протеозо-пептоны
4.1–80
5.1–6.0
~0.2
~10
Лактоферрин
~80
~8.0
~0.1
<1
Лактопероксидаза
~78
~9.6
~0.03
<1
β-Лактоглобулин (β-Lg, табл.1) – это глобулярный белок из семейства липокалинов, транспортных белков с характерной вторичной структурой, позволяющей осуществлять перенос небольших гидрофобных молекул, таких как ретинол, жирные кислоты и т.д. [4]. β-Lg имеет 11 генетических форм, включает 162 аминокислотных остатка (Asp10, Asn5, Thr8, Ser7, Glu16, Gln9, Pro8, Gly4, Ala15, Cys5, Val9, Met4, Ile10, Leu22, Tyr4, Phe4, Lysl5, His2, Trp2, Arg3) и характеризуется высоким содержанием аминокислот с разветвленной цепью (BCAA), в том числе и незаменимых: лейцина, изолейцина и валина [11]. Интересно, что прежде β-Lg считался уникальным компонентом молока жвачных животных, однако дальнейшие исследования показали его наличие и в молоке других видов, даже дельфинов и ламантинов. Но в грудном молоке β-Lg не обнаруживается, его основным сывороточным белком является α-лактоальбумин [5].
При нейтральном pH β-LG обычно существует в виде нековалентно связанного димера, который диссоциирует на мономеры при снижении pH (рис.2) [5]. Важной особенностью β-LG является наличие сульфгидрильной группы цистеина (-SH), которая в нативном состоянии расположена внутри белка. При тепловой денатурации полипептидные цепи разворачиваются, -SH группы освобождаются и могут образовывать «сшивки» с другими молекулами β-LG и межмолекулярным дисульфидом κ-казеина, что влияет на термостабильность и сычужную коагуляцию молока [6]. Кроме того, именно β-LG отвечает за формирования привкуса «перепастеризации» молока и молочных продуктов [4].
Рисунок 2 – Структура β-LG при рН 4 [12]
α-Лактоальбумин (α-La, табл. 1.) мономерный глобулярный кальций-связывающий белок, состоит из 123 аминокислотных остатков, образующих компактную глобулярную структуру, стабилизированную четырьмя дисульфидными связями: Cys6-Cys120, Cys61-Cys77, Cy73-Cys91 и Cys28-Cys111. Дисульфидные связи придают молекуле α-La относительную термическую стабильность. В отсутствии других реакционноспособных белков, например β-LG, после снятия температурной нагрузки α-La может снова образовывать структуру близкую к нативной [7]. Функциональная роль α-La заключается в том, что он является ключевым компонентом лактосинтазы, фермента, катализирующего синтез лактозы в лактирующей молочной железе. Причем количество лактозы напрямую коррелирует с количеством α-La [8]. Можно отметить, что наличие антибактериальных и иммуностимулирующих свойств [4], высокое структурное сходство α- La коровьего и грудного молока, также делает его важным ингредиентом детского питания.
Помимо α- La и β-Lg из молока в нативную сыворотку переходит ряд белков, содержащихся в низких или следовых количествах. Часть из этих белков биологически активны и могут фракционироваться из молока или сыворотки в качестве функциональных добавок. Наиболее значимым является лактоферрин — железосвязывающий гликопротеин, состоящий из одной полипептидной цепи с двумя высоко гомологичными дольками, соединёнными α-спиральной структурой. Каждая долька содержит участок связывания трёхвалентного железа. Лактоферрин имеет 16 внутримолекулярных дисульфидных связей, что обеспечивает его стабильную структуру. Он может быть полностью (холоформа) или частично насыщен железом, а также находится в апоформе. Апоформа может иметь более высокую цитотоксичность и способность к связыванию других металлов, в то время как холоформа более стабильна и эффективно связывает железо. Целевые функции лактоферрина включают антибактериальную, антиоксидантную, противовоспалительную активность, усвоение железа, защиту кишечной микрофлоры, стимуляцию иммунных клеток и др. [6].
Лактопероксидаза — это фермент, присутствующий в молоке, сыворотке и молозиве. Лактопероксидаза представляет собой гликопротеин с одной полипептидной цепью из 612 аминокислот, имеет две основные формы, A и B, из-за различий в дезаминировании остатков глутамина и аспарагина; вместе с вариациями углеводных цепей она существует в общей сложности в 10 вариантах. Лактопероксидаза катализирует реакцию окисления ионов галогенов (таких как йодид, бромид и тиоцианат) пероксидом водорода, образуя гипогалогениды, которые обладают бактерицидными свойствами. Эти соединения способны инактивировать бактерии, грибы и вирусы. В коровьем молоке она является вторым по распространённости ферментом после ксантиноксидазы, которая связана с мембраной жировых шариков молока [6].
Лактоферрин и лактопероксидаза являются белками, выделяемыми в промышленном масштабе из обезжиренного молока и подсырной сыворотки.
Бычий сывороточный альбумин (БСА) содержит 583 аминокислоты, не содержит фосфора, имеет 17 дисульфидных связей и 1 свободную сульфгидрильную группу. БСА является многофункциональным белком с исключительной способностью связывать лиганды, особенно жирные кислоты, ароматические соединения, ионы металлов и обеспечивать транспорт биологически активных веществ. Кроме того, БСА, связывая токсические продукты жизнедеятельности и ионы тяжелых металлов, способствует их транспортировке в органы выделения, что снижает негативное воздействие токсинов на организм [7, 8].
Иммуноглобулины – сложные белки, вырабатываемые β – лимфоцитами, которые поддерживают белковый баланс в сыворотке крови и выполняют ключевую функцию в иммунной системе, особенно в молозиве, а также играют важнейшую роль в иммунной системе, обеспечивая защиту новорожденных от патогенов [9]. Помимо иммуноглобулинов в нативной сыворотке обнаружены биологически активные пептиды молока, протеозопептонная фракция и т.д.
В целом, состав белков нативной, творожной и подсырной сыворотки идентичен. Но для белковой фракции нативной сыворотки характерно высокое содержание аминокислот с разветвленной цепью (примерно 50% из которых составляет лейцин) c быстрой скоростью усвоения [10]. Кроме того, нативная сыворотка не содержит гликомакропептид и другие метаболиты, образующиеся под действием сычужного фермента и заквасочной микрофлоры, что улучшает функциональные свойства белковых ингредиентов на ее основе [9].
С технологической точки зрения нативная сыворотка является идеальным сырьем для получения концентратов сывороточного белка, т. к. при МФ обезжиренного молока остаточная жировая фракция и остаточная микрофлора практически полностью задерживаются МФ мембраной. Именно поэтому УФ обработка нативной сыворотки в сочетании с диафильтрацией (рис.1) позволяет получать продукт – нативный концентрат/ изолят сывороточных белков (нКСБ/ нИСБ), состав которого приближается к составу изолятов сывороточного белка (рис.3).
По функционально-технологическим характеристикам нКСБ превосходят традиционные концентраты сывороточных белков: они демонстрируют большую прочность геля, лучшие пенообразующие, эмульгирующие и влагоудерживающие свойства, обеспечивают возможность создания прозрачных белковых напитков при различных значениях pH. Как и классические КСБ, нКСБ применяется в производстве спортивных напитков, протеиновых батончиков, детских смесей и других продуктов. Однако их ключевое преимущество — повышенная чистота состава и отсутствие вторичных продуктов переработки — делает их более предпочтительными для использования, особенно в сегменте детского питания, где требования к качеству и безопасности наиболее строгие.
Таким образом, мембранная технология фракционирования обезжиренного молока, основанная на комбинации микрофильтрации, ультрафильтрации и диафильтрации, позволяет селективно разделять белковые компоненты молока, что обеспечивает возможность получения сухих ингредиентов на основе казеиновой фракции и фракции сывороточных белков. При этом гибкость процессов мембранной фильтрации позволяет регулировать состав конечного продукта путем изменения параметров работы мембранного оборудования. Реализованные ООО «ДМП» проекты производства сухих молочных ингредиентов демонстрируют перспективность технологии для российских производителей в условиях импортозамещения, благодаря возможности создания продуктов с заданными функциональными свойствами.
Список литературы
Володин Д. Н., Топалов В. К., Куликова И. К., Евдокимов И. А., Сорокин К. Ю. Мембранное фракционирование обезжиренного молока: влияние казеина на формирование функциональных свойств белковых концентратов // Молочная промышленность. 2024. №. 6. С. 48-53.
Евдокимов И.А., Топалов В.К. Особенности использования полимерных мембран в процессе мембранного фракционирования молочного сырья // Переработка молока. 2024. №. 2.
Евдокимов И.А., Топалов В.К., Володин Д. Н. Возможности интеграции мембранных технологий в комплексные линии переработки молока // Переработка молока. 2021. №. 11.
Zhang, F., Qi, X., Zou, M., & Li, J. (2012). Analysis of alphalactalbumin and betalactoglobulin from the rehydration of bovine colostrum powder using cloud point extraction and mass spectrometry. Journal of analytical methods in chemistry, 2012, 816180. https://doi.org/10.1155/2012/816180
Nicoleta, Stănciuc & Rapeanu, Gabriela. (2010). An overview of bovine α-lactalbumin structure and functionality. Annals of the University Dunarea de Jos of Galati. Fascicle VI : Food Technology. 34.
Korhonen, H.J., and P. Marnila. “Bovine milk immunoglobulins against microbial human diseases.” Dairy-Derived Ingredients (2009): 269–289. doi:10.1533/9781845697198.2.269
Hamarsland H, Nordengen AL, Nyvik Aas S, Holte K, Garthe I, Paulsen G, Cotter M, Børsheim E, Benestad HB, Raastad T. Native whey protein with high levels of leucine results in similar post-exercise muscular anabolic responses as regular whey protein: a randomized controlled trial. J Int Soc Sports Nutr. 2017 Nov 21;14:43. doi: 10.1186/s12970-017-0202-y. PMID: 29200982; PMCID: PMC5697397.
Ельчанинов В.В., El’chaninov V.V. Номенклатура и биохимические свойства основных сывороточных белков. Бета-лактоглобулин // Сыроделие и маслоделие. — 2009. — №2. — C. 38-39.
Khan S., Ipsen R., Almdal K., Svensson B., Harris P. Revealing the Dimeric Crystal and Solution Structure of β-Lactoglobulin at pH 4 and Its pH and Salt Dependent Monomer–Dimer Equilibrium. // Biomacromolecules. — 2018. – I.19. V.7. – P. 2905 – 2912. DOI: 10.1021/acs.biomac.8b00471
Уважаемые партнёры, друзья и коллеги! Приглашаем посетить VII Всероссийский форум INTEKPROM DAIRY 2025, который пройдет 29 апреля 2025 года в Казани, в гостиничном комплексе «Казанская Ривьера».
Молочная промышленность проявляет всё больший интерес к производству высокобелковых продуктов глубокой переработки молока. И у этого есть несколько причин: — растущий спрос на функциональные продукты — интерес к молочным компонентам со стороны других отраслей — возможность диверсификации производства — возможность увеличения экспортных поставок
Эту интересную тему в рамках данного форума подробно раскроет руководитель службы продаж ДМП Виктор Топалов. Он расскажет о новых направлениях в области фракционирования компонентов молочного сырья и получения из них востребованных на рынке сухих ингредиентов, коснется темы особенностей их производства, технологических приемов и необходимых сырьевых ресурсов.
Специальный выпуск в рамках выставки DairyTech 2025. На вопросы команды DairyTech Connect отвечает директор ДМП Дмитрий Володин. Смотрите запись интервью по ссылке.
🔵 Тайминг интервью 00:40 — С чего все начиналось 01:30 — Основные направления деятельности ДМП 02:07 — Новые и инновационные реализованные проекты 03:43 — Перспектива производства высокобелковых продуктов глубокой переработки молочного сырья 05:00 — Как научная степень и постоянное обучение сотрудников помогает развитию инноваций 06:26 — В чем сила ДМП 07:23 — Планы на будущее 08:02 — Индекс оптимизма ДМП
Прошло больше недели со дня завершения выставки «DairyTech 2025», а мы все еще работаем с ее результатами, эффективно обрабатывая полученные запросы.
Сегодня мы рады поделиться видеороликом с этого первого в году значимого события. В течение трех дней команда ДМП провела целый ряд встреч, которые позволили не только установить новые деловые связи, но и укрепить уже существующие партнерства.
На нашем стенде был продемонстрирован широкий спектр комплектующих для мембранных установок и оборудования для производства сухих молочных продуктов, а также образцы используемых мембранных элементов.
Мы искренне благодарим каждого, кто посетил наш стенд — ваше присутствие является важной частью нашего успеха!
Мы с нетерпением ждем новых встреч и сотрудничества, так как уверены, что совместные усилия приведут к значительным результатам.
Очередной проект по импортозамещению — производство высокобелковых ингредиентов для спортивного, детского и специализированного питания.
Компанией ДМП завершен проект модернизации производства на одном из ключевых молочных заводов России. Теперь предприятие в дополнение к существующему ассортименту сможет выпускать концентрат мицеллярного казеина и изолят сывороточных белков.
Новая производственная линия, размещенная на базе завода сухих ингредиентов, значительно расширяет возможности предприятия и вносит существенный вклад в укрепление продовольственной безопасности страны.
Ключевые достижения проекта: ✔️ реализована технологическая линия, обеспечивающая производство широкого спектра высокобелковых молочных продуктов ✔️ освоено первое в России промышленное производство изолята сывороточных белков ✔️ впервые в России произведен мицеллярный казеин – продукт, полученный на основе глубокого мембранного фракционирования, открывающий новые возможности для предприятий пищевой промышленности, производителей спортивного и специализированного питания
Молочные белки играют ключевую роль в питании человека, являясь богатым источником незаменимых аминокислот и биологически активных соединений. Помимо пищевой ценности, они обладают уникальными технологическими свойствами, выступая в роли эмульгаторов, загустителей, стабилизаторов и т.д., что делает их незаменимыми компонентами в рецептурах многих пищевых продуктов.
По компонентному составу белковые ингредиенты, вырабатываемые методом мембранного фракционирования обезжиренного молока, можно условно разделить на несколько групп (рис.1). Концентраты/ изоляты молочного белка и мицеллярного казеина, в состав которых входят казеин и сывороточные белки в том или ином соотношении. Концентраты/ изоляты нативного сывороточного белка (нКСБ), содержащие только сывороточные белки, а также продукты содержащие индивидуальные белки (лактоферрин, лактопероксидаза) и даже отдельные фракции белков молока (рис.1).
Рисунок 1 – Белковые ингредиенты на основе фракционирования обезжиренного молока
В самостоятельную группу ингредиентов можно выделить продукты, получаемые на основе ферментативной обработки молочного сырья: гидролизаты молочных белков и биологически активные пептиды.
Производство концентратов молочного белка (КМБ) и мицеллярного казеина (КМК) основано на использовании процессов микро- и ультрафильтрации молока. Ультрафильтрация, задерживая частицы с молекулярной массой 5-50 кДа, выделяет все высокомолекулярные компоненты сырья, включая молочный жир, казеин и сывороточные белки. КМБ содержат от 40,0 до 85,0 % белка в сухом веществе, изоляты молочного белка (ИМБ) содержат 90% и более белка в сухом веществе, при этом исходное соотношение казеина и сывороточных белков остается неизменным. Получение КМБ с содержанием белка более 70% и ИМБ требует комбинированного использования ультра- и диафильтрацииии [1].
Микрофильтрация, используемая для получения концентрата мицеллярного казеина (КМК), отделяет частицы размером более 0,1 мкм: казеиновые мицеллы и молочный жир. По сути, КМК представляет собой неденатурированный казеин в нативной мицеллярной форме с пониженным содержанием сывороточных белков (рис. 1). Дополнительное концентрирование ультра- и диафильтрацией увеличивают содержание белка за счет удаления лактозы и солей, не изменяя при этом соотношение белковых фракций в целом.
Функционально-технологические свойства КМБ и КМК, с учетом их состава, определяются, в первую очередь, стабильностью и коллоидными свойствами мицелл казеина [2]. Поэтому глубокое понимание структуры мицелл и факторов, влияющих на их устойчивость, дестабилизацию и функциональность может способствовать более эффективному контролю качества молочных ингредиентов и разработке новых продуктов с заданными функциональными свойствами.
Современная биохимия молока определяет казеин как фосфорилированную и гликозилированную фракцию белков молока, которая включает 4 основных типа казеинов: αS1, αS2, β и κ (табл.1 [2].).
Исследования последних лет позиционируют казеины как реоморфные или нативно развернутые, белки, т.е. белки, способные адаптировать свою структуру к изменениям условий окружающей среды [3]. Четыре субъединицы казеина амфифильны по своей природе, характеризуются молекулярным соотношением 4:1:4:1, имеют молекулярную массу 19–25 кДа и изоэлектрическую точку в пределах 4,1–5,3 [4]. Уникальный аминокислотный состав каждой субъединицы (табл.1) казеина определяет ее гидрофобные / гидрофильные свойства, что отражается на свойствах казеина в целом.
Фракция αS1 (40% от общего количества казеина) — это белок с высокой степенью гидрофобности, полипептидная цепь которого состоит из 199 аминокислот, формирующих три отрицательно заряженные пептидные области. Участки, включающие гидрофобные аминокислоты типа аланина, лейцина, метионина, остаются нейтральными. Фракция αS2 казеина (табл.1) составляет 10% от общего количества казеина. Полипептидная цепь казеина αs2 содержит 207 аминокислот, а фосфорилирование увеличивает молекулярную массу до 25,2 кДа [5]. Считается, что αS-казеины обладают свойствами молекулярного шаперона, благодаря чему в условиях стресса, таких как повышенная температура, могут стабилизировать некоторые неродственные белки, предотвращая их агрегацию [4]. Оба белка содержат много лизина, высоко фосфорилированны и способны связывать ионы кальция.
β-казеин – это также фосфопротеин, на структуру которого также влияют ионы кальция. Это неупорядоченный белок с амфифильным характером, составляет около 35% от общего количества казеина, состоит из 209 аминокислот. β-казеин – это самая гидрофобная фракция казеина.
Интересно, что β-казеин может встречаться в формах A2 или A1, единственное различие в структурах которых заключается в том, что 67-ой аминокислотой в форме A2 является гистидин, а в A1 — пролин [6] (рис. 2 [7]). При переваривании β-казеина A1 высвобождается соединение, известное как «β-казоморфин-7», которое является опоидом и может вызывать симптомы непереносимости молочного белка, особенно в детском возрасте [7]. Именно это было причиной популяризации, так называемого «молока А2», получаемого от пород коров, в молоке которых содержится β-казеин в A2 форме.
Рисунок 2 – Фрагмент аминокислотной последовательности А1 и А2 β-казеина
Фракция κ-казеина не содержит серинфосфатных кластеров, участвующих в связывании кальция. Главная особенность κ-казеина — переменная степень гликозилирования (количество остатков глюкозы) [8, 9]. Молекула κ-казеина имеет два отдельных домена, которые между фенилаланином и метионином (126–127) разделены специфической связью, расщепляемой сычужным ферментом. N-концевой пара-κ-казеин является гидрофобной частью, которая связана с мицеллой, и содержит дисульфидные связи. C-концевой макропептид казеина, который отщепляется во время сычужного свертывания молока, включает участки гликозилирования, поэтому его часто называют гликомакропептидом, хотя, строго говоря, этот термин относится только к формам, которые фактически гликозилированы.
Фракции казеина самоорганизуются в высокогидратированные (порядка 3,5 мл воды/г белка) коллоидные структуры диаметром от 50 до 300 нм [5], называемые казеиновыми мицеллами. Мицеллы содержат 95% казеина (40% β, 10% αs2, 35% αs1 и 15% κ-казеинов) и небелковую минеральную часть, которую принято называть мицеллярным или коллоидным фосфатом кальция.
Точная внутренняя структура казеиновой мицеллы все еще остается предметом научных исследований, на основании которых уже предложено больше десятка моделей ее строения [9]. Большинство теорий опирается на субмицеллярную модель (рис.3 [10]), предложенную еще в 1960-е годы. Модель предполагает «сборку» мицеллы казеина из нескольких сотен субмицелл диаметром 10,0 -15,0 нм. Субмицеллы включают гидрофобные участки αs и β-фракций, формирующих плотное гидрофобное ядро частицы. На поверхности субмицелл расположены гидрофильные S-концевидные участки полипептидной цепи, с остатками фосфорной кислоты и κ-казеина.
Рисунок 3 – Структура казеиновой мицеллы по [11]
Объединение субмицелл в мицеллу, согласно субмицеллярной модели, происходит при участии коллоидного фосфата кальция. В свою очередь гликозилированные формы κ-казеина, образуют на поверхности мицеллы высокогидратированный полиэлектролитный слой, придающий стерическую и электростатическую стабильность мицеллам казеина [12].
Можно отметить, что несмотря на некоторые существенные различия в деталях механизма мицеллообразования, более поздние модели (нанокластерная, двойного связывания, двойной сетки и др.), как и предшествующая им субмицеллярная, признают ключевую роль фосфата кальция в формировании структуры казеиновой мицеллы и определении ее технологических свойств [11]. Пониженное содержание кальция в сырье сдвигает ионное равновесие, вызывая высвобождение кальция из мицелл, что приводит к фрагментации мицелл с образованием более мелких агрегатов, повышенное – напротив приводит к укрупнению мицелл до размера, который κ-казеин уже не способен стабилизировать [12].
В целом, процесс стабилизации казеиновой мицеллы довольно сложен и определяется комплексным влиянием ряда факторов: наличие полиэлектролитного слоя, и, соответственно, поверхностного заряда, обуславливающего как действие сил отталкивания, так и формирование гидратной оболочки. Реоморфная, открытая структура казеина также является одним из факторов устойчивости мицелл.
Вполне понятно, что любые значительные изменения состава молочного сырья и физико-химического состояние его компонентов, возникающие в процессе его обработки, изменение рН и минерального состава, пастеризация, охлаждение (рис. 4 [13, 14].), могут повлечь за собой дестабилизацию казеиновой мицеллы, вплоть до агрегации и потери устойчивого состояния. Понимание последствий этих воздействий необходимо для обеспечения стабильного качества продукции и эффективного управления технологическим процессом.
Рисунок 4 – Влияние технологических факторов на стабильность казеиновой мицеллы [13]
Рассматривая обобщенную схему производства сухих высокобелковых концентратов из обезжиренного молока (рис. 5), можно выделить несколько основных этапов, которые влияют на состояние мицеллы казеина: подготовка сырья, фракционирование, концентрирование и сушка концентрированной белковой фракции.
Рисунок 5 – Этапы производства концентратов/изолятов молочного белка и мицеллярного казеина
Операции подготовки сырья включают его механическую (сепарирование) и тепловую (пастеризация) обработку. Сепарирование, главным образом, обеспечивает требуемый компонентный состав готового продукта и не оказывает критического действия на состояние казеиновых мицелл [2, 13]. Однако при выборе режимов тепловой обработки следует учитывать, что жесткие режимы пастеризации увеличивают количество денатурированных сывороточных белков, α-лактальбумина и β-лактоглобулина, которые денатурируют, «раскрывая» реакционноспособные группы, и образуя агрегаты друг с другом и с казеинами молока за счет образования ковалентных связей со свободными остатками цистеина в слое κ-казеина.
Увеличение количества денатурированных белков негативно сказывается на эффективности фракционирования, ускоряя загрязнение поверхности мембран. При микрофильтрационном фракционировании образование комплекса денатурированных сывороточных белков с казеином не позволит получить концентраты мицеллярного казеина с заданным содержанием сывороточных белков.
Концентрирование молочного сырья методом мембранного фракционирования также оказывает значительное воздействие на стабильность казеиновых мицелл. При нормальных концентрациях сухих веществ молочного сырья, которым соответствует примерно 25,0 г/л казеина, мицеллы находятся в равновесии, не приближаясь друг к другу. В процессе концентрирования расстояние между частицами уменьшается. Если при 3-кратной концентрации начального объема сырья частицы мицелл казеина все еще являются свободно диффундирующими, то при дальнейшем повышении концентрации их поведение меняется. Например, 6-кратное концентрирование вызывает перекрытие коллоидных частиц и искажение мицеллярной структуры, которое может также быть причиной дальнейшей агрегации мицелл за счет образования кальциевых мостиков, водородных связей и гидрофобных взаимодействий.
В отличие от обычного концентрирования, при УФ и МФ сырья происходит изменение компонентного состава системы, которое становится более значительным при использовании диафильтрации. Количество диафильтрационной воды может критически смещать равновесие между коллоидными и неколлоидными ионами в системе, тем самым также оказывая влияние на стабильность казеиновой мицеллы и функциональные свойства готового продукта [14]. Например, понижение содержания сывороточных белков в КМК способствует повышению термостабильности концентрата. В КМБ наблюдается положительная корреляция между общим содержанием кальция и концентрацией белка; однако молярное соотношение кальций/белок в КМБ90 по сравнению, например, с КМБ70 ниже, что влияет как на термостабильность, так и на кислотное свертывание восстановленных систем [15]. В свою очередь образование комплексов между сывороточными белками и κ-казеином в процессе тепловой обработки может быть причиной слабой активности при сычужном свертывании казеина [13].
Выбор температурного режима (50-55 °C — «теплый», 10-12 °C — «холодный») при микро- и ультрафильтрации определяется компромиссом между производительностью процесса, эффективностью разделения, минимизацией мембранного загрязнения и экономическими факторами. Повышенные температуры обеспечивают увеличение производительности и снижение капитальных затрат, однако приводят к ускорению мембранного фоулинга, обусловленного, в частности, осаждением нерастворимых фосфатов кальция. Снижение температуры, хотя и уменьшает скорость фильтрации, способствует более полному удалению растворимых солей кальция и фосфора, повышая функциональные характеристики получаемого белкового концентрата. Например, использование холодной МФ улучшает растворимость КМК за счет ускорения высвобождения мицелл казеина из частиц сухого продукта во время регидратации.
Именно поэтому правильный подбор режимов мембранного фракционирования является одним из условий получения конечного продукта с требуемым составом и функциональными свойствами.
Что касается процесса сушки (рис.4), то для предотвращения денатурации белков и максимального сохранения функциональных свойств конечного продукта, процесс распылительной сушки концентратов должен осуществляться в щадящем режиме с использованием многоступенчатой системы сушки, минимизирующей энергозатраты. Низкие температуры сушки способствуют получению продукта с оптимальными характеристиками: правильной сферической формой частиц, высокой растворимостью, хорошей сыпучестью и улучшенными органолептическими свойствами.
Таким образом, можно отметить, что производство белковых ингредиентов на основе фракционирования молочного сырья, в частности КМБ, ИМБ и КМК, демонстрирует значительный потенциал, обусловленный растущим мировым спросом. Однако успешная реализация данной стратегии требует глубокого понимания функционально-технологических характеристик конечного продукта. Только при условии точного определения этих требований можно оптимизировать технологические режимы обработки сырья, позволяющих придать основному компоненту КМБ, ИМБ и КМК – казеину – заданные свойства. Практический опыт ООО «ДМП» подтверждает возможность получения продукции с заданными физико-химическими и технологическими свойствами, а производство высококачественных, функциональных белковых ингредиентов обладает высокой конкурентоспособностью как на российском, так и на международном рынке, что свидетельствует о перспективности выбранного направления.
Список литературы
Высокобелковые продукты на основе фракционирования молока /. Д. Н. Володин, И. К. Куликова, В. К. Топалов, И. А. Евдокимов // Молочная промышленность. – 2020. — №9. – С.55 – 58.
Holt, C., Carver, J. A., Ecroyd, H., Thorn, D. C. Caseins and the casein micelle: their biological functions, structures and behavior in foods.// Journal of Dairy Science/ — 2013.- 96, 6127–6146.
Broyard. C., Gaucheron, F. Modifications of structures and functions of caseins: a scientific and technological challenge. // Dairy Science & Technology. – 2015 — Vol. 95 (6). – P.831-862.
Huppertz T, Fox P.F., Kelly A.L. The caseins: Structure, stability, and functionality. // Yada RY, Ed. Proteins in Food Processing. 2nd Ed. Cambridge, Woodhead Publishing. – 2018. – P.49-92.
Chen X., Fan R., Wang Y., Munir M. et al. Bovine milk β-casein: Structure, properties, isolation, and targeted application of isolated products. Comprehensive Reviews // Food Science and Food Safety. – 2024. – Vol.23(2) — https://doi.org/10.1111/1541-4337.13311.
Gard, F.; Flad, L.M.; Weißer, T.; Ammer, H.; Deeg, C.A. Effects of A1 Milk, A2 Milk and the Opioid-like Peptide β-Casomorphin-7 on the Proliferation of Human Peripheral Blood Mononuclear Cells // Biomolecules. – 2024. – Vol.14 (690). — https://doi.org/10.3390/biom14060690
Ninan J., Vadodaria V. P., Kappa Casein in Farm Animals: A Review // International Journal of Bio-resource and Stress Management – 2024. – Vol.15(9). P. 01-11. https://doi.org/10.23910/1.2024.5558a.
Молекулярно-генетические модификации к-казеина / А. Г. Кручинин, С. Н. Туровская, Е. Е. Илларионова, А. В. Бигаева // Известия высших учебных заведений. Пищевая технология. – 2020. – № 4(376). – С. 12-16. – DOI 10.26297/0579-3009.2020.4.3. – EDN OASDQL.
Phadungath, C. Casein Micelle Structure. a concise review // Songklanakarin Journal of Science and Technology. – 2005. – Vol.27. P. 201-212.
Markoska T, Vasiljevic T, Huppertz T. Unravelling Conformational Aspects of Milk Protein Structure-Contributions from Nuclear Magnetic Resonance Studies // Foods. — 2020 – Vol. 16 (8):1128.
Corredig M, Nair PK, Li Y, Eshpari H, Zhao Z. Invited review: Understanding the behavior of caseins in milk concentrates // J Dairy Sci. – 2019. – Vol.102(6). – P.4772-4782.
Wang, Xiuju & Zhao, Zhengtao. (2024). Microscopic methods for analysis of casein micelles and its aggregates in milk and milk products. 10.1016/B978-0-443-15836-0.00018-4.
France TC, Bot F, Kelly AL, Crowley SV, O’Mahony JA. Physicochemical properties of micellar casein retentates generated at different microfiltration temperatures. J Dairy Sci. 2024 May;107(5):2721-2732. doi: 10.3168/jds.2023-23918. Epub 2023 Dec 14. PMID: 38101742.
Компания ДМП приглашает посетить стенд № А 6035 на 23-й Международной выставке оборудования для производства молока и молочной продукции DairyTech 2025.
Выставка пройдет с 21 по 23 января 2025 года в Москве, в МВЦ «Крокус Экспо», Павильон 3, Зал 14, метро «Мякинино».
DairyTech – это единственная в России международная выставка, на которой представлен полный спектр оборудования для переработки молока и производства молочной продукции, а компания ДМП является почётным и многолетним участником выставки.
Получите билет на выставку>> по специальному промокоду нашей компании, который необходимо указать при регистрации: DMP25.
В ходе реализации проектов мы сталкиваемся с комплексом задач, выполнение которых требует высокого уровня компетенций в различных направлениях. Одним из ключевых действий при осуществлении поставки уже изготовленного оборудования является его таможенное оформление.
Квалифицированный системный подход в данной работе позволяет обеспечивать необходимый контроль процесса поставки оборудования и гарантирует соблюдение требований безопасности, что является обязательным условием для его использования на территории нашей страны.
Специалисты ДМП по таможенному декларированию постоянно отслеживают актуальные требования таможенного законодательства и обеспечивают не только качественное, но и оперативное взаимодействие с органами Федеральной таможенной службы России.
Так с 29 по 30 октября 2024 года было принято участие в Международном таможенном форуме, где специалисты ДМП принимали активное участие в деловой программе форума, круглых столах, а декларант ДМП Владимир Хохлов занял 3-е место среди всех участников форума по результатам деловой игры в части классификации товаров в соответствии с ТН ВЭД.
Регулярное участие в мероприятиях, организованных Федеральной таможенной службой, вносит весомый вклад в процесс работы и дает возможность подтвердить высокий уровень профессиональной квалификации.
Сегодня компании ДМП исполнилось 10 лет, и это не просто цифра, это десятилетие достижений, инноваций и непрерывного роста.
За время работы компания прошла путь от амбициозного стартапа до уверенно развивающегося игрока на рынке, реализовав более 50 успешных проектов. Количество реализованных проектов для нас не просто статистика, это более 50 историй успеха, решенных задач, доказательств нашей компетентности.
Наш юбилей – это прекрасная возможность оглянуться назад и оценить пройденный путь. За десять лет мы значительно расширили свои возможности, освоили новые горизонты и смело шагнули за пределы привычного. Мы отслеживали тренды отрасли и формировали их, получая патенты на изобретения. Постоянно модифицировали наши услуги и адаптировались к меняющимся потребностям рынка.
За каждым успешным проектом стоит команда – наш самый ценный актив. За прошедшие годы наш коллектив значительно вырос, и мы гордимся каждым членом нашей большой семьи.
Наша история – это история постоянного обучения и самосовершенствования. Мы стремимся к инновациям, используя новейшие технологии и методологии, чтобы предоставлять партнерам лучшие решения.
Команда ДМП готовится к новым вызовам и верит, что следующие годы будут еще более увлекательными и продуктивными.
На протяжении пяти дней компания ДМП участвовала в международной выставке «Агропродмаш-2024». Это мероприятие стало отличной платформой для демонстрации наших передовых технологических решений, направленных на производство высококачественных сухих ингредиентов из молока и молочной сыворотки.
В рамках выставки мы представляли информацию о реализуемых нашей компанией комплексных технологических линиях и специализированном оборудовании, а также демонстрировали важные комплектующие, которые играют ключевую роль в эффективной работе производственных систем.
Одним из центральных направлений нашего участия остаются мембранные процессы, которые в последние годы приобретают все большую популярность в пищевой промышленности.
Благодарим организаторов выставки за создание отличных условий для общения и обмена опытом между участниками и посетителями. И, конечно, выражаем особую благодарность каждому посетителю нашего стенда! Продуктивные беседы с вами помогают нам лучше понять потребности рынка и выявить актуальные тренды в отрасли. Установленные контакты открывают новые горизонты для будущего сотрудничества и совместных проектов.
Мы уверены, что обмен знаниями и опытом с коллегами по отрасли будет способствовать развитию инновационных решений, которые помогут удовлетворить растущий спрос на качественные молочные продукты.
Деминерализованная молочная сыворотка, благодаря улучшенным органолептическим свойствам, занимает важное место на рынке пищевых ингредиентов, так как используется в широком спектре пищевых продуктов, включая детское питание. С учетом растущего спроса на здоровое питание, рынка функциональных продуктов и увеличение общего потребления молочных продуктов, развитие новых технологий обработки сыворотки обеспечивает еще более широкие возможности для производства ценных продуктов на ее основе.
Статья посвящена современным методам деминерализации молочной сыворотки, применяемым в молочной промышленности. Рассматриваются три основных метода: нанофильтрация, электродиализ и ионообмен, с описанием их преимуществ и недостатков. Нанофильтрация, характеризующаяся низкой селективностью к одновалентным ионам, позволяет частично деминерализовать и концентрировать молочную сыворотку. Электродиализ, электромембранный процесс, который использует электрическое поле для разделения ионов из раствора, обладает более высокой эффективностью удаления минеральных веществ и позволяет достигать 90% уровня деминерализации. Эффективность электродиализа зависит от типа ионов, их концентрации и свойств мембран. Высокая концентрация двухвалентных ионов может привести к замедлению процесса и увеличению продолжительности обработки. Метод ионообмена основан на использовании ионообменных смол — полимерных материалов с функциональными группами, которые могут связываться с ионами (катионами или анионами) в растворе и обменивать свои собственные ионы на ионы из раствора. Также проанализированы варианты сочетания методов деминерализации молочной сыворотки, основанные на типе используемого сырья и требованиях, предъявляемых к готовому продукту.
За последние десятилетия тематика дискуссий по проблеме использования молочной сыворотки уверенно сместилась от вопроса необходимости ее переработки, к вопросу выбора и реализации технологий получения наиболее маржинальных продуктов на основе этого уникального вида вторичного молочного сырья. Состав молочной сыворотки, функциональные свойства ее компонентов в сочетании с современными методами обработки дают возможность получения достаточно широкого спектра востребованных на рынке ингредиентов: от сухой сыворотки до белковых концентратов и производных лактозы. Конечно, на фоне активно развивающегося рынка здорового питания рынок сухой молочной сыворотки, по данным международных маркетинговых агентств, показывает некоторое снижение объемов по сравнению с белковыми ингредиентами. Тем не менее доля потребления этого продукта, включая деминерализованную молочную сыворотку, остается довольно значительной. Так объем мирового рынка деминерализованной сыворотки в 2023 году оценивался в 100 млрд. $ США и, по прогнозам маркетинговых агентств, достигнет 532,88 млд. долларов США к 2030 году, при среднегодовом темпе роста около 30% в течение прогнозируемого периода с 2024 по 2030 гг.
Особенностью деминерализованной сыворотки является частичное удаление минеральных солей, которое улучшает органолептические свойства и расширяет области применения молочной сыворотки в качестве ингредиента пищевых продуктов, в том числе детского питания [1], [2].
Технология производства сухой деминерализованной сыворотки хорошо известна и успешно реализуется многими предприятиями молочной отрасли в России и за рубежом. Укрупненно, современные производственные линии по выработке этого продукта можно разделить на несколько участков (рис. 1): приемка сырья, подготовка к переработке, корректировка минерального состава, сгущение и сушка. Конечный уровень деминерализации устанавливается по массовой доле золы в сухом веществе (ГОСТ Р 56833-2015 Сыворотка молочная деминерализованная. Технические условия).
В зависимости от типа перерабатываемого сырья, состава и свойств готового продукта реализация каждого из этапов обработки может отличаться.
Участок приемки и первичной обработки включает оборудование для удаления механических загрязнений (фильтр механической очистки), остаточного жира и казеиновой пыли (вибросито и/ или сепаратор-осветлитель и сепаратор-сливкоотделитель). Затем следует тепловая обработка сырья, основной целью которой является обеспечение микробиологических показателей готового продукта. Помимо стандартного оборудования – пастеризационно-охладительных установок, могут также применяться микрофильтрационные, которые позволяют дополнительно снизить содержание микроорганизмов в сырье на 3-4 порядка [3].
Пастеризованное охлажденное сырье направляется на деминерализацию – процесс удаления минеральных солей с использованием трех основных методов: нанофильтрации (НФ), электродиализа (ЭД), ионообмена (ИО), либо их сочетания [1], [4].
Нанофильтрационной обработкой принято называть процесс баромембранного фракционирования сырья с использованием полупроницаемых мембран, размер пор которых находится в пределах 0,5 – 2,0 нм, а отсечка по молекулярной массе составляет от 300 до 1000 Да [5]. Для НФ мембран характерна низкая селективность или удерживающая способность по отношению к одновалентным ионам и органическим соединениям с молекулярной массой ниже 300 Да [6], [7]. Поэтому из компонентов сыворотки НФ мембранами задерживаются остаточные жиры, сывороточные белки, лактоза и основная часть двухвалентных ионов (рис. 2), а одновалентные ионы и низкомолекулярные азотистые вещества переходят в пермеат.
Рисунок 2. Схема удаления ионов в процессе нанофильтрации
Формирующаяся в процессе обработки сыворотки концентрированная фракция (ретентат) с массовой долей сухих веществ около 20%, является частично деминерализованной сывороткой с уровнем деминерализации 25 – 30%. Более полное удаление солей может быть достигнуто при дополнительном использовании процесса диафильтрации: повторной обработке ретентата, разбавленного водой [8]. Однако в промышленности при концентрировании сыворотки этот прием практически не используется [1]. Электродиализная обработка (рис. 3) представляет собой процесс электромембранного разделения компонентов, основанный на миграции заряженных ионных частиц через селективные мембраны под воздействием электрического поля [4].
Рисунок 3. Схема удаления ионов в процессе электродиализа
Эффективность электродиализной обработки также в значительной мере определяется типом ионов, находящихся в составе минеральной фракции сырья. Поскольку ионы с разными зарядами и размерами имеют разную подвижность, то и удаляются они из сырья неравномерно. Одновалентные ионы имеют меньший ионный радиус и большую подвижность, чем двухвалентные. Соответственно, катионы натрия и калия будут удаляться быстрее, чем двухвалентные ионы кальция и магния, а анионы лактата и фосфата будут удаляться после удаления большей части хлорид-ионов [9]. При необходимости глубокой деминерализации такое повышение концентрации двухвалентных ионов увеличивают продолжительность обработки, а значит и конечную себестоимость продукта. Тем не менее, электродиализ остается одним из наиболее распространённых процессов, поскольку позволяет получать продукт с уровнем деминерализации до 90% [1].
Процесс может быть реализован в непрерывном и периодическом режиме. Электродиализные установки периодического действия состоят из одного или нескольких электродиализных модулей, по которым молочная сыворотка циркулирует до тех пор, пока содержанием минеральных веществ не достигнет заданного уровня. Оперативный контроль уровня деминерализации ведется путем измерения электропроводимости обрабатываемого сырья. Непрерывные электродиализные установки предусматривают обессоливание сырья до требуемого уровня деминерализации при его последовательном прохождении через один или несколько электродиализных модулей. Принято считать, что периодический электродиализ выгоднее использовать при деминерализации, например до 90%-го уровня, а при уровне деминерализации до 70% и значительных объемах перерабатываемого сырья более предпочтителен непрерывный способ [1].
Ионообменная деминерализация сыворотки (рис. 4) основана на способности макромолекулярных смол обменивать свои поверхностно-связанные ионы на подвижные ионы того же заряда, присутствующие в сырье [10].
Рисунок 4. Схема удаления ионов в процессе ионообмена
Для проведения процесса используется последовательная обработка сыворотки на сильной катионообменной и слабой анионообменной смолах. Катионообменные смолы содержат функциональные группы, которые в процессе обработки, «захватывают» положительно заряженные ионы (K+, Na+, Ca2+, Mg2+…) сырья. Затем сырье проходит через анионообменные смолы, функциональные группы которых «захватывают» отрицательно заряженные ионы сырья (Cl—, PO43-, цитраты, лактаты и др.). После насыщения функциональных групп смолы регенерируются: положительно заряженные ионы должны быть замещены водород-ионом (Н+), отрицательно зараженные – гидроксид ионом (ОН—). Соответственно, регенерация катионообменных смол проводится раствором соляной кислоты, регенерация анионообменных раствором едкого натра. После регенерации процесс деминерализации может проводиться снова, т.е. фактически ионный обмен является периодическим процессом.
Технически процесс реализуется на ионообменных установках, состоящих из катионообменной и анионообменной колонн, в которых находятся ионообменные смолы. Ионообменная установка обычно рассчитывается на 2 – 3 рабочих цикла в сутки. Каждый рабочий цикл включает время для деминерализации сырья, вытеснения продукта, промывки и регенерации смол. Поскольку ионообмен работает в периодическом режиме для обеспечения непрерывной работы полной линии устанавливают либо несколько пар колонн, которые используются по очереди, либо дополнительные буферные емкости. Теоретически, ионный обмен является самым эффективным методом, позволяющим выделить из молочной сыворотки до 99% минеральных веществ. Но, по сравнению с нанофильтрацией и электродиализом, этот метод по предполагает довольно высокие операционные расходы за счет использования ионообменных смол, химикатов на регенерацию и т.д.
Выбор метода или сочетания методов деминерализации молочной сыворотки, как указывалось выше, обуславливается видом сырья и требованиями, предъявляемыми к готовому продукту [11]. Например, для получения продукта с уровнем деминерализации около 25%, согласно ГОСТ Р 56833-2015, требуется понизить массовую долю зольного остатка в сухом веществе до значения, не превышающего 6,5 %. При переработке подсырной сыворотки целевое значение может быть достигнуто уже при использовании нанофильтрации (рис.5 а).
Рисунок 5. Схема формирования комплексных линий деминерализации молочной сыворотки
Более глубокая деминерализация потребует использования электродиализа либо комбинирования нанофильтрации и электродиализа (рис. 5 б) для повышения производительности последнего за счет обработки уже частично деминерализованной концентрированной сыворотки (рис.6).
Рисунок 6. Сравнение производительности участка электродиализа (в пересчете на натуральную сыворотку) при обработке натуральной и концентрированной (НФ) сыворотки
В целом, комбинация процессов нанофильтрации и электродиализа позволяет получать продукт с уровнем деминерализации порядка 90%, в котором массовая доля зольного остатка не будет превышать 1,0%. Добавление ионного обмена (рис. 5 в), в качестве следующего шага деминерализации, как правило, используется при производстве молочной сыворотки для детского питания, для того чтобы обеспечить, так называемый «минеральный профиль» продукта, который оговаривается, в частности в ГОСТ 35005-2023. «Сыворотка молочная деминерализованная. Технические условия», вступающем в действие с января 2025 г. Минеральный профиль учитывает не только массовую долю золы в целом, но и допустимые пределы отдельных минеральных компонентов (ГОСТ 35005-2023. «Сыворотка молочная деминерализованная. Технические условия»). Как правило, в качестве сырья для производства сухой деминерализованной сыворотки для детского питания используется подсырная сыворотка. Также все большую популярность в данном направлении приобретает использование в качестве сырья так называемой нативной молочной сыворотки, т.е. пермеата от фракционирования мицеллярного казеина из обезжиренного молока на установке микрофильтрации [12], [13]. Комбинации этапов деминерализации, использующиеся после первичной обработки сырья, могут быть самыми разнообразными [1], [10]. Например, в качестве первого шага деминерализации может использоваться нанофильтрация, удаляя часть минеральных солей (одновалентные ионы) из сырья при его концентрировании. Затем в процессе электродиализной обработки минеральные вещества снижаются до достижения уровня деминерализации 50% или 70%, что уменьшает нагрузку на заключительную стадию обессоливания — процесс ионного обмена, обеспечивающий снижение содержания ионов до заданного уровня. Подобный вариант описан в патенте WO 2011132178A1, 22.04.2011 «A process for removing divalent cations from milk by-products». Возможна реализация другой концепции: подсырная сыворотка обрабатывается на катионообменных смолах, где двухвалентные катионы замещаются на протон водорода, затем сыворотка с низким рН последовательно обессоливается методом нанофильтрации, электродиализа, ионообмена на слабых анионитах, с повышением и дальнейшей регулировкой рН (патент US6383540B1. 2002-05-07 «Method of processing whey for demineralization purposes»). Получаемый продукт также имеет уровень деминерализации выше 90%. В отличие от подсырной творожная сыворотка считается более проблемным сырьем, поскольку обладает повышенной кислотностью и содержит большее количество ионов кальция и лактатов [14], [15]. При нанофильтрации ионы органических кислот, как и двухвалентные ионы кальция, остаются в концентрированной фракции [8], что в сочетании с повышенной кислотностью, негативно влияет как на процессы дальнейшей переработки сырья, так и на органолептические свойства готового продукта. Электродиализная обработка снижает воздействие этих факторов, поскольку помимо удаления части лактатов позволяет регулировать кислотность обрабатываемого сырья, тем самым расширяя возможности его использования. Как правило, для предотвращения развития микроорганизмов и получения микробиологически чистого продукта [16], оборудование для деминерализации работает при пониженных температурах: (10 – 12) оС для нанофильтрации, (10 – 15) оС для электродиализа, (4 – 6)оС для ионообмена, хотя возможны и теплые режимы обработки. Следует отметить, что эффективность использования любого метода деминерализации во многом зависит от предварительной обработки молочной сыворотки, поскольку наличие взвешенных частиц казеиновой пыли и молочного жира в количестве более чем 0,1% и 0,05 %, соответственно, будет способствовать быстрому загрязнению и порче как нанофильтрационных и электродиализных мембран, так и разрушению ионообменных смол. После деминерализации сыворотку концентрируют путем выпаривания до содержания сухих веществ (55 – 58) %. Для получения сыворотки с улучшенными физико-химическими свойствами, а также оптимизации процесса сушки, перед направлением сгущенного продукта на сушку проводится предварительная кристаллизация лактозы. Основная цель процесса — минимизировать содержания аморфной лактозы в сыворотке для снижения вязкости сгущенного продукта, обеспечения требуемой гигроскопичности сухого продукта, а также предотвращения комкования и слеживаемости в процессе его хранения [11], [17]. Кристаллизованную сгущенную сыворотку направляют на распылительную многостадийную сушку, обеспечивающую минимальные затраты энергии и высокое качество готового продукта. В зависимости от условий производства система очистки воздуха распылительной сушилки предусматривает использование высокоэффективных циклонов и/ или специализированных рукавных фильтров. Готовый продукт фасуется в мешки, либо биг-бэги. Таким образом, использование различных комбинаций методов обессоливания делает технологию переработки сыворотки очень гибкой и позволяет организовать переработку всех видов сыворотки с получением высококачественного продукта с требуемым составом и свойствами: заданные содержание минеральных веществ и кислотность, низкая гигроскопичность, высокое микробиологическое качество. При выборе методов деминерализации следует учитывать, что сочетание нанофильтрации, электродиализа и ионообмена, потребует значительных капитальных вложений и операционных затрат. Именно поэтому для принятия решения о комплектации линии выработки деминерализованной молочной сыворотки требуется тщательный профессиональный анализ как объемов и качества сырья, так и требованиями к компонентному составу и функциональным свойствам готового продукта.
Список литературы
Ozel, B. Challenges in dried whey powder production: Quality problems / B. Ozel [et al.] // Food Research International. Elsevier Ltd. 2022. Vol. 160. 111682. https://doi.org/10.1016/j.foodres.2022.111682
Юрова, Е. А. Деминерализованная молочная сыворотка как основное сырье для производства продуктов специализированного питания / Е. А. Юрова, Т. В. Кобзева, С. А. Фильчакова // Пищевая промышленность. 2022. № 3. С. 64–67. https://doi.org/10.52653/PPI.2022.3.3.015; https://www.elibrary.ru/iqsxuo
Paladii, I. Whey: State of the Art. Part II. Processes and Treatment Methods / I. Paladii, Е. Vrabie, C. Sprincean, M. Bologa // Elektronnaya Obrabotka Materialov. 2021. Vol. 57 № 3. P. 83–101. https://doi.org/10.52577/eom.2021.57.3.83
Belleville, M. P. Nanofiltration in the Food Industry / M. P. Belleville [et al.] // Nanofiltration: Principles, Applications, and New Materials. 2021. Vol. 1–2. https://doi.org/10.1002/9783527824984.ch11
Charcosset, C. Classical and Recent Applications of Membrane Processes in the Food Industry / C. Charcosset // Food Engineering Reviews. 2021. Vol. 13. № 2. P. 322–343. https://doi.org/10.1007/s12393-020-09262-9
Hofmann, K. Screening and Scale-Up of Nanofiltration Membranes for Concentration of Lactose and Real Whey Permeate / K. Hofmann, C. Hamel // Membranes (Basel). 2023. Vol. 13. № 2. 173. https://doi.org/10.3390/membranes13020173
Chandrapala, J. Nanofiltration and nanodiafiltration of acid whey as a function of pH and temperature / J. Chandrapala [et al.] // Sepfration Purification Technology Elsevier. 2016. Vol. 160. P. 18–27. https://doi.org/10.1016/j.seppur.2015.12.046
Nielsen, E. N. Effect of calcium-binding compounds in acid whey on calcium removal during electrodialysis / Nielsen, E. N. [et al.] // Food and Bioproducts Processing. 2022. Vol. 131. P. 224–234. https://doi.org/10.1016/j.fbp.2021.11.008
Okawa, T. Demineralization of whey by a combination of nanofiltration and anion-exchange treatment: A preliminary study / T. Okawa [et al.] // International Journal of Dairy Technology. 2015. Vol. 68, № 4. P. 478–485. http://doi.org/10.1111/1471-0307.12283
Chegini, G. Whey powder: Process technology and physical properties: A review / G. Chegini, M. Taheri // Middle East Journal of Scientific Research. 2013. Vol. 13 № 10 P. 1377–1387. http://doi.org/10.5829/idosi.mejsr.2013.13.10.1239
Володин, Д. Н. Концентрат мицеллярного казеина: принцип фракционирования, свойства и возможности использования / Д. Н. Володин, В. И. Шипулин, И. А. Евдокимов [и др.] // Молочная промышленность. 2022. № 10. С. 44–48. https://doi.org/10.31515/1019-8946-2022-10-44-48; https://elibrary.ru/yzbuoy
Hammam, A. Progress in micellar casein concentrate: Production and applications. Comprehensive Reviews/ A. Hammam, S. Martinez-Monteagudo, Metzger L. // Food Science and Food Safety. 2021. V. 20. I. 5. P. 4211 – 5318. https://doi.org/10.1111/1541-4337.12795
Nielsen, E. N. The effect of acid whey composition on the removal of calcium and lactate during electrodialysis / E. N. Nielsen [et al/] // International Dairy Journal. 2021. Vol. 117. 104985. https://doi.org/10.1016/j.idairyj.2021.104985
Кравцов, В. А. Классический и биполярный электродиализ в инновационных технологиях переработки творожной сыворотки / И. А. Евдокимов, Л. И. Толмачев, А. Д. Бондарчук [и др.] // Молочная промышленность. 2018. № 9. С. 69–73. https://doi.org/10.31515/1019-8946-2018-9-69-72, https://elibrary.ru/naidcl
Дыкало, Н. Я. Диафильтрация творожной сыворотки в процессе нанофильтрации / Н. Я. Дыкало, Е. А. Фиалкова, Д. М. Костюков, В. Н. Шохалова // Сыроделие и маслоделие. 2013. № 2. С. 26–27. https://elibrary.ru/pwwmrb
Marx, M. Manufacturing of demineralized whey concentrates with extended shelf life: Impact of the degree of demineralization on functional and microbial quality criteria / M. Marx [et al.] // Food and Bioproducts Processing. 2019. Vol. 114. P. 1–11 http://doi.org/10.1016/j.fbp.2018.10.011
Евдокимов, И. А. Электродиализ молочной сыворотки. Монография / И. А. Евдокимов, Н. Я. Дыкало, А. В. Пермяков. – Георгиевск: ГТИ (филиал) СевКавГТУ, 2009. – 248 с.
Мы традиционно готовимся к участию в одном из самых значимых событий в мире молочной промышленности — выставке «Агропродмаш-2024»! Ежегодно это мероприятие предоставляет участникам и посетителям возможность окунуться в мир инноваций и новейших разработок в области молочной промышленности. Наш стенд вновь будет площадкой, где вы сможете познакомиться с передовыми методами производства сухих ингредиентов из молока и молочной сыворотки, обсудить актуальные вопросы с нашими экспертами и получить ценные рекомендации по оптимизации производства. Мы ждем вас на нашем стенде, чтобы вместе обсудить возможности сотрудничества, обменяться идеями и вдохновиться новыми достижениями в отрасли.
Выставка «Агропродмаш-2024» пройдет с 7 по 11 октября 2024 года.
Ждем вас на нашем стенде: павильон 8, зал 2, стенд 82С75.
Рекомендуем получить электронный билет на выставку «Агропродмаш-2024» по ссылке.
Начало промышленного использования мембранных процессов в молочной отрасли, приходящееся на 60-е годы прошлого столетия, связывают с внедрением процесса мембранного выделения белков из молочной сыворотки. Фактически, этим самым был дан старт разработки новых промышленных решений в переработке как молочной сыворотки, так и молочного сырья в целом, которые продолжают активно развиваться и в настоящее время.
На сегодняшний день в молочной промышленности для концентрирования и/или фракционирования молочного сырья используется четыре основных процесса мембранной фильтрации: микрофильтрация, ультрафильтрация, нанофильтрация и обратный осмос. Эти процессы относят к баромембранным, поскольку в их основе лежит фильтрация сырья через полупроницаемые мембраны, а движущей силой является давление. Между собой баромембранные процессы отличаются размером пор использующихся мембран и давлением, которое требуется для их осуществления (рис.1).
Спиральные мембраны доступны из различных материалов, разного диаметра и длины. Они быстро стали самым распространенным из всех доступных конфигураций мембран
Рисунок 1. Классификация баромембранных процессов концентрирования и фракционирования молочного сырья
Соответственно, размер пор мембран определяет состав концентрированной (ретентат) и разбавленной (пермеат) фракций, формирующихся во время фильтрации.
Можно выделить несколько направлений применения тех или иных типов мембран в технологиях переработки молока. Микрофильтрационные мембраны используются при выделении казеиновой фракции белка обезжиренного молока, удалении из сырья жировой фракции, в частности, при производстве изолята сывороточных белков, очистке молочного сырья и сырного рассола от микроорганизмов и т.д. [1]. Ульрафильтрационные – для выделения и концентрирования белковой фракции молочного сырья при производстве концентратов молочного и сывороточного белков, нормализации молока по содержанию белка, в производстве творога и творожных сыров или питьевого молока [2].
Нанофильтрационные мембраны применяются для концентрирования и частичной деминерализации молочной сыворотки и пермеатов, образующихся при ультрафильтрации сыворотки и обезжиренного молока. С помощью обратноосмотических мембран можно сконцентрировать все компоненты молочного сырья. Обратноосмотические мембраны также находят широкое применение в технологии доочистки нанофильтрационных пермеатов для удаления остаточной лактозы и минеральных веществ, так называемая технология «RO Polishing».
Несмотря на достаточно большое разнообразие материалов, применяемых для изготовления мембран, на практике в молочной промышленности используются главным образом полимерные мембраны. Керамические применяются реже, в основном, при микрофильтрации и ультрафильтрации [3].
Керамические мембраны изготавливаются из оксида алюминия, оксида циркония или оксида титана, карбида кремния, которые относятся к группе неорганических материалов. Они устойчивы к механическим, химическим и термическим воздействиям, имеют высокую пористость и гидрофильную поверхность.
Современные мембраны на основе синтетических полимеров (полиамида, полипропилена, полиэфирсульфона и т.д.), использующиеся в молочной отрасли, являются анизотропными мембранами второго поколения. Такие мембраны состоят из нескольких структурно неоднородных слоев, включая селективный слой для фракционирования сырья по молекулярной массе, и слои, обеспечивающие механическую прочность и отвод пермеата (рис.2 [4]).
Рисунок 2. Пример анизотропной многослойной обратноосмотической мембраны [4]
Хотя полимерные мембраны обладают довольно высокой механической, химической, термической и гидролитической стойкостью, в отличие от керамических, они могут быть чувствительны к воздействию сильных окислителей, что приводит к определенным ограничениям при выборе моющих средств.
Как и керамические, полимерные мембраны не подвергаются воздействию микроорганизмов, выдерживают довольно широкий диапазон рН и температур.
Основными характеристиками полимерных мембран являются селективность, проницаемость и скорость разделения. Селективность или задерживающая способность мембран выражается степенью перехода компонента в пермеат. Проницаемость или удельная производительность при данном давлении определяется количеством фильтрата, получаемого в единицу времени с единицы рабочей поверхности мембраны. Оба параметра обусловлены конкурирующими взаимодействиями компонентов с поверхностью мембраны не только за счет размера, молекулярной массы, заряда, но также и формы молекул разделяемых веществ, поэтому подбор мембран является достаточно сложным процессом, требующим большого практического опыта.
Немаловажное значение на эффективность мембранного разделения оказывает накопление адсорбированных макромолекул и других частиц на поверхности мембраны или внутри нее (т.н. концентрационная поляризация), что более выражено в полимерных мембранах, которые являются относительно гидрофобными и облегчают адгезию, в частности, белков по сравнению с керамическими мембранами. Это приводит к усилению концентрационной поляризации (рис. 3) и в целом оказывает негативное влияние на процесс разделения, вызывая снижение потока пермеата, падение давления, сокращение срока службы мембран, нестабильный состав и качество продукта.
Рисунок 3. Концентрационная поляризация в процессе мембранной фильтрации
Чтобы контролировать загрязнение и уменьшить проблему закупорки пор, используется процесс тангенциальной фильтрации — проток фракционируемого продукта подается вдоль мембраны.
Спецификой мембран, используемых для обработки молочного сырья, так называемых «молочных» мембран (тип «Dairy») является специальное исполнение, ориентированное на устойчивость материала мембран к каждодневному воздействию «загрязнителей» молочного сырья – преимущественно жиров и белковых соединений, устойчивости к химическим реагентам во время ежедневной мойки мембран для восстановления их производительности, устойчивости к низким и высоким значениям pH и температуры («High pH and temperature (HpHT)», устойчивости к воздействию высокого давления и значительным перепадам давления, высокой селективности по целевым компонентам.
Такое исполнение достигается путем использования специально разработанных компонентов, из которых производится мембрана. При этом все компоненты и сама мембрана должны соответствовать международным и российским стандартам, разрешающим их применение в пищевой промышленности.
Конструктивно полимерные мембраны формируются в плоскорамные или рулонные модули. Плоскорамные модули, это сгруппированные в особом порядке листы мембран (рис. 4 а), главным образом используются для фильтрации, высоковязкого сырья, например, сквашенного молочного сгустка.
Рулонные мембранные модули (рис. 4 б) представляют собой несколько последовательно соединенных рулонных мембранных элементов. Каждый мембранный элемент состоит из нескольких пар мембран, разделенных дренажным слоем, по которому пермеат поступает в перфорированную дренажную трубку, являющуюся центральным пермеатным каналом. Рулонные модули обеспечивают высокую плотностью упаковки мембран в единице объема, относительно низкие потери давления, удобство монтажа и демонтажа элементов, гибкость при проектировании технологических линий мембранной обработки.
Рисунок 4. Плоскарамный и рулонный модули мембраной установки
Зачастую для производства тех или иных продуктов/ингредиентов из молочного сырья необходим комплекс мембранных процессов. В таких технологиях мембранная фильтрация является ключевым узлом, можно сказать «сердцем» процесса, определяющим качество продукта. При этом качество мембран существенно влияет на качество процесса фильтрации, характеристики готового продукта. Мембраны, изготовленные из высококачественных, инновационных и в то же время проверенных материалов, могут прослужить значительно дольше и при этом существенно снизить эксплуатационные расходы на мембранное оборудование в целом.
ООО ДМП уже много лет занимается поставкой и обслуживанием мембранного оборудования для молочной промышленности. Основываясь на собственном опыте, мы можем подобрать мембраны практически для любой фильтрационной установки и предоставить лучшее решение. На сегодняшний день мы имеем постоянно пополняемый склад мембран на территории РФ, в наличии порядка 2000 шт. различных рулонных полимерных мембран от ведущих мировых производителей: Dupont и KOCH, а также керамические мембраны TAMI и полимерные плоскорамные и рулонные мембраны Alfa Laval. Если необходимый тип мембран отсутствует на нашем складе, то существует возможность поставки мембран под заказ, с максимально оптимизированным сроком поставки. Наши специалисты также могут провести аудит имеющегося на предприятии мембранного оборудования и оказать техническую поддержку при подборе и замене мембран для обеспечения эффективной работы установок мембранного разделения.
Список литературы
Мембранные технологии переработки сыворотки: эффективные и рентабельные решения [Текст] / Д. Н. Володин, А. С. Гридин, В. К. Топалов [и др.] // Переработка молока: технология, оборудование, продукция. — 2022. — № 7. — С. 6-11
Творожные сыры: как повысить эффективность использования сырья [Текст] / Д. Н. Володин, В. К. Топалов, И.А. Евдокимов, [и др.] // Молочная промышленность. – 2023. — №3. – С.13 – 15.
France, T.C.; Kelly, A.L.; Crowley, S.V.; O’Mahony, J.A. Cold Microfiltration as an Enabler of Sustainable Dairy Protein Ingredient Innovation. Foods 2021, 10, 2091. : [Электронный ресурс]. URL: https://doi.org/10.3390/foods10092091
Idarraga-Mora, J.A.; Childress, A.S.; Friedel, P.S.; Ladner, D.A.; Rao, A.M.; Husson, S.M. Role of Nanocomposite Support Stiffness on TFC Membrane Water Permeance. Membranes 2018, 8, 111. https://doi.org/10.3390/membranes8040111
С 24 по 26 января проходила 22-я Международная выставка оборудования для производства молока и молочной продукции DairyTech 2024.
Данная выставка является одним из важнейших событий, в рамках которого мы имеем возможность встретиться с нашими постоянными и новыми партнерами.
Наша команда продуктивно поработала и отметила рост заинтересованности компаний к технологическим решениям ДМП для производства ингредиентов из молока и молочной сыворотки.
Мы представили на стенде большое количество комплектующих для мембранных установок и оборудования для производства сухих молочных продуктов. Привезли образцы используемых мембранных элементов, которые вызвали интерес у посетителей нашего стенда.
Выражаем искреннюю благодарность всем, кто проявил интерес к нашей деятельности. Мы всегда готовы к сотрудничеству при реализации решений для новых и перспективных возможностей!
В рамках вебинара директор ДМП Дмитрий Володин рассказал про актуальные направления переработки молока и молочной сыворотки, про современные технологии производства ингредиентов, а также области применения и свойства сухих молочных продуктов.
Смотрите вебинар, чтобы узнать, что нужно сделать, чтобы получать на своем производстве высокомаржинальные ингредиенты.
Уважаемые партнёры! Напоминаем, что мы принимаем участие в 22-ой Международной выставке оборудования для производства молока и молочной продукции «DairyTech 2024» и приглашаем на наш стенд!
Посетив наш стенд, вы узнаете об актуальных технологиях ДМП, встретитесь с нашими специалистами и получите полезные консультации, а также возможность лично обсудить перспективы взаимовыгодного сотрудничества. Мы будем рады приветствовать вас и ответить на все ваши вопросы.
Будем рады встрече! 📌 Ждем вас с 22 по 24 января в МВЦ «Крокус Экспо», павильон 1, зал 4, стенд № 2045.
Промокод для бесплатного посещения выставки — dt24eDPPD. Бесплатный электронный билет можно получить на сайте организатора выставки ПОЛУЧИТЬ БИЛЕТ
Приглашаем принять участие в вебинаре «Эффективные технологии переработки молока и молочной сыворотки на основе мембранного фракционирования», который состоится 15 декабря в 13:00 ч.
Директор ДМП Дмитрий Володин расскажет про актуальные направления переработки молока и молочной сыворотки, про современные технологии производства ингредиентов, а также области применения и свойства сухих молочных продуктов.
В рамках вебинара вы узнаете, что нужно сделать, чтобы получать на своем производстве высокомаржинальные ингредиенты.
Не так давно завершилось крупное отраслевое мероприятие, нами была проделана большая и интересная работа.
Участие в таких мероприятиях позволяет нам продемонстрировать свою конкурентоспособность на рынке, укрепить связи с существующими партнерами и привлечь новых.
Мы постоянно стремимся к совершенствованию уже созданной системы работы, чтобы предлагать еще более инновационные и эффективные решения.
Наша команда изучает последние тенденции в отрасли и активно внедряет передовые технологии.
Сейчас мы активно ведем подготовку к очередному большому событию — выставке «DairyTech 2024», которая признана традиционной бизнес-площадкой для продуктивных встреч профессионалов молочной индустрии.
Наша компания будет представлена на выставке с 24 по 26 января 2024 года в МВЦ «Крокус Экспо», павильон 1, зал 4, стенд № A2045.
Делимся еще одной приятной новостью: с нашим промокодом dt24eDPPD можно получить бесплатный электронный билет на сайте организатора выставки ПОЛУЧИТЬ БИЛЕТ
На протяжении пяти дней компания ДМП была представлена на выставке «Агропродмаш-2023» с нашими передовыми технологическими решениями для производства сухих ингредиентов молока и молочной сыворотки.
Мы уделили особое внимание не только комплексным технологическим линиям и оборудованию, но и неотъемлемым комплектующим, необходимым для их работы.
Важное направление — мембранные процессы. Специалисты ДМП представили образцы — полимерные спиральные мембраны, а также новинку — плосколистовые мембраны для плоскорамного мембранного модуля.
Мы выражаем благодарность нашим зарубежным партнерам, которые несмотря на сложности, сумели присутствовать на нашем стенде. Также мы хотели бы выразить признательность организаторам выставки за высокий уровень подготовки и организации мероприятия. Большое спасибо посетителям нашего стенда за проявленный интерес и продуктивные беседы, которые помогают нам лучше понять потребности рынка и установить контакты для будущего сотрудничества!
Технология выработки большинства молочных продуктов предусматривает операцию нормализации молочного сырья по массовой доле жира, в результате которой на предприятии образуются излишки либо обезжиренного молока, либо молочного жира в виде сливок с заданной жирностью. С точки зрения реализации комплексных линий переработки молочного сырья основной задачей является поиск экономически целесообразных решений, позволяющих максимально использовать все компоненты молока.
Обезжиренное молоко может быть сырьем для достаточно широкого спектра продуктов: от питьевого молока до белковых концентратов. Сливки, как правило, направляются на выработку различных видов сливочного масла. В качестве альтернативного направления можно рассматривать производство обезвоженного молочного жира (ОМЖ). Строго говоря, это наименование является дословным переводом импортируемого на российский рынок продукта «Anhydrous Milk Fat». ТР ТС 033/2013 определяет подобный продукт как «молочный жир»: «…молочный продукт, в котором массовая доля молочного жира составляет не менее 99,8 %, который имеет нейтральные вкус и запах и производится из молока и (или) молочных продуктов путем удаления молочной плазмы» [1]. Требования, предъявляемые к ОМЖ, согласно ГОСТ 32262— 2013 [2] и характеристика зарубежных аналогов, приведены в табл. 1.
Таблица 1. Состав и свойства сливочного и топленого масла и молочного жира
Параметры
Масло сливочное*
Масло топленое**
Молочный жир**
Обезвоженный молочный жир***
Массовая доля, %:
— молочного жира, не менее
82,5
99,0
99,8
99,85
— влаги, не более
16,0
1,0
0,2
0,15
Свободные жирные кислоты, % от олеиновой кислоты, не более
При комнатной температуре ОМЖ представляет собой гомогенную плотную массу светло-желтого цвета, при температурах выше точки плавления молочного жира (34 – 36оС) — это прозрачная жидкость желтого цвета, не содержащая осадка и примесей. Характерной особенностью ОМЖ является чистый, мягкий сливочный вкус, в основном определяющийся наличием короткоцепочечных свободных жирных кислот, альдегидов, кетонов и лактонов [4]. Уникальный вкус ОМЖ позволяет достигать более качественных сенсорных характеристик продуктов, в которых он используется, по сравнению с более дешевыми аналогами.
В качестве сырья для производства молочного жира используются высококачественные сливки или сливочное масло (рис.1).
В первом случае (рис. 1) сливки с жирностью порядка 40,0%, полученные при сепарировании цельного молока, направляются на тепловую обработку, после которой проводится дополнительное концентрирование жировой фазы с использованием центробежного сепаратора. Концентрированные сливки с массовой долей молочного жира не менее 75,0 – 78,0 % по своей природе являются эмульсией тонкодисперсного жира в плазме молока, поэтому для дальнейшего концентрирования жировой фракции проводят инверсию фаз в гомогенизаторе путем механического и теплового воздействия на жировые шарики. В процессе интенсивной обработки при повышенном давлении и температуре происходит разрушение многокомпонентных оболочек-мембран жировых шариков, освобождение свободного молочного жира и формирование системы, в которой водная фаза будет распределяться в непрерывной жировой фазе. Инверсия фаз позволяет провести финальное концентрирование молочного жира также путем сепарирования. При этом концентрированная, «легкая», фракция будет содержать более 99,5 % молочного жира. В «тяжелую» фракцию переходят практически все остаточные вещества белковой природы, что предотвращает возможность повторного образования устойчивой жировой эмульсии жира. Полученный концентрированный жир может быть направлен на операцию удаления остаточной влаги. Для того, чтобы гарантировано получить высококачественный продукт проводят процедуру дополнительной промывки масла. В концентрированную фракцию добавляют 20–30 % воды с температурой жидкого жира. После кратковременной выдержки воду вновь отделяют, удаляя оставшееся водорастворимые компоненты. Помимо промывки процедуры дополнительной очистки молочного жира могут включать нейтрализацию излишнего количества свободных жирных кислот, которые могут вызывать появление посторонних привкусов и запахов.
После промывки и сепарирования очищенная фракция подогревается до 90 – 95оС и подается в вакуумный концентратор, работающий при пониженном давлении. За счет мгновенного вскипания под вакуумом происходит частичное испарение остаточной влаги, и концентрация молочного жира в продукте достигает значения 99,8 – 99,9 %.
Для минимизации потерь жира, пахта и тяжелые фракции, полученные в процессе выработки ОМЖ также сепарируются (рис. 1). При этом «легкая» фракция, с высоким содержанием жира возвращается в технологический процесс ОМЖ на этапе получения высокожирных сливок, а «тяжелая» фракция, низкожирная, идет на дальнейшую переработку.
При использовании в качестве сырья для производства ОМЖ сливочного масла (рис. 1) его предварительно нагревают до температуры около 60оС для проведения процесса плавления, затем горячий продукт перекачивают в емкость, где расплавленный продукт выдерживают некоторое время для обеспечения полного расплавления и агрегирования белков. Поскольку в масле уже проведен процесс инверсии фаз, то сразу проводится концентрирование жировой фракции до содержания молочного жира 99,5 %. Дальнейшие этапы технологического процесса аналогичны описанным выше.
Продукт с максимальной концентрацией молочного жира 99,8 – 99,9 % охлаждается в кристаллизаторе-охладителе и направляется на фасовку в потребительскую или транспортную тару [2]. В отличие от сливочного масла высокое содержание молочного жира (табл. 1) допускает более длительные сроки хранения, например, согласно [2] при (3±2) оС ОМЖ может храниться до года в транспортной таре и до 90 дней в герметичной потребительской таре. Более того, ряд зарубежных производителей заявляют о возможности хранения и транспортировки ОМЖ в герметичной светонепроницаемой упаковке при температуре окружающей среды.
С точки зрения маркетинга можно отметить положительную динамику мирового рынка обезвоженного молочного жира. Так по данным маркетинговых агентств объем рынка ОМЖ оценивался в 2,41 миллиарда $ США в 2022 году и, по прогнозам, достигнет 4,69 миллиарда $ США к 2030 году , увеличившись в среднем на 7,8% в период с 2023 по 2030 год [5].
Можно выделить три основных области использования ОМЖ (рис.2): молочная, хлебопекарная и кондитерская промышленности. В молочной промышленности ОМЖ используется для получения восстановленных молочных продуктов, спредов, мороженого и т.д. Считается, что в рецептурах мороженого ОМЖ придает продукту натуральный, мягкий сливочный вкус, не оставляет неприятного послевкусия, как при использовании более дешевых жиров. В кондитерских изделиях, например, шоколаде ОМЖ помогает достичь требуемой структуры продукта и предотвращает возникновение порока «поседения» шоколада. Кроме того, ОМЖ довольно активно используется в секторе быстрого питания, который значительно расширился за последние годы [XX].
Рисунок 2. Основные направления использования ОМЖ
Таким образом, благодаря своим свойствам и направлениям использования, а также тенденциям мирового и российского рынка, производство обезвоженного молочного жира, наряду со сливочным маслом, может стать интересным альтернативным или дополнительным решением переработки жировой фракции молочного сырья.
В рамках своей деятельности ООО ДМП реализует комплексные линии переработки молока, в том числе и с организацией производства сухих белковых ингредиентов и переработки сливок на сливочное масло и обезвоженный молочный жир, гарантируя получение продуктов, соответствующих российским и международным стандартам.
Список литературы
Технический регламент Таможенного союза 033/2013 «О безопасности молока и молочной продукции» (с изменениями на 15 июля 2022 года). Принят Решением Совета Евразийской экономической комиссии от 9 октября 2013 г. № 67
Внедрение мембранных технологий в процесс переработки молока в середине прошлого века произвело настоящую революцию в молочной промышленности, позволив как значительно усовершенствовать технологии выработки традиционных молочных продуктов, так и разработать широкую линейку ингредиентов на основе компонентов молочного сырья.
Термин «мембранная технология» принято использовать для обобщения процессов фракционирования и/ или концентрирования сырья с использованием полупроницаемых мембран. В зависимости от типа мембран (рис. 1) выделяют процессы обратного осмоса, нанофильтрации, ультрафильтрации и микрофильтрации. Тип мембран является главным фактором, определяющим состав разбавленной фракции (пермеата), содержащей компоненты, способные проходить через мембрану, и концентрированной фракции (ретентата), включающей удерживаемые мембраной компоненты [1].
Мембраны микрофильтрации позволяют производить очистку от коллоидных соединений, взвесей и бактерий.
Рисунок 1. Удержание компонентов молочного сырья при мембранной обработке
Рассмотрим использование процессов мембранного фракционирования применительно к технологии творога. В целом традиционный процесс производства творога можно условно разделить на три этапа (рис. 2). Первый – приемка и подготовка сырья к переработке, второй – получение и обработка сгустка и третий – подготовка готового продукта к реализации.
Из перечисленных выше мембранных процессов на первом этапе производства творога, главным образом, находят применение процессы ультрафильтрации и, в какой-то мере, микрофильтрации.
Процессы обратного осмоса и нанофильтрации обычно используются как альтернатива или дополнение к вакуумному выпариванию для снижения температурной нагрузки на сырье, экономии энергоносителей и т.д. В рамках традиционной технологии творога можно говорить о применении этих процессов для переработки творожной сыворотки, образующейся при обработке сгустка (рис.2) [1].
Рисунок 2. Интеграция мембранных процессов в традиционную технологию творога
При концентрировании в установках обратного осмоса на мембранах с отсечкой по молекулярной массе, не превышающей 100 Да, в целевой фракции – ретентате – концентрируются практически все компоненты сухого вещества сырья (рис. 1). В пермеат или обратноосмотическую воду переходит лишь следовое количество минеральных веществ, поэтому он может использоваться в качестве технической воды на производстве. Нанофильтрационные мембраны за счет низкой селективности по отношению к одновалентным ионам концентрируют практически все компоненты сухого остатка молочного сырья, включая двухвалентные ионы. Одновалентные ионы и часть низкомолекулярных соединений переходят в пермеат. Поэтому ретентат, образующийся в результате мембранного концентрирования, представляет собой частично деминерализованную творожную сыворотку с массовой долей сухих веществ 18 – 22%, которая идет на дальнейшую переработку.
В процессе микрофильтрационной обработки сырья отделяются частицы размером от 0,1 до 10 мкм. В технологиях традиционных продуктов, в том числе творога, микрофильтрация с номинальным размером пор 0,8–1,4 мкм может использоваться для удаления бактериальных клеток (0,4–2,0 мкм) и спор из обезжиренного молока перед последующей обработкой. При этом в ретентате, концентрируется также жировая фракция и взвешенные частицы. Остальные компоненты сырья переходят в пермеат. Микрофильтрация считается одним из наиболее эффективных методов снижения бактериальной обсемененности сырья и позволяет удалять свыше 99% вегетативных и споровых форм микроорганизмов [2].
Процессы ультрафильтрации могут включаться в традиционную технологию творога как на первом, так и втором этапах производства. На первом этапе традиционной технологии творога ультрафильтрационная обработка может использоваться для стандартизации обезжиренного молока по массовой доле белка (рис. 2). Повышение содержания белка в среднем в 1,25 раза за счет ультрафильтрационного фракционирования с использованием мембран с отсечкой по молекулярной массе 10 кДа способствует увеличению выхода готового продукта, повышению эффективности работы оборудования творожной линии и т.д. [3].
На втором этапе процесс ультрафильтрации может использоваться для отделения сыворотки от творожного сгустка при производстве творога раздельным способом [3]: пастеризованное обезжиренное молоко предварительно сквашивается до pH (4,6–4,8), сгусток направляется на тепловую обработку (термизацию), а затем в ультрафильтрационную установку (рис. 2). Процесс проходит на мембранах с отсечкой по молекулярной массе 10 — 20 кДа. При этом достигается максимальный переход белков, в том числе сывороточных, в продукт, что увеличивает выход творога. Полученный творог с гладкой, пастообразной консистенцией направляется либо на фасовку, либо используется для выработки других творожных изделий.
При ультрафильтрации молока и творожного сгустка в результате мембранного фракционирования в пермеат переходит часть низкомолекулярных веществ: лактоза, минеральные соединения, небелковый азот, водорастворимые витамины. Разумеется, творожный пермеат по составу отличается от пермеата обезжиренного молока за счет образующихся в процессе сквашивания молока метаболитов молочнокислых микроорганизмов, включая органические кислоты. Тем не менее, как показывает опыт ООО «ДМП», мембранные технологии позволяют использовать оба вида сырья для производства сухого пермеата распылительной сушки [4].
Еще один аспект применения мембранных процессов в технологии творога и творожных изделий связан с включением в их рецептуры продуктов мембранной переработки молочного сырья с целью улучшения пищевой ценности и потребительских характеристик [5]. Наряду с большим количеством функциональных добавок немолочного происхождения одним из перспективных направлений является использование концентратов сывороточных белков (КСБ), вырабатываемых из молочной сыворотки путем мембранного фракционирования, т.е. фактически возврат фракции сывороточных белков в цикл переработки молока-сырья. Однако использование непосредственно концентратов сывороточных белков может оказывать негативное влияние на органолептические характеристики продуктов, за счет придания, так называемого «сывороточного» привкуса. Кроме того, часть белков концентрата будет вновь переходить в сыворотку и теряться при обработке сгустка.
В тоже время, концентраты сывороточных белков могут являться сырьем для производства микропартикулированных белков (МПБ), которые, в последнее время, набирают популярность как «имитаторы жира» при производстве низкожирных продуктов. В основе процесса микропартикуляции сывороточных белков лежит термомеханическая обработка КСБ с массовой долей белка в сухом веществе 55–80% в диапазоне температур, превышающих барьеры тепловой денатурации основных фракций сывороточных белков в условиях сильного механического воздействия. В результате чего происходит денатурация и агрегация белковых частиц с формированием сферических агломератов размером от 1 до 10 мкм (рис. 3) [6]. Находясь в денатурированном состоянии и имея на поверхности гидрофильные и гидрофобные участки, частицы белка становятся более стабильными и могут выполнять функции дисперсной фазы в любых системах независимо от значений рН и температуры. Иными словами, процесс микропартикуляции сывороточных белков позволяет получить микрочастицы правильной сферической формы, которые в пищевых системах будут выступать, как эмульгированные жировые шарики, придавая продуктам сливочный вкус и эластичную текстуру. Помимо этого, в результате денатурации и агрегации белков происходит усиление белизны и непрозрачности их растворов.
Рисунок 3. Принцип микропартикуляции сывороточных белков по [6]
Рaзмер пoлученных aглoмерaтoв oкaзывaет влияние нa вoсприятие текстуры прoдуктoв питaния. Так, например, для придания сливочного вкуса размеры частиц должны находиться в пределах 0,1 – 0,3 мкм [5]. Технически процесс осуществляется следующим образом. Обезжиренная пастеризованная охлажденная подсырная сыворотка фракционируется методом ультрафильтрации [1], высокобелковая фракция — ретентат, подается в установку микропартикуляции (рис.4), нагревается до температуры обработки и поступает непосредственно в контур микропартикуляции, где проходит тепломеханическая обработка сырья. Концентрат, содержащий микропартикулированные сывороточные белки, поступает в секции охлаждения и доохлаждения и резервируется. В жидком виде концентрат МПБ может использоваться для выработки йогуртов, дессертов, мороженого и других продуктов, либо направляться на линию сушки. Первый вариант, исключающий необходимость организации участка сушки МПБ, может быть интересен при организации переработки небольших объемов сыворотки.
В традиционной технологии применение МПБ наиболее целесообразно при выработке низкожирного творога и творожных изделий (рис.2). Использование МПБ на первом этапе (рис.2) при подготовке сырья к заквашиванию позволяет скорректировать состав молока-сырья, увеличивая массовую долю белка в СОМО и массовую долю сухих веществ в целом. После внесения МПБ в сухом или жидком виде сырье гомогенизируется, пастеризуется, охлаждается до температуры заквашивания. Дальнейший процесс не отличается от традиционного производства творога. Можно отметить особую роль МПБ в случае выработки творога кислотным способом. Пространственная структура сгустков кислотной коагуляции белков менее прочная, поскольку формируется слабыми связями между мелкими частицами казеина и хуже выделяет сыворотку. Встраивание частиц микропартикулированного белка в структуру казеиновой матрицы влияет на консистенцию и реологические характеристики белкового сгустка за счет наличия гидрофильных участков молекул сывороточных белков и перекрывания микрокапилляров белкового матрикса. Они также участвуют в формировании казеинового сгустка и выполняют ту же роль, что и жировые шарики в традиционных продуктах. Благодаря этому внесение МПБ дает возможность получать достаточно прочный кисломолочный сгусток без значительного отстаивания сыворотки и увеличивает выход продукта до 10%. При этом низкожирный творог имеет нежную консистенцию, приятный мягкий сливочный вкус и более высокое содержание сывороточных белков по сравнению с традиционным продуктом.
Таким образом, интеграция мембранных процессов в технологию производства творога открывает новые возможности как для интенсификации производства одного из наиболее популярных на российском рынке белковых продуктов, так и для переработки вторичных молочных ресурсов на принципах максимального использования молочного сырья. Основываясь на многолетнем опыте, специалисты ООО «ДМП», осуществляют не только поставку мембранного оборудования, оборудования микропартикуляции, но и подбирают оптимальные, экономически целесообразные технологические решения для производства традиционных молочных продуктов или организации производства ингредиентов на основе компонентов молочного сырья.
Список литературы
Мембранные технологии переработки сыворотки: эффективные и рентабельные решения [Текст] / Д. Н. Володин, А. С. Гридин, В. К. Топалов [и др.] // Переработка молока: технология, оборудование, продукция. — 2022. — № 7. — С. 6-11
France, T.C.; Kelly, A.L.; Crowley, S.V.; O’Mahony, J.A. Cold Microfiltration as an Enabler of Sustainable Dairy Protein Ingredient Innovation. Foods 2021, 10, 2091. : [Электронный ресурс]. URL: https://doi.org/10.3390/foods10092091
Творожные сыры: как повысить эффективность использования сырья [Текст] / Д. Н. Володин, В. К. Топалов, И.А. Евдокимов, [и др.] // Молочная промышленность. – 2023. — №3. – С.13 – 15.
Эффективная технология переработки лактозосодержащего сырья: пути повышения качества пермеата распылительной сушки [Текст] / Д. Н. Володин, А. С. Гридин, И.А. Евдокимов, [и др.] // Переработка молока: технология, оборудование, продукция. — 2018. — № 8. — С. 14-16
Мельникова Е.И., Станиславская Е.Б. Применение микропартикулята сывороточных белков в технологии полутвердых сыров. Хранение и переработка сельхозсырья. 2019;(4):129-140. https://doi.org/10.36107/spfp.2019.199
Tanger С., Kulozik U., Development of new concepts for the optimization of the structure and sensory properties of reduced-fat food products by means of protein functionalization and molecular-sensory methods. — UFOP seminar on 2nd Novembre2021: [Электронный ресурс]. URL: https://www.ufop.de/index.php/download_file/view/10668/1809/
В очередной раз мы принимаем участие в выставке «Агропродмаш-2023» и приглашаем вас посетить наш стенд!
Выставка расширяет свое присутствие в сфере молочной промышленности, тем самым становится все более актуальной для переработчиков молочного сырья.
Посетив наш стенд, вы узнаете об актуальных технологиях ДМП, встретитесь с нашими специалистами и получите полезные консультации, а также возможность лично обсудить перспективы взаимовыгодного сотрудничества.
Мы будем рады приветствовать вас и ответить на все ваши вопросы.
Выставка пройдет с 9 по 13 октября 2023 года.
Рекомендуем получить электронный билет на выставку «Агропродмаш-2023» по ссылке
1 августа 2023 года при участии ДМП Северо-Кавказский федеральный университет получил патент на изобретение уникального способа производства колбасных изделий с использованием концентрата мицеллярного казеина.
Технический результат изобретения заключается в повышении пищевой и биологической ценности, а также улучшении органолептических показателей колбасных изделий за счет введения в их состав концентрата мицеллярного казеина.
Концентрат мицеллярного казеина – высокобелковая добавка, получаемая фракционированием обезжиренного молока, путем удаления низкомолекулярных компонентов молока (лактозы, растворимых солей, жира) и части сывороточных белков – до 95%. Это придает концентрату мицеллярного казеина уникальные функционально-технологические свойства.
Ранее концентрат мицеллярного казеина никогда не применялся в производстве мясных продуктов.
Изобретение найдет применение при производстве колбасных изделий, предназначенных для широких масс населения, в том числе людей, имеющих рекомендации по диетическому питанию, и детей разного возраста.
ДМП уже не один год занимается проектированием и поставкой технологических линий высокобелковых добавок на основе мембранного фракционирования молочного сырья, постоянно расширяя и совершенствуя спектр предлагаемых технических решений.
Одним из итогов активной работы компании в области производства сухих ингредиентов является внедрение в 2023 году первой в Российской Федерации линии концентрата мицеллярного казеина.
Мы стремимся в ряду первых осваивать инновационные технологии и задавать тенденции молочной отрасли. Поэтому не упускаем возможности поучаствовать в мероприятиях, направленных на совершенствование методов достижения нашей главной цели — обеспечения молочных предприятий технологиями и оборудованием для производства качественной молочной продукции.
С 17 по 21 июля в городе Саяногорске прошел научно-практический семинар на тему «Адаптация современных технологических решений в условиях региональных молочных предприятий».
Директор ДМП, Дмитрий Николаевич Володин, выступил с докладом о производстве сухих ингредиентов из молока и молочной сыворотки. Также в рамках семинара обсудили следующие темы: — современные технологические решения в области производства кисломолочных напитков функционального назначения; — адаптация высокотехнологичных разработок в области получения лактозы и её производных в целях импортозамещения.
Благодарим организаторов семинара — Образовательный центр молочной промышленности.
Сотрудники ДМП в числе ведущих специалистов молочной отрасли участвуют в XIV Молочной олимпиаде, которая стартовала 21 мая в Ташкенте.
Данное мероприятие — одно из крупнейших событий мирового молочного рынка, которое ежегодно собирает сотни представителей мировой молочной индустрии.
Основные цели участия ДМП в мероприятии — обмен профессиональным опытом с коллегами из 20 стран мира, совместное определение перспектив мирового молочного рынка, оценка существующих угроз отрасли и прогнозирование потенциальных тенденций и возможностей ее развития.
Силами ДМП проводятся работы по расширению технологической линии одного из крупнейших российских предприятий по производству высококачественной продукции из натурального молока.
Расширение предприятия происходит за счет выбора нового вектора переработки молока и, соответственно, установки нового оборудования.
Поставка оборудования, на первый взгляд, кажется рядовой задачей, однако один неверный шаг в этом процессе может привести к серьезным сложностям в ходе реализации производственного цикла проекта.
Несмотря на современные сложности логистики, мы предпринимаем все возможные усилия для того, чтобы обеспечить нашим партнерам бесперебойные и надежные поставки оборудования и комплектующих в оптимальные сроки.
Слово «логистика» произошло от греческого «logistike», что в вольном переводе означает «искусство просчитывать всё наперед».
Работа отдела логистики ДМП – это комплекс разноплановых задач по организации перевозки технологического оборудования, который включает в себя множество действий, таких как:
подбор типа грузового транспорта, начиная с различных типов тентов, заканчивая уникальными негабаритными решениями;
поиск оптимального маршрута перевозки;
поиск лучших транспортно-логистических центров;
разработка решений о классификации товаров и иных решений по оптимизации поставок.
Все это позволяет нашему оборудованию своевременно и точно достичь места назначения, невзирая на обстоятельства.
В рамках выставки мы планируем ознакомиться с предложениями поставщиков транспортно-логистических услуг из 22 стран мира, встретиться с представителями компаний-участников, узнать тенденции развития индустрии и сделать свою логистику еще более оптимизированной!
Рентабельность производства молочной продукции определяется многими параметрами, основным из которых является стоимость сырья, необходимого для выработки того или иного продукта. Поэтому технические решения, позволяющие максимально повысить использование компонентов молочного сырья всегда являются предметом особого внимания специалистов молочной отрасли. В первую очередь это касается производства продуктов с высокими нормами расхода сырья, которыми являются, в частности, и творожные сыры.
Можно выделить основные факторы, влияющие на выход, а следовательно, и эффективность производства этих продуктов: качество и состав сырья, и технологические приемы его обработки [1].
Рассматривая влияние качества и состава, сырья можно отметить, что практически каждый компонент молока напрямую или опосредовано влияет на выход готового продукта [1]. Наибольшее влияние на выход оказывает, безусловно, белковая фракция – чем выше содержание белка, главным образом, казеина, тем больше продукта может быть произведено с единицы сырья. Но специфика белков молока такова, что и жировая, и минеральная фракции также играют немаловажную роль. Например, использование «сычужно вялого» молока с недостатком ионов Са2+ приводит к образованию дряблого сгустка с плохим синерезисом, при обработке которого увеличиваются потери белка с казеиновой пылью. Увеличение содержания жира в молоке замедляет синерезис и в какой-то мере увеличивает способность сырного зерна к удержанию влаги, за счет чего выход готового продукта может увеличиваться.
Технологические приемы обработки сырья при выработке творожных сыров направлены, как на получение безопасного и качественного продукта, так и на максимальное удержание компонентов молока в готовом продукте. Конечно, выход продукта может быть увеличен, например за счет повышения дозы внесения поваренной соли или, например, использования режимов, повышающих влагу в готовом продукте. Но это может привести к снижению качества, с одной стороны. С другой стороны, в пределах сыров одного вида границы колебания максимального количества влаги и соли довольно ограничены [2].
Творожные сыры, согласно ГОСТ 33480-2015, вырабатываются по технологии мягких сыров без созревания, либо творога [2]. Их отличительной особенностью является специфическая консистенция, от мягкой, нежной, пластичной и мажущейся, до плотной однородной по всей массе. В зависимости от дополнительной обработки творожный сыр может производиться также в виде продукта, подвергнутого термической обработке, взбитого; аэрированного, с пищевкусовыми добавками и т.д. Содержание жира в творожном сыре колеблется от 4 до 80 %. Как правило, сыры с высокой жирностью имеют мажущуюся кремообразную консистенцию, поэтому их принято называть сливочными сырами, по аналогии с зарубежными названиями «cream cheese» или более жирный продукт «double cream cheese» [3]. Можно отметить, что еще одно зарубежное классификационное название творожных сыров типа фета – «white cheese» — белый сыр — используется значительно реже.
Укрупненно процесс производства творожных сыров может быть представлен следующими операциями: приемка молочного сырья (молоко цельное, обезжиренное, сливки и др.);, подготовка к свертыванию: нормализация и тепловая обработка;, свертывание молока и образование сгустка;, обработка сгустка и отделение сыворотки;, финишные операции — фасовка, упаковка, хранение до реализации.
Нормализация сырья по составу или, другими словами, корректировка соотношения белок/жир является начальным этапом, на котором может быть увеличен выход продукта. Однако, если содержание молочного жира можно регулировать путем сепарирования, то манипулировать содержанием белка в молоке уже сложнее. Можно добавлять сухие белковые концентраты, содержащие казеин, либо включать в линии мембранную фильтрацию, которая позволяет не только концентрировать белковую фракцию в целом, но и изменять соотношение казеина и сывороточных белков в сырье [4, 5].
Режимы и приемы тепловой обработки зависят от вида вырабатываемых сыров и могут включать операции термизации, пастеризации и охлаждения до температуры внесения закваски мезофильных молочнокислых микроорганизмов, при кислотном способе, и сычужного фермента, и заквасочных культур, при кислотно-сычужном способе формирования сгустка.
Обработка сгустка заключается в удалении сыворотки из сырного зерна до требуемого уровня влажности готового продукта путем самопрессования и прессования [3]. При обезвоживании сгустков, полученных из нежирного сырья, применяются также сепараторы-творогоотделители, при необходимости нормализация по массовой доле жира проводится пастеризованными сливками. При производстве творожных сыров с кремообразной консистенцией, сгусток, обезвоженный методами прессования, подвергается механической обработке, иногда с внесением дополнительных компонентов, сливок, наполнителей и т.д.
Сыворотка, образующаяся и при прессовании, и при сепарировании, составляет 65 — 70% объема сырья и содержит его водорастворимые компоненты (лактозу, минеральные вещества и т.д.), казеиновую пыль, остаточный молочный жир и сывороточные белки. Именно поэтому способ и условия обработки сгустка также будет влиять на выход продукта. Например, сепарирование, по сравнению с прессованием, значительно сокращает уход казеиновой пыли в сыворотку, но все-равно позволяет сохранить в продукте только 50 -70% от общего содержания белка.
Максимальное сокращение потерь сухих веществ сырья на этапе отделения сыворотки стало возможным после внедрения в 80-х годах прошлого века мембранного разделения сгустка. Процесс основан на фракционировании входящего потока за счет разности молекулярных масс с использованием полупроницаемых мембран. Движущей силой процесса является давление, которое «продавливает» сквозь мембрану компоненты с размером меньшим, чем поры мембран, формируя низкоконцентрированный поток – пермеат. При разделении кислотного или сычужно-кислотного сгустка, в пермеат переходят низкомолекулярные компоненты, в том числе небелковый азот, лактоза, минеральные вещества, низкомолекулярные пептиды и другие небелковые азотистые соединения. В концентрированной фракции остается более 90% белков (казеин и сывороточные белки) и более 80% сухих веществ разделяемого сырья. Удержание в процессе ультрафильтрации сывороточных белков, включающих оптимальный набор жизненно необходимых для организма аминокислот, с одной стороны повышает пищевую ценность продукта, а с другой, будет повышать выход продукта с единицы сырья. Полученная концентрированная фракция (ретентат) с массовой долей сухих веществ 20 — 40% имеет мягкую пастообразную консистенцию, и фактически является готовым продуктом, который проходит финишную обработку и направляется на фасовку.
Внедрение ультрафильтрационной обработки сгустка привело к ряду модификаций традиционного процесса выработки творожных сыров. Рассматривая, например, технологию творожного сыра сливочного (см. рис.), можно отметить, что используются высокотемпературные режимы пастеризации, которые приводят к денатурации и осаждению сывороточных белков на мицеллах казеина, что способствует более полному удержанию белка при ультрафильтрации сгустка и, следовательно, увеличению выхода готового продукта.
Заквашивание и сквашивание нормализованной смеси проводится аналогично традиционной технологии с использованием Lactococcus lactis subspecies cremoris, Lactococcus lactis subspecies lactis, Leuconostoc mesenterioides subspecies cremoris, Lactococcus lactis subspecies lactis biovariant diacetylactis. Однако культуры должны иметь низкий уровень газообразования. Готовый сгусток перемешивается, выдерживается при 55 – 60 оС, охлаждается до 45-55 °C и направляется на отделение сыворотки. Процесс проходит при температуре 45 – 55 оС на ультрафильтрационных модулях со спиральными полимерными мембранами, которые могут дополнятся при необходимости плоскорамными модулями. После отделения сыворотки, продукт пастеризуется в скребковом теплообменнике, гомогенизируется, при необходимости смешивается с фруктовыми или овощными добавками. Если не требуется производить продукт с длительным сроком годности, операцию пастеризации концентрированного сгустка можно исключить. Готовый продукт, творожный сыр сливочный, имеет однородную кремообразную консистенцию, чистый кисломолочный вкус с тонким сливочным послевкусием. При этом (см. рис) переход сухих веществ сгустка в продукт для данного вида сыра составляет 82%, а для более жирных сыров (см. табл.) этот показатель может быть и выше 90%.
Таблица 1. Переход основных компонентов в ретентат при ультрафильтрации сквашенной смеси
ООО «ДМП» имеет многолетний положительный опыт внедрения мембранных технологий на нескольких десятках молочных предприятий, в том числе установки ультрафильтрационной обработки сгустка в линии творожных сыров. Это дает возможность предлагать комплексные решения, включающие как полные линии выработки творожных сыров с использованием мембранных технологий, так и оборудование для переработки низкоконцентрированной фракции – пермеата до сухих продуктов, востребованных на рынке. Предлагаемые технологические решения позволяют не только эффективно оптимизировать переработку молочного сырья, но и значительно повысить рентабельность производимой продукции.
Подобные продукты пользуются спросом у широкого круга потребителей, а использование ультрафильтрации сгустка делают творожные сыры одними из инвестиционно-привлекательных на молочном рынке.
Список литературы
Производство сыра. Р. Скотт, Р. Робинсон, Р. Уилби Перевод с англ. 464 стр. 2012. ISBN: 5-93913-071-2.
ГОСТ 33480-2015 СЫР ТВОРОЖНЫЙ. Общие технические условия
Phadungath, C. Cream cheese products: A review. Songklanakarin. Journal of Science and Technology. 27, 2005, pp. 191-199.
Володин Д. Н. Стандартизация молока по белку в технологии производства сыров / Д. Н. Володин [и др.] // Сыроделие и маслоделие. -М.:Ред. журн., 2021. №5. С. 62-63
Володин, Д. Н. Производство творога с использованием мембранного фракционирования / Д. Н. Володин [и др.]. Переработка молока: отраслевой специализир. журнал. — М. 2022г. №4 . — С. 20-21
Cassano, Alfredo & Drioli, Enrico. (2014). Integrated Membrane Operations: In the Food Production. 10.1515/9783110285666.
D. Schulz-Collins, B. Senge Acid- and acid/rennet-curd cheeses part A: Quark, cream cheese and related varieties. – Editor(s): Patrick F. Fox, Paul L.H. McSweeney, Timothy M. Cogan, Timothy P. Guinee, Cheese: Chemistry, Physics and Microbiology, Academic Press, V. 2, 2004, P. 301-328, ISSN 1874-558X, ISBN 9780122636530, https://doi.org/10.1016/S1874-558X(04)80049-6
Wolfschoon Pombo, A.F., Cream cheese: historical, manufacturing, and physico-chemical aspects, International Dairy Journal, https://doi.org/10.1016/j.idairyj.2020.104948.
Сегодня представители нашей компании приняли участие в Международном форуме INTEKPROM DAIRY 2023 — «Модернизация молочной отрасли», посвященном обсуждению ключевых вопросов в области модернизации молокоперерабатывающих производств.
Своим докладом на тему «Технология производства сухих ингредиентов из молочного сырья» руководитель службы продаж Виктор Топалов открыл секцию 3.1 «Модернизация и интеллектуализация производственных процессов молокопереработки».
Данная тематика получает все большую актуальность, и в рамках работы форума коллеги предоставили участникам решения ДМП, основанные на нашем опыте.
Высокая биологическая ценность и особенности состава и свойств козьего молока, уже давно позволяют считать его уникальным сырьем, которое в настоящее время все более широко используется для создания целого спектра продуктов, оказывающих благотворное влияние на организм человека.
Компонентный состав козьего молока в целом близок коровьему (табл. 1 [1, 2]). Тем не менее имеется ряд существенных отличий, которые и делают козье молоко привлекательным сырьем для продуктов здорового питания. В частности, белковая фракция козьего молока, в отличие от коровьего, содержит меньшее количество αs1, -αs2— и γ-казеиновых фракций, а в сывороточных белках козьего молока доля α-лактальбумина выше. Считается, что низкий при употреблении козьего молока уровень αs1-казеина и повышенный β-лактоглобулина способствует образованию «мягкого» сгустка, что, в свою очередь, способствует более быстрому перевариванию белков пищеварительными ферментами. Помимо этого, низкое содержание основного аллергена αs1-казеина снижает, в определенной мере, аллергенный потенциал козьего молока [3].
Таблица 1. Усредненные показатели состава козьего, коровьего и женского молока [1, 2]
Показатель
Козье молоко
Коровье молоко
Женское молоко
Массовая доля общего белка, %
3,3
3,4
0,9
Массовая доля, % от общего белка:
αs2-казеина
16
27
4
αs1- казеина
–
34
30
β- казеина
51
9
8
ĸ- казеина
8
16
–
β-лактоглобулина
17
16
–
α-лактальбумина
6
4
25
Массовая доля, %:
лактозы
4,1
4,5
6,5
олигосахаридов
0,3
0,06
12
жира
3,5
3,0
3,4
Содержание кальция, мг/100 мл
121
87
26
Содержание фосфора, мг/100 мл
104
76
16
Содержание витамина A, МЕ/100 г
185,00
126,00
190,00
Содержание витамина D, МЕ/100 г
2,30
2,00
1,40
Содержание витамина В2, мг/100 г
0,21
0,16
0,02
Содержание ниацина, мг/100 г
0,27
0,08
0,17
Массовая доля жира и доля жирных кислот в козьем и коровьем молоке почти одинаковы. Однако в жире козьего молока преобладают коротко- и среднецепочечные жирные кислоты, а также жирные кислоты с разветвленной цепью, придающие козьему молоку характерный вкус. Более высокая диспергируемость жировых шариков козьего молока и наличие жирных кислот, всасывающихся без участия панкреатической липазы, в значительной степени облегчает усвоение козьего жира по сравнению с коровьим [4]. Углеводная фракция козьего молока помимо основного компонента – лактозы, содержит олигосахара, состав которых более приближен к женскому молоку. Поэтому козье молоко позиционируется также, как естественный источник олигосахаридов для смесей грудного вскармливания [5] Что касается витаминов и минералов, то козье молоко считается лучшим, чем коровье источником витамина В6, ниацина, витамина А и других. Тем не менее, как правило, при производстве питьевого козьего молока проводят дополнительное обогащение продукта, в частности премиксами с витамином D. Содержание кальция, фосфора, калия, магния, марганца и селена в козьем молоке выше, чем в коровьем. Содержание других минералов сопоставимо с таковыми в коровьем молоке, но считается, что минералы в козьем молоке обладают лучшей биодоступностью [6].
Ассортимент продуктов, вырабатываемых из козьего молока в России представлен, главным образом, пастеризованным и стерилизованным молоком, сырами, творогом и кисломолочными напитками. При этом в общей структуре потребления продукции из козьего молока сыры составляют более 40%. Сегмент сухих продуктов на основе козьего молока в России незначителен. Хотя мировой рынок за последнее время показывает активный прирост подобных продуктов [7]. В первую очередь это обусловлено все более широким использованием козьего молока в рецептурах смесей для детского питания, особенно в сегменте стартовых адаптированных смесей заменителей женского молока (Infant & Follow on), предназначенных для питания детей с рождения до 6 месяцев или до года [7].
Как самостоятельный продукт (табл. 2) сухое цельное и обезжиренное козье молоко производится во многих странах Европы, Новой Зеландии, Австралии и США. Продукт активно продвигается на розничном рынке, как альтернативный коровьему молоку. С другой стороны, как и в случае с коровьим молоком, выработка сухого козьего молока также обоснована необходимостью переработки сырья на молокоемкую продукцию, которая имеет длительный срок хранения и может быть использована в период межсезонья при производстве детского питания, сыров, мороженого, кисломолочных продуктов и т.д.
Таблица 2. Пример спецификации сухого цельного и обезжиренного козьего молока
Показатель
Молоко козье цельное сухое, medium heat (CBM, Нидерланды)
Технологическая линия выработки сухого козьего молока включает операции приемки, резервирования сырья, его механической и тепловой обработки, сгущения, сушки и упаковки готового продукта.
Поскольку качество готового продукта в первую очередь определяется качеством используемого сырья, для производство сухого козьего молока используется свежее молоко, без посторонних привкусов и запахов, не имеющее значительных отклонений от среднего состава и свойств. По аналогии с коровьим молоком, козье молоко также нормализуется до требуемого содержания жира (26 – 40% в сухом веществе для цельного молока и не более 1,5% для обезжиренного, табл. 2) путем сепарирования, затем, направляется на пастеризацию. При необходимости повышения микробиологических показателей готового продукта возможна интеграция в линию оборудования для удаления микроорганизмов методом бактофугирования либо микрофильтрации.
Режимы пастеризации оказывают большое влияние на функциональные свойства сухого молока в целом, поэтому комбинации температуры и времени тепловой обработки могут широко варьироваться. Как правило, используется высокотемпературный режим: 85 — 90о C с выдержкой 20 – 30 с. При необходимости снижения степени денатурации сывороточных белков, которая контролируется WPNI (Whey Protein Nitrogen Index) индексом, могут использоваться более мягкие режимы пастеризации. Поскольку функциональные свойства, такие как растворимость, гелеобразование, эмульгирование, нативных и денатурированных сывороточных белков отличаются, то и направление использования сухого молока с различной степенью денатурации сывороточных белков, в том числе и козьего, также различны.
После пастеризации нормализованная смесь или обезжиренное молоко сгущается до массовой доли сухих веществ 48 – 50% на вакуум-выпарных аппаратах с падающей пленкой, в которых используют однократный проход концентрируемого сырья через греющую поверхность, что существенно сокращает время теплового воздействия на компоненты сырья и способствует получению продукта высокого качества [8]. После сгущения продукт с температурой ниже температуры кипения, 50-60 0С, подается на распылительные сушильные установки.
При производстве цельного молоко сгущенный продукт предварительно гомогенизируется. Для сушки, как правило, используется двухстадийная распылительная сушилка. Сгущенный продукт подается на распылительное устройство (форсунку или диск) сушильной камеры, распыляется в сушильной среде и высушивается до влажности 6 – 8 %. Досушка продукта происходит на второй ступени в статическом псевдоожиженном слое интегрированного виброфлюидного дна. Сухой продукт из сушилки направляется в бункеры хранения и на фасовку. Тепловые режимы распылительной сушки малоинвазивны: из-за быстрого нагрева и охлаждения за счет испарения внутренняя температура частиц продукта обычно не превышает 60 °C, т.е. сушка не оказывает критического влияния на функциональные свойства готового продукта. При необходимости создания быстрорастворимого молока, может предусматриваться агломерация — процесс создания небольших скоплений частиц, которые обеспечивают повышенную пористость и сокращают время диспергирования порошка в жидкостях. Таким образом, сухое козье молоко можно рассматривать, как перспективный продукт, который может позиционироваться самостоятельно в сегменте продуктов здорового питания, а также использоваться в качестве сухого ингредиента при выработке продуктов на основе козьего молока. ООО «ДМП» совместно с компанией «Вздухоторг» может предложить практическую реализацию линии, с учетом опыта, накопленного при внедрении как современных высокоэффективных технологии получения сухих ингредиентов из молочного сырья, так и сухого козьего молока.
2. Compositional and therapeutic signatures of goat milk: A review. BHN Sonu KS. International Journal of Chemical Studies 8 (2), 1013-1019, 2020.
3. Muñoz-Salinas, F.; Andrade-Montemayor, H.M.; De la Torre-Carbot, K.; Duarte-Vázquez, M.Á.; Silva-Jarquin, J.C. Comparative Analysis of the Protein Composition of Goat Milk from French Alpine, Nubian, and Creole Breeds and Holstein Friesian Cow Milk: Implications for Early Infant Nutrition. Animals 2022, 12, 2236. https://doi.org/10.3390/ ani12172236
4. Козье молоко как сырье для детского питания / С. В. Сомоненко [и др.] // Переработка молока: отраслевой специализир. журнал. — 2018. — N 12. — С. 32-34 .
5. Nayik GA, Jagdale YD, Gaikwad SA, Devkatte AN, Dar AH, Ansari MJ. Nutritional Profile, Processing and Potential Products: A Comparative Review of Goat Milk. Dairy. 2022; 3(3):622-647. https://doi.org/10.3390/dairy3030044
6. Teixeira JLDP, Baptista DP, Orlando EA, Gigante ML, Pallone JAL. Effect of processing on the bioaccessibility of essential minerals in goat and cow milk and dairy products assessed by different static in vitro digestion models. Food Chem. 2022 Apr 16;374:131739. doi: 10.1016/j.foodchem.2021.131739. Epub 2021 Dec 1. PMID: 34875438.
7. The Worldwide Goat Milk Products Industry is Anticipated to Reach $17.9 Billion by 2030
8. Современное оборудование для сгущения молочного сырья / Д. Н. Володин [и др.] // Молочная промышленность : научно-технич. и производств. журнал. — 2018. — N 10. — С. 11-13 . — ISSN 1019-8946
Концентрат мицеллярного казеина (КМК) – это новый высокобелковый ингредиент, который производится путем микрофильтрации обезжиренного молока, что приводит к изменению со[1]отношения казеин/сывороточный белок в готовом продукте. Представлен краткий обзор принципов фракционирования и производства КМК и других ингредиентов, полученных при переработке обезжиренного молока. Рассмотрены преимущества и возможности применения КМК в пищевых продуктах, в том числе приведены данные собственных исследований.
Характерной особенностью современного рынка пищевых добавок является все возрастающий интерес к ингредиентам, полученным на основе белков молока. Так по оценкам IMARC Group в 2021 г. мировой рынок концентратов молочных белков в целом составил 13,15 млрд $ США, при прогнозируемом увеличении объема продаж в течение 2022-2027 гг. до 18,16 млрд $ США со среднегодовым темпом роста 5,30% [1]. С одной стороны, причиной повышенного интереса является все более активное использование белковых концентратов в рецептурах широкого спектра продуктов, включая лечебное, спортивное и детское питание. С другой стороны, совершенствование методов обработки, позволяет расширять и диверсифицировать линейку ингредиентов на основе молочных белков, регулируя соотношение компонентов, придающих им те или иные функционально-технологические свойства [2].
Мембраны микрофильтрации позволяют производить очистку от коллоидных соединений, взвесей и бактерий.
В качестве сырья для производства молочно-белковых концентратов используется обезжиренное молоко или молочная сыворотка. Последняя является основой для получения концентратов, изолятов, гидролизатов, а также индивидуальных сывороточных белков (табл.1).
Таблица 1. Примеры компонентного состава молочно-белковых концентратов [2]
Показатель
КМБ*
ИМБ*
КМК**
Сычужный/ кислотный казеин
Казеинат натрия
Массовая доля белка в сухом веществе, %, не менее
81,0
89,5
86,0
88,0/95,0
90,0
Массовая доля, %, не более: влаги
5,0
5,0
5,0
12,0/10,0
5,5
жира
1,5
1,6
3,0
1,0/1,5
1,5
лактозы
5,0
0,7
3,0
0,2/0,2
0,2
золы
7,5
6,3
7,5
7,5/2,2
4,0
*Соотношение казеин/сывороточные белки 80/20. **Соотношение казеин/сывороточные белки 92/8 или 95/5.
Если говорить о белковых добавках, вырабатываемых из молока, то несмотря на их широкий спектр (табл. 1), наиболее востребованными на рынке являются кислотный и сычужный казеин, казеинаты натрия и кальция, концентраты/изолят молочного белка, концентраты мицеллярного казеина, которые появились на российском рынке относительно недавно.
Казеины, кислотный и сычужный, – это сухие концентраты (табл.2), пищевой либо технической категории качества, выпускающиеся в виде гранулированных или мелкодисперсных порошков [3].
Принцип фракционирование в данном случае основан на нарушении коллоидной стабильности мицелл казеина, обусловленной наличием на поверхности мицелл «волоскового» слоя гидрофильных макропептидных остатков κ-казеина, препятствующих их сферическому сближению [4].
При производстве кислотного казеина рН сырья снижается до изоэлектрической точки, ионы водорода проникают в гидратную оболочку, связываются с диссоциированными зарядообразующими группами казеина. Отрицательный заряд казеиновых мицелл снижается, нарушается стабильность «волоскового» слоя, коллоидный фосфат кальция переходит в водорастворимую форму дигидроортофосфатов и постепенно удаляется из мицеллы. Это приводит к образованию коагулята казеиновых мицелл, который далее используется для получения кислотного казеина, обедненного сывороточными белками [5].
При производстве сычужного казеина белок осаждают протеолитическими ферментами способными отщеплять гликомакропептид от κ-казеина. Гидрофильный гликомакропептид выделяется в сыворотку, а дестабилизированные мицеллы казеина образуют сгусток, который подвергается дальнейшей обработке. Практически полная потеря коллоидного и органического кальция является главным отличием казеиновых мицелл в кислотном сгустке от параказеиновых мицелл в сычужном. Соответственно, в составе сычужного казеина содержание белка в сухом веществе ниже, чем в кислотном, а уровень золы – выше (табл. 2). При этом оба вида продукта содержат, главным образом, нерастворимые формы казеина.
Растворимые формы (казеинаты) образуются при осаждении кислотного казеина каким-либо нейтрализующим агентом, обычно щелочью. Помимо казеинатов натрия и кальция, образующихся при обработке кислотного казеина соответствующими щелочами, существуют специальные казеинаты, в частности магния, железа и меди. Специальные казеинаты получают методами ионного обмена и используют для обогащения микроэлементами продуктов детского и лечебного питания [5].
Копреципитаты содержат все белковые фракции молока и образуются при совместном осаждении казеина и сывороточных белков, при высокой температуре методами термокальциевой или термокислотной коагуляции [6]. Коприципитаты иногда включают в рецептуры ряда пищевых продуктов, включая детское питание.
Сухие концентраты и изоляты молочного белка (КМБ и ИМБ) и мицеллярного казеина (КМК) относятся к белковым добавкам, получаемым мембранным фракционированием обезжиренного молока. Мембранное фракционирование основано на использовании полупроницаемых мембран, позволяющих части компонентов сырья свободно проходить через мембрану и формировать разбавленную фракцию – пермеат. Вещества, задерживаемые мембраной, образуют концентрированную фракцию – ретентат. Компонентный состав фракций зависит, от типа мембран, их характеристик [7], в первую очередь «отсечки», определяющей минимальную молекулярную массу веществ удерживаемых мембраной, и условий проведения фракционирования. Отношение объема сырья к объему ретентата (коэффициент объемного концентрирования) косвенно характеризует степень концентрирования целевого компонента.
При получении КМБ и ИМБ для фракционирования используются ультрафильтрационные (УФ) мембраны, размер пор которых должен обеспечить удержание практически всех белков молока, при максимальном удалении небелковых компонентов. Белковая фракция молока представлена белками с широким разбросом молекулярных масс, при этом в нативном состоянии часть белков образует агломераты, молекулярная масса которых определяется включенными в структуру индивидуальными субъединицами. Например, мицелла казеина может включать до 104 белковых молекул, а ее молекулярная масса достигать 108 Да [8]. Поскольку агломераты сывороточных белков значительно меньше, в промышленных масштабах обычно используются мембраны с отсечкой по молекулярной массе 10 — 30 кДа [8, 9].
Варьирование условий фракционирования позволяет получать линейку концентратов с различной массовой долей белка в сухом веществе [7]. При этом максимальный уровень белка составляет около 90% из-за перехода остаточного жира и большей части минеральных веществ сырья в концентрированную фракцию. Удержание молочного жира связано с тем, что размеры жировых шариков ((2 000 – 10 000) нм), значительно превышает размеры пор УФ мембран, соответственно, весь остаточный жир накапливается в ретентате. Из минеральных веществ через мембрану диффундируют только растворенные соли, коллоидные формы остаются в концентрированной фракции. Кроме того, несмотря на значительные изменения, которые претерпевает мицелла, особенно при высокой степени концентрирования, казеины в ретентате находится в нативной мицеллярной форме [10], стабилизирующейся посредством казеинат-кальций-фосфатного комплекса. Соответственно, ионы, связанные с белками, также концентрируются в ретентатах и не позволяют значительно понизить уровень золы готового продукта (табл. 2). Поэтому повышение доли белка в сухом веществе КМБ, достигается главным образом удалением лактозы. Продукты, из которых удалено более 80% лактозы и около 20% минеральных веществ называют изолятами молочного белка (табл.2). Можно отметить, что, как и казеин, сывороточный белок в КМБ и ИМБ обычно находится в нативной форме, но при необходимости может быть легко денатурирован перед обработкой [8].
Принцип фракционирования мицеллярного казеина основан на использовании процесса микрофильтрации (МФ) сырья. В отличие от УФ фракционирование проводится на МФ мембранах с размером пор 0,1 мкм, что позволяет удерживать мицеллы казеина, диаметр которых составляет в среднем 100 – 200 нм, и остаточный молочный жир. При этом сывороточные белки с диаметром (3 — 4) нм частично переходят в разбавленную фракцию, которую принято называть истинной или нативной сывороткой. Содержание казеина в сухих КМК составляет порядка 90% от общего белка (табл.2).
Таблица 2. Функционально-технологические свойства концентрата мицеллярного казеина (n=3, V<16)
Показатель
Концентрат мицеллярного казеина
Активная кислотность
7,07
Индекс растворимости, см3 сырого осадка
1,50
Водопоглощающая способность, %
124,50
Жиропоглощающая способность, %
119,74
Набухаемость, %
150,50
Эмульгирующая способность, г жира на 1 г белка
142,50
Гелеобразование*, Па
при выработке
155,4
через 8 ч
178,5
через 2 сут
254,8
через 3 сут
307,9
*При соотношении белковый препарат/вода=1/2 при температуре хранения 6–80 ºС
На эффективность фракционирования казеина оказывает значительное влияние степень денатурации сывороточных белков. При высоких температурах пастеризации обезжиренного молока β-лактоглобулин связывается термоиндуцированными взаимодействиями с казеином и не может пройти через МФ мембрану, что понижает степень перехода сывороточных белков в пермеат [11]. Помимо части сывороточных белков в нативную сыворотку переходят также лактоза, растворимые соли и другие низкомолекулярные соединения. Как и при УФ, при МФ не происходит значительного удаления минеральных веществ, поскольку концентрированные фракции также содержат нативные мицеллы казеина, стабилизированные казеинат-кальций-фосфатным комплексом. Поэтому повышение общего белка, как и при производстве КМБ, происходит за счет удаления углеводного компонента.
Рассматривая пример обобщенных схем производства сухих высокобелковых концентратов из молока (рис. 1, 2), можно выделить ряд общих технологических этапов: подготовка сырья, концентрирование целевой белковой фракции или фракций посредством удаления небелковых компонентов, сушка и упаковка сухого продукта.
Рисунок 1. Схема производства сычужного и кислотного казеина
Рисунок 2. Схема производства концентратов молочного белка и мицеллярного казеина
Операции подготовки сырья практически идентичны. Прежде всего проводится обязательное удаление жира путем сепарирования до уровня, не превышающего 0,05%. Низкое содержание жира в сырье повышает качество готового продукта, так как остаточный жир будет накапливаться в концентрированной фракции, понижая массовую долю белка в сухом веществе и, соответственно, ценность коммерческого продукта. Кроме того, жировая фракция отрицательно влияет на свойства концентратов при хранении.
Тепловую обработку сырья рекомендуется проводить при (72 – 74) оС для обеспечения микробиологической чистоты продукта при минимальном воздействии на белковые фракции сырья. Повышенные температуры пастеризации являются причиной денатурации сывороточных, что негативно влияет, например, на фракционирование мицеллярного казеина, а также может вызвать потемнение сухих концентратов за счет образования окрашенных соединений в результате реакции Майяра. Следует учесть, что при мембранном фракционировании клетки микроорганизмов накапливаются в ретентате. Поэтому для обеспечения микробиологических показателей КМБ и КМК рекомендуется использовать высококачественное сырье и предусматривать его дополнительную обработку путем бактофугирования или микрофильтрации. В случае применения микрофильтрации в сырье дополнительно снижается содержания жира, что также повышает качество готового белкового продукта.
Концентрирование целевой белковой фракции при производстве кислотных казеинов достигается подкислением охлажденного пастеризованного обезжиренного молока до рН (4,3 – 4,6) путем дозирования минеральных или органических кислот, либо сквашиванием обезжиренного молока с использованием молочнокислых микроорганизмов. Полученный сгусток перемешивается, подогревается, затем образовавшееся агломераты белка отделяются от казеиновой сыворотки декантированием и/ или центрифугированием. В случае получения сычужного казеина в обезжиренное молоко вносятся хлористый кальций, сычужный фермент или пепсин. Сформировавшийся сгусток разрезают, перемешивают, затем подогревают, для более эффективного обезвоживания получившегося зерна, и направляют на отделение сыворотки.
Максимальное удаление небелковых соединений, в частности, лактозы и минеральных веществ, а также сывороточных белков проводится путем многократной промывки агломератов казеина подготовленной водой, которая затем удаляется на декантерах либо центрифугах. Для получения стабильного, пригодного для хранения продукта, казеиновые агломераты сушат до влажности не более 12%, при необходимости размалывают и упаковывают в мешки.
При производстве КМБ и КМК концентрирование целевой белковой фракции или фракций обезжиренного молока (рис. 3), проводится на УФ и МФ установках, оснащенных полимерными либо керамическими мембранами. Каждый тип мембран имеет свои преимущества [11, 12], тем не менее наиболее часто для фракционирования молока в промышленных масштабах используются полимерные мембраны рулонного типа. Чаще все процесс проводится при низких температурах, которые с одной стороны тормозят рост остаточной микрофлоры, а с другой снижают буферную емкость концентратов, что способствует удалению растворимого кальция и фосфора, повышению содержание белка в готовом продукте.
Концентрирование белков при выработке КМБ проводится на ультрафильтрационных установках, с использованием мембран с отсечкой 10 – 30 кДа, при давлении порядка 3 бар. Однако только шаг ультрафильтрации не позволяет получить КМБ с высоким содержанием белка и ИМБ. Как правило, на первом этапе обработки обезжиренного молока коэффициент объемного концентрирования сырья составляет 3 – 4 единицы. После чего вязкость получаемого ретентата повышается, что значительно тормозит дальнейший процесс фильтрации. Для дополнительного удаления небелковых компонентов из концентрированной фракции используется процесс диафильтрации, предусматривающей разбавление ретентата, полученного на первом этапе, «подготовленной» водой и повторного фракционирования. Во время диафильтрации вода добавляется последовательно на разных этапах процесса фильтрации (рис. 2), разбавляя концентрированный ретентат, снижая вязкость, и обеспечивая переход водорастворимых компонентов в пермеат. Операция позволяет сконцентрировать белковую составляющую сырья в 6 – 7 раз от первоначального содержания.
Процесс микрофильтрации, использующийся для концентрирования целевой белковой фракцией при производстве мицеллярного казеина (рис.2), проводится на мембранах с размером пор 0,1 мкм и при давлении порядка 1 бар. Микрофильтрация также совмещается с диафильтрацией (рис.2). В данном случае основное назначение диафильтрации — повышение концентрации казеина по отношению к сывороточным белкам. Как правило, в коммерческих продуктах это соотношение составляет 95/5 или 92/8, при этом после этапа микрофильтрации содержание общего белка в сухом веществе концентрата составляет около 85%.
При необходимости полученный КМК дополнительно концентрируют методом ультрафильтрации (рис. 2), также совмещенным с диафильтрацией. При этом в пермеат «вымывается» часть небелковых соединений, главным образом, лактоза и часть растворимых солей (рис. 3) за счет чего общее содержание белка в сухом веществе может быть повышено до 90%, но соотношение казеин/сывороточные белки уже не изменяется.
Рисунок 3. Компонентный состав небелковой фракции концентрированного КМК
На заключительном технологическом этапе концентрированные высокобелковые фракции, направляются на распылительную сушку. Массовая доля сухих веществ в концентратах, подающихся на распыление, как правило составляет (20 – 30) % и ограничивается их вязкостью, которая должна обеспечить эффективное распыление для получения требуемого размера распыляемых частиц и, соответственно, качества готового продукта (насыпной плотности, растворимости и др.). Если достижение оптимальной концентрации мембранными методами считается нецелесообразным, то перед сушкой концентраты казеина могут досгущаться на вакуум-выпарных установках. Для получения качественного продукта используется многостадиная сушка, которая позволяет снизить степень денатурации белков, а также минимизирует затраты энергии [14]. Полученные сухие концентраты с влажностью не более 5,0% направляются на фасовку.
Как указывалось выше, технологические приемы и режимы переработки сырья (рис. 1, 2) будут обуславливать компонентный состав, конформационное состояние белков сухих концентратов, и, соответственно, формировать их функционально-технологические характеристики, в частности, растворимость, набухание, способность стабилизировать пены и эмульсии, гелеобразование, термостабильность, органолептические.
Сравнение функционально-технологических свойств рассматриваемых добавок (рис. 4) [15], показывает, что кислотный казеин, как белок, выделенный в изоэлектрической точке, обладает довольно ограниченным диапазоном функциональных свойств. Трансформация его в казеинат натрия повышает эмульгирующие свойства, термостабильность, растворимость, пенообразующую способность. Однако при этом смачиваемость сухого продукта остается довольно низкой, что в некоторой степени сужает возможности его использования.
Рисунок 4. Функционально-технологические свойства мицеллярного казеина и молочно-белковых концентратов [14]
Концентрат мицеллярного казеина, как и концентрат молочного белка, обладает высокой растворимостью, пенообразующей и водосвязывающей способностью. Кроме того, в отличие от КМБ, КМК за счет преобладания в составе нативной формы казеина может сохранять термостабильность при температурах выше 80 °C, что позволяет включать его в рецептуры низколактозных низкожирных белковых напитков длительного хранения, придавая продукту текстуру и вкус аналогичный вкусу (1 — 2) % молока [15].
Поскольку сухой КМК обладает высокой смачиваемостью, растворимостью его также включают в сухие смеси спортивного, лечебного и даже детского питания, как как медленно усваиваемую белковую добавку, содержащую незаменимые аминокислоты и аминокислоты с разветвленными боковыми цепями (BCAA), которые являются ключевыми в синтезе мышечного белка [15, 16, 17].
Более низкая эмульгирующая способность КМК по сравнению с КМБ и казеинатом натрия (рис. 3), как и растворимость, может быть при необходимости увеличена путем корректировки минерального состава концентрата [15]. Следует отметить, что в отличие от казеината натрия КМК имеет более чистый мягкий нейтральный молочный вкус, что делает его более привлекательным при включении в рецептуры пищевых продуктов.
Концентрат мицелярного казеина может быть широко использован в различных отраслях пищевой промышленности, так как по своим свойствам превосходит сычужный казеин и приближен к казеинатам, а следовательно, может рассматриваться как альтернатива традиционным ингридиентам.
В молочных продуктах КМК может использоваться для стандартизации молочного сырья по массовой доле белка при производстве кисломолочных напитков, творога и сыров, плавленых сыров и сырных продуктов [18].
Благодаря высоким влагоудерживающим и эмульгирующим свойствам КМК также может быть использован при приготовлении кондитерских, мясных продуктов, кремов для взбивания, сливочных ликеров, различных диетических продуктов [17].
Возможность использования КМК при производстве мясных продуктов была исследована в Северо-Кавказском федеральном университете совместно с ООО ДМП. В качестве добавки использовался концентрат мицелярного казеина LACTOPRIMA PRO, BaltMilk.
Результаты исследования химического состава и основных функционально-технологических свойств КМК LACTOPRIMA PRO приведены в таблице 3. Согласно полученным данным, КМК обладает высоким значениям водопоглощающей способности и набухаемости, имеет довольно высокое значение рН (7.07), что определяет положительное влияние на функциональные характеристики мясного сырья и обеспечит высокую совместимость препарата с белками мясных систем. Исследование гелеобразующих свойств показало, что КМК образует гели при уровне гидратации 1 : 2. Прочность полученных гелей невелика, но с течением времени начинает повышаться, что может положительно сказаться на качестве вареных колбас в процессе их производства и реализации. Массовая доля белка в КМК составила 85,5%, это позволяет для обеспечения адекватной замены мяса по белку при изготовлении мясопродуктов проводить гидратацию в соотношении 1:4. КМК имеет достаточно высокий уровень жиропоглащающей способности (рис. 4), влияющей на формирование стабильности фаршевых систем, и препятствует появлению бульонно-жировых отеков, а также уменьшает потери при тепловой обработке. Устойчивость стабилизированных эмульсий увеличивается с ростом концентрации масла в системе, достигая наибольшего при 60 %.
Исследование физико-химических, структурно-механических и органолептических показателей модельных фаршевых систем типа вареных колбас, содержащие гидратированный КМК показали, что введение белкового препарата в мясные фарши приводит к смещению величины рН на 0,24−0,39 единиц по сравнению с контролем. Сдвиг рН положительно сказывается на водосвязывающих и водоудерживающих свойствах фаршевой системы и увеличивает выход готовой продукции на 17% при замене 20% мясного сырья.
Значение показателя предельного напряжения сдвига возрастало по мере увеличения в фарше доли гидратированного белкового препарата. Аналогичная тенденция наблюдается и по степени пенетрации: данный показатель наименьший в контрольном образце и составляет 2,0 мм, а при внесении белкового препарата степень пенетрации возрастает, и наибольшим значением данного показателя среди опытных обладал образец с 20% уровнем замены мяса птицы. С учетом дегустационной оценки модельных фаршевых систем был сделан вывод о возможности использования гидратированного препарата КМК в рецептурах белых колбасок из мяса птицы в количестве до 15 % от основного мясного сырья. Это позволяет разрабатывать рецептуры мясопродуктов с повышенной биологической и пищевой ценностью, при этом сохраняя или улучшая качество готового продукта, что безусловно делает КМК перспективным ингредиентом на рынке белковых добавок.
С точки зрения промышленной реализации можно отметить, что технологии мембранного фракционирования молока с использованием микрофильтрации и ультрафильтрации предполагает производство основного продукта – концентрата мицеллярного казеина, и переработку потоков, образующихся в процессе фракционирования: нативной сыворотки и пермеата нативной сыворотки. Нативная сыворотка, которая не содержит остаточного жира, микроорганизмов, продуктов ферментного и микробного гидролиза может использоваться для производства концентрата /изолята нативных сывороточных белков (нИСБ). Высокий уровень чистоты сывороточного белка и отсутствие побочных продуктов делают нИСБ идеальным источником протеина для любых направлений использования, особенно в области детского питания. Таким образом, предприятие получает возможность вырабатывать спектр целевых белковых концентратов с высокой добавленной стоимостью, не имеющих российских аналогов и способных конкурировать с импортными ингредиентами.
Володин, Д. Н. Новое поколение белковых ингредиентов на основе фракционирования молока / Володин Д. Н. Топалов В. К., Куликова И. К., Евдокимов И. А. — // Переработка молока : отраслевой специализир. журнал. — 2021. — N 8. — С. 10-12 . — ISSN 2222-5455
ГОСТ 31689-2012. МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ. КАЗЕИН. Технические условия. Casein. Specification. МКС 67.100.10. Дата введения 2013-07-01.
Małecki J, Muszyński S, Sołowiej BG. Proteins in Food Systems-Bionanomaterials, Conventional and Unconventional Sources, Functional Properties, and Development Opportunities. Polymers (Basel). 2021 Jul 29;13(15):2506. doi: 10.3390/polym13152506. PMID: 34372109; PMCID: PMC8347159.
Abdullah Badem, Gürkan Uçar. Production of caseins and their usages. International Journal of Food Science and Nutrition, Volume 2. — Issue 1. – 2017. — P. 04-09
Тамим А.И. Мембранные технологии в производстве напитков и молочных продуктов / А.И. Тамим (ред.-сост.). Пер. с англ. // СПб.: Профессия. — 2016. – С. 245-248.
Boland, M. and Singh, H. 2014. Milk Proteins From Expression to Food. 3rd ed. H.Boland, Mike; Singh, ed. Academic Press, Cambridge, MA.
James, B. J., Jyng, Y., Cheng, X. D., Membrane Fouling during filtration of milk – a microstructural study. Journal of Food Engineering, 60, 431-437 (2003).
Meena G.S. Milk protein concentrates: opportunities and challenges / G. S. Meena, A. K. Singh, N. R. Panjagari, S. Arora // J Food Sci Technol. –2017. — V. 54(10). — P3010–3024. Published online 2017 Aug 31. doi: 10.1007/s13197-017-2796-0
E. Hurt, D.M. Barbano, Processing factors that influence casein and serum protein separation by microfiltration, Journal of Dairy Science, Volume 93, Issue 10, 2010, Pages 4928-4941, ISSN 0022-0302, https://doi.org/10.3168/jds.2010-3121.
Adams, M. C., & Barbano, D. M. (2013). Serum protein removal from skim milk with a 3-stage, 3× ceramic Isoflux membrane process at 50◦C 1. Journal of Dairy Science, 96(4), 2020–2034. https://doi.org/10.3168/jds.2012-6007
Beckman, S. L., & Barbano, D. M. (2013). Effect of microfiltration concentration factor on serum protein removal from skim milk using spiral-wound polymeric membranes1. Journal of Dairy Science, 96(10), 6199–6212. https://doi.org/10.3168/jds.2013-6655
Володин Д.Н. Модернизация оборудования для производства сухих молочных консервов / Д.Н. Володин [и др.] // Переработка молока: отраслевой специализир. журнал. – 2018. – № 7. – С. 12–14.
С точки зрения промышленной переработки молочная сыворотка прошла довольно долгий путь от побочного продукта, необходимость в утилизации которого была вызвана только нормативными ограничениями сброса органических отходов, до ценного сырья для производства высокорентабельных функциональных ингредиентов. Соответственно менялись как технологические приемы переработки сыворотки, так и оборудование, использующееся для их реализации.
Мембраны микрофильтрации позволяют производить очистку от коллоидных соединений, взвесей и бактерий.
Так, при возврате сыворотки на выпойку скота, либо при выработке кормовых продуктов затраты на ее переработку стремились максимально снизить путем использования относительно недорогих процессов механической и тепловой обработки в сочетании со сгущением и сушкой. Выделение белковой фракции главным образом сводилось к термокислотной коагуляции сывороточных белков с получением так называемых сывороточных сыров типа Рикотты или альбуминного творога.
Отечественные научные исследования в области разработки и применения мембранных технологий в молочной промышленности были начаты во второй половине 1970-х гг., и уже в 1977 г. были выданы исходные требования на проектирование ультрафильтрационных установок на мембранах первого поколения. Примечательно, что в этот период времени в СССР была издана и первая в мире монография, посвященная мембранным методам переработки молока [1].
Фильтрационные установки состоят из блока фильтрации, насосного агрегата, трубопроводов обвязки, запорной арматуры, расходомера и электрооборудования.
Первые отечественные промышленные установки плоскорамного типа (А1-ОУС, А1-ОУВ) для ультрафильтрации молока и сыворотки появились в середине 80-х гг. XX в. на нескольких предприятиях: производственно-экспериментальном заводе НПО «Углич», Владимирском молочном комбинате, Воронежском городском молочном заводе, производственно-экспериментальном заводе ВНИМИ, Александровском маслосыродельном заводе и др. Однако недостаток фундаментальных исследований в области создания мембран и мембранных процессов, а также опыта конструирования подобных установок сказался при разработке и внедрении промышленного оборудования. Огромной проблемой стали значительные объемы побочных продуктов мембранного разделения сыворотки, которые не перерабатывались, что приводило к нерациональному использованию сырья. К тому же промышленное производство моющих средств для мембранного оборудования еще не было организовано, что критически сокращало срок его эксплуатации.
Спиральные мембраны доступны из различных материалов, разного диаметра и длины. Они быстро стали самым распространенным из всех доступных конфигураций мембран
Последующее развитие молочной отрасли, возрастающие объемы производства сыра, а значит, и сыворотки привели к тому, что сыворотка стала рассматриваться как сырье, из которого может быть выделен широкий спектр компонентов, в основном белковых, обладающих высокой питательной и биологической ценностью (табл. 1 [2]).
Реализация такого фракционирования стала возможной с внедрением в конце 70-х гг. ХХ в. мембранных технологий в промышленных масштабах.
Таблица 1. Состав и свойства сывороточных белков [2]
Белковая фракция
Изоэлек.точка (pl)
Молекулярная масса (кДа)
Массовая доля, % общего белка
Функциональные характеристики
β -лактоглобулин
5,2
18,4
30,0–55,0
Антигипертензивная и антиканцерогенная активность, эмульгирующие свойства
α-лактальбумин
4,5–4,8
14,2
20,0–25,0
Антигипертензивное, антиоксидантное действие
Бычий сывороточный альбумин
4,7–4,9
66,5
5,0–10,0
Антиканцерогенная и антиоксидантная активность
Иммуноглобулины
5,5–8,3
150,0–1000,0
10
Антихолестериновое, противомикробное и противовирусное действие
Протеозопептонная фракция
3,7
4,0–22,0
12,0
Усиливает выработку антител
Гликомакропептид
4,3 – 4,6
6,8
30,0–55,0
Противовоспалительные и иммунодепрессивные характеристики
Лактоферрин
7,0–7,9
78,0
1,0–2,0
Противовоспалительная и антимикробная активность
Лактопероксидаза
9,5
89,0
0,5
Бактериостатическое, бактерицидное и противогрибковое действие
Это позволило перевести переработку молочной сыворотки на технологически новый уровень, сделать ее действительно эффективной и за последние десятилетия сформировать ряд бизнесс-моделей производства ингредиентов на основе молочной сыворотки с высокой добавленной стоимостью и быстрыми темпами роста на рынке [3].
Сегодня мембранные процессы охватывают широкий диапазон извлечения компонентов молочного сырья: от ионов до коллоидных частиц, без фазовых превращений, реагентных и высокотемпературных воздействий. Общая мембранная площадь установок предприятий молочной промышленности мира оценивается более чем в 1 млн м2. Причем около 70 % этих мощностей используется для переработки молочной сыворотки. Постоянная модернизация и совершенствование мембранного оборудования, наряду с более глубоким пониманием функциональных свойств ингредиентов молочного сырья, привели к тому, что участки мембранного фракционирования стали практически обязательным элементом современного молочного предприятия.
Как известно, сущность процессов мембранного разделения заключается во фракционировании с использованием мембран, которые действуют как полупроницаемый барьер, избирательно (частично или полностью) ограничивая прохождение одного или нескольких компонентов сырья. Поток сырья распределяется по поверхности мембраны, при этом компоненты, удерживаемые на мембране, образуют концентрированную фракцию (ретентат), а те, которые проходят через нее, образуют поток пермеата. Состав ретентата и пермеата зависит от размера пор мембран, которые принято делить на 4 группы (рис. 1) в соответствии с видом мембранного процесса: микрофильтрацию (МФ), ультрафильтрацию (УФ), нанофильтрацию (НФ) и обратный осмос (ОО). С изменением размера пор мембран, отсечения по молекулярной массе изменяется и рабочее давление процесса. Чем меньше размер удерживаемых частиц, тем меньший размер пор и отсечения у используемых мембран, и тем большее давление потребуется для обеспечения фракционирования.
Рисунок 1. Характеристики процессов мембранного разделения молочной сыворотки
Эффективность мембранного разделения принято выражать фактором объемного концентрирования: соотношение объема исходного сырья к объему сконцентрированной фракции – ретентату [4]. Чем выше фактор концентрирования, тем больше целевого компонента или компонентов будет содержаться в ретентате.
Несмотря на большое разнообразие материалов и вариантов мембран, фракционирование сыворотки, как и другого молочного сырья, проводится с использованием полимерных или керамических мембран.
Полимерные мембраны появились раньше керамических и, по сути, явились своеобразными аналогами биологических мембран. При создании этого типа мембран, как, впрочем, и керамических, был реализован принцип анизотропии (наличие тонкого селективного слоя и обеспечивающей механическую прочность подложки), позволяющий значительно ускорить процесс мембранного разделения. Собственно момент создания полимерных мембран первого поколения на основе ацетатцеллюлозы в 60-е гг. ХХ в. и принято считать внедрением мембранных процессов в промышленном масштабе. В первую очередь это касалось водоподготовки. Появление мембран второго поколения на основе полисульфонамида в 70-е гг. ХХ в. позволило усовершенствовать процесс и расширить сферы использования. Современные полимерные мембраны не подвергаются воздействию микроорганизмов, выдерживают довольно широкий диапазон рН и температур, обладают высокой селективностью и производительностью. Тем не менее, в отличие от керамических, полимерные мембраны чувствительны к воздействию сильных окислителей, что приводит к определенным ограничениям при выборе моющих средств.
Промышленное использование керамических мембран началось несколько позже полимерных, примерно в 80-е годы XX в. По сравнению с полимерными, керамические мембраны более устойчивы к механическим, химическим (рН от 0 до 14) и термическим (до 300 °С) воздействиям, имеют более долгий срок эксплуатации (до 10 лет), но за счет хрупкости геометрическая форма таких мембран ограничивается трубками или многоканальными блоками, что, соответственно, ограничивает и площадь фильтрующей поверхности. На начальных этапах разработки мембранного оборудования керамические элементы позволили оптимизировать конструкцию и создать новые технологии переработки молочного сырья. Сегодня практически 80 % используемых в молочной промышленности мембран составляют полимерные [1].
Основными характеристиками мембран являются селективность, проницаемость и скорость разделения. Селективность, или задерживающая способность, мембран выражается степенью перехода компонента в пермеат. Проницаемость, удельная производительность, при данном давлении определяется количеством фильтрата, получаемого в единицу времени с единицы рабочей поверхности мембраны.
Оба параметра обусловлены конкурирующими взаимодействиями компонента с поверхностью мембраны не только за счет размера, молекулярной массы, заряда, но и даже формы молекул разделяемых веществ, поэтому подбор мембран является достаточно сложным процессом, требующим большого практического опыта.
Скорость разделения компонентов молочного сырья зависит как от характеристики используемых мембран, включая толщину, площадь и диаметр пор мембраны, так и от эксплуатационных параметров (давление, рН, температура и др.) фильтрационных модулей.
При обработке сыворотки обычно используются компактные установки с мембранными модулями рулонного типа. Рулонные модули обеспечивают высокую плотность упаковки мембран в единице объема, относительно низкие потери давления, удобство монтажа и демонтажа элементов, гибкость при проектировании технологических линий мембранной обработки. В рулонных модулях реализовано тангенциальное фильтрование, когда поток сырья с необходимым давлением направлен вдоль поверхности мембраны, для того чтобы минимизировать влияние концентрационной поляризации и осадка, образующегося на мембранной поверхности [6].
Следует отметить, что на образование осадка оказывает значительное влияние рН среды за счет смещения равновесного состояния в системе минеральные вещества – белок. Так низкие значения рН приближают сывороточные белки к изоэлектрической точке, вызывая тем самым снижение их растворимости, а значит и засорение мембранной поверхности. Высокие рН способствуют образованию нерастворимого осадка фосфата кальция, который также осаждается на мембране, снижая ее производительность. Как правило, рН каждого мембранного процесса является определенным компромиссом, позволяющим поддерживать растворимость минеральной и белковой составляющей.
Температурные режимы мембранной обработки имеют довольно широкий диапазон, который лимитируется составом и свойствами сырья, решаемой технологической задачей, типом используемых мембран и т.д. При переработке молочного сырья, в частности молочной сыворотки, температура процесса должна обеспечить достаточную эффективность разделения и его микробиологическую безопасность, при минимальном воздействии на компоненты. Увеличение температуры обработки повышает интенсивность процесса мембранной фильтрации, но может оказывать негативное воздействие на сывороточные белковые фракции и солевое равновесие. Время непрерывной работы установки между мойками, при «теплом» режиме сокращается, т.к. такая температура является толчком для развития термофильной микрофлоры. Увеличение времени воздействия на мембраны моющих веществ возрастает, тем самым снижая срок их эксплуатации. Выбор температурного режима в каждом случае проводится индивидуально в зависимости от качества, состава сырья и решаемых технологических задач. Тем не менее наиболее распространенным и оправданным с микробиологической точки зрения является так называемый режим холодной фильтрации (5–12 °С).
Рассмотрим варианты использования отдельных процессов мембранной фильтрации в технологиях переработки сыворотки.
Обратный осмос и нанофильтрация (ОО и НФ)
ОО и НФ получили распространение при обработке практически всех видов молочного сырья как альтернатива или дополнение к тепловым процессам концентрирования, например вакуумному выпариванию. Преимуществом мембранного концентрирования является снижение температурной нагрузки на сырье, экономия энергоносителей, повышение качества готовых продуктов [7].
В случае концентрирования молочной сыворотки методом ОО используются мембраны с отсечкой по молекулярной массе, не превышающей 100 Да. В целевой фракции – ретентате, концентрированной сыворотке с массовой долей сухих веществ 18–20 %, задерживаются практически все компоненты (рис. 1, табл. 2). Пермеат – ОО-вода содержит следы минеральных соединений и может использоваться на технические нужды.
В отличие от ОО-мембран, НФ-мембраны имеют в среднем размер пор до 2,0 нм и отсечку по молекулярной массе до 1000 Да [4]. За счет низкой селективности по отношению к одновалентным ионам, помимо высокомолекулярных соединений, в НФ-ретентате задерживается основная масса двухвалентных ионов и сахаров, главным образом лактозы. Одновалентные ионы, незначительная часть сахаров, низкомолекулярные азотистые вещества переходят в пермеат (рис. 1, табл. 2).
Таблица 2. Усредненный баланс ОО и НФ концентрирования подсырной сыворотки
Компоненты
Подсырная сыворотка
Ретентат
Пермеат
ОО
НФ
ОО
НФ
Истинный белок, %
0,55
1,71
2,00
—
—
Небелковый азот, %
0,20
0,47
0,49
0,07
0,09
Лактоза, %
4,38
13,64
15,64
—
0,11
Кислота, %
0,12
0,37
0,36
—
0,03
Зольность, %
0,55
1,66
1,34
0,02
0,25
Жиры, %
0,05
0,16
0,18
—
—
Сухие вещества, %
5,85
18,00
18,00
0,10
0,47
Баланс, кг
10 000
3 212
2 755
6 788
7 245
Коэффициент концентрирования
—
3,1
3,6
—
—
Целевой фракцией в данном случае является также ретентат – частично деминерализованная концентрированная сыворотка с массовой долей сухих веществ 18–27 %.
Уровень деминерализации может быть различным и зависит от вида и минерального состава обрабатываемой сыворотки. Более полное удаление солей и максимальный фактор концентрирования могут быть достигнуты при дополнительном использовании процесса диафильтрации: повторной обработке ретентата, разбавленного водой [7].
НФ-пермеат также может использоваться в качестве технической воды после дополнительной обработки.
Для этой цели служит процесс ОО, так называемый обратноосмотический полишер, который эффективно очищает НФ-пермеат, удаляя все низкомолекулярные соединения. Использование обратноосмотического полишера позволяет восстановить от 85 до 90 % воды для нужд собственного производства и экономить ресурсы питьевой воды централизованного водоснабжения.
Ультрафильтрация (УФ)
Ультрафильтрация на сегодняшний день является одним из самых распространенных методов фракционирования и / или концентрирования сывороточных белков. С этой целью применяются УФ-мембраны с отсечением от 10 кДа (иногда 5 кДа) до 500 кДа, при градиенте давлений от 0,1 до 1 МПа. Целевой фракцией при УФ-обработке является ретентат – концентрат сывороточных белков (КСБ). Хотя внедрение первых процессов УФ-обработки сыворотки было вызвано необходимостью удаления неуглеводных компонентов при производстве лактозы из подсырной сыворотки [8].
Содержание белка в сухом веществе УФ-ретентата, КСБ, напрямую зависит от коэффициента объемно го концентрирования. Для КСБ-35, например, этот показатель составляет 4,5–7,0, для КСБ-60 – уже 13–20. В сочетании с разбавлением водой (диафильтрацией) при ультрафильтрации сыворотки может быть достигнут коэффициент концентрирования 30–35, что будет соответствовать массовой доле белка в сухом веществе КСБ 75–85 % (табл. 3).
Таблица 3. Усредненный баланс УФ и УФ с диафильтрацией подсырной сыворотки
Компоненты
КСБ 34
КСБ 60
КСБ 80
КСБ 82
Подсырная сыворотка, кг/сут
10 000
10 000
10 000
10 000
Диафильтрация
—
—
+
+
Пермеат, кг/сут
8370,40
9524,60
11200,60
11737,80
Пермеат, СВ
4,7 %
4,9 %
4,4 %
4,3 %
Жидкий КСБ, кг/сут
1629,60
475,40
232,60
225,40
Жидкий КСБ, СВ
9,7 %
18,3%
27,0 %
27,0 %
Коэффициент объемного концентрирования
6,1
21,1
42,9
44,4
Содержание компонентов, г в 100 г сухого вещества
Истинный белок, %
33,65
60,10
81,88
84,17
Небелковый азот, %
2,92
2,40
1,46
1,25
Лактоза, %
52,71
26,56
6,67
4,79
Кислота, %
1,46
0,73
0,21
0,10
Зола, %
6,25
4,79
2,40
2,08
Жир, %
3,02
5,42
7,40
7,60
Степень концентрирования сыворотки по белку при использовании диафильтрации только до определенного момента зависит от коэффициента концентрирования. Затем концентрация белка увеличивается за счет количества используемой диафильтрационной воды для вымывания растворимых небелковых компонентов. Фактором, который ограничивает предельную концентрацию белка в КСБ (около 80 %), является остаточный жир (до 8 % в сухом остатке) за счет удерживания его УФ-мембранами.
Эта проблема не возникает при УФ нативной сыворотки, образующейся при фракционировании мицеллярного казеина при микрофильтрации обезжиренного молока, поскольку МФ-мембрана в данном случае, задерживает как казеин, так и жиры. Образующийся при этом пермеат, нативная сыворотка, направляется на УФ-фракционирование, которое позволяет получить нативный КСБ с содержанием белка в сухом веществе порядка 90 % без дополнительных операций по удалению жира.
Коммерческие формы КСБ включают продукты с содержанием белка от 34 до 80 %. Широкий разброс значений обоснован разнообразием конечных потребителей. КСБ с низким содержанием белка конкурирует со сферами использования сухого обезжиренного молока. КСБ с более высоким содержанием белка включается в качестве функционального ингредиента в смеси для спортивного, диетического и специализированного питания [8].
Производство КСБ влечет за собой получение побочного продукта – пермеата, объемы которого сопоставимы с объемами перерабатываемого сырья. УФ-пермеат используется для выработки кристаллической лактозы либо сухого пермеата распылительной сушки. Технологические этапы производства и лактозы, и сухого пермеата обязательно включают мембранную обработку, в частности НФ или ОО [9].
Микрофильтрация (МФ)
В процессе МФ-обработки сырья отделяются частицы размером от 0,1 до 10 мкм, при градиенте давления, в среднем, от 10 до 200 кПа. В технологии переработки сыворотки одним из первых применений было использование МФ в производстве изолята сывороточного белка (ИСБ) [8]. МФ мембраны с размером пор менее 1,0 мкм задерживают остаточный жир и денатурированные белковые агломераты из КСБ, что позволяет достичь более высокого содержания белка в конечном продукте (табл. 4).
Таблица 4. Усредненный баланс МФ КСБ
Компоненты
Вода
Сырье
Ретентат
Пермеат
Натуральный белок, %
—
4,10
8.65
0,98
Небелковый азот, %
—
0,33
0,10
0,13
Лактоза, %
—
5,25
0,61
2,17
Кислота, %
—
0,14
0,11
0,05
Зольность, %
—
0,77
0,61
0,27
Жиры, %
—
0,47
2,19
0,01
Сухие вещества, %
—
11,06
12,30
3,61
Баланс, кг
15 665
10 000
2041
23 624
Коэффициент объемного концентрирования
4,9
Целевой фракцией в данном случае является МФ пермеат – обезжиренный концентрат сывороточного белка, являющийся основой для дальнейшего производства изолята сывороточного белка (ИСБ) с помощью ультрафильтрации (УФ). Ретентат – побочный поток (табл. 4) с высоким содержанием белка, жира и фосфолипидов, может быть использован при производстве, например, плавленых сыров или других продуктов. В качестве альтернативы иногда рассматривают использование МФ-ретентата КСБ 80 для получения концентрата фосфолипидов сывороточного белка, который интересен как пищевая добавка с широким фосфолипидным профилем.
Также МФ может использоваться для бактериальной санации вторичного сырья, т.е. удаления клеток микроорганизмов, в том числе споровых и соматических клеток. МФ за счет физического барьера позволяет удалить нежелательные клетки в отличие от тепловой обработки, при которой все клетки остаются в сырье и лишь частично инактивируются. МФ-обработка проводится в достаточно щадящем температурном диапазоне, сохраняются биологические, физико-химические, органолептические и технологические свойства сырья. В зависимости от первоначальной бактериальной обсемененности сырья, типа и размера пор мембран МФ позволяет снизить содержание микроорганизмов на 3–4 порядка.
Мембранные технологии открывают возможность использования практически всех компонентов молочного сырья
Таким образом, мембранные технологии молочной сыворотки дают переработчику возможность использовать практически все, входящие в ее состав ингредиенты в производстве пищевых продуктов. Тем не менее следует отметить, что организация мембранного участка обработки молочной сыворотки потребует определенных затрат, как капитальных, так и операционных, которые должны окупиться в приемлемые для предприятия сроки. Необходимы четкое понимание потребностей рынка, оценка возможностей предприятия, включая сырьевые ресурсы, поскольку объемы перерабатываемого сырья будут напрямую влиять на себестоимость продукции производимой с использованием мембранной обработки.
Опыт ООО «ДМП» в проектировании комплексных линий переработки сыворотки позволяет предложить различные варианты технологических решений. На рис. 2 представлены наиболее распространенные варианты (1–4), в том числе успешно реализованные на перерабатывающих предприятиях РФ.
Рисунок 2. Возможные направления переработки молочной сыворотки с использованием мембранных технологий
Все варианты в обязательном порядке включают участки предварительной обработки сыворотки: очистку от казеиновой пыли с использованием вибросит или другого подходящего оборудования, обезжиривание и пастеризацию. Далее очищенная сыворотка направляется на участок мембранной обработки. Последующие технологические шаги зависят от объема перерабатываемого сырья и применяемой технологии.
Вариант 1. Производство деминерализованной сухой сыворотки.
Вариант 2. Производство заменителей цельного молока или сывороточно-жирового концентрата.
Вариант 3. Производство сухих концентратов сывороточных белков и сухого пермеата / лактозы. Производство КСБ потребует организации участка ультра- и диафильтрации молочной сыворотки, а также дополнительного участка распылительной сушки КСБ. Данный подход позволит гибко реагировать на ситуацию на рынке.
Вариант 4. Ориентировочный объем натуральной подсырной сыворотки свыше 400 т/сут, позволяет производить ее глубокую переработку с целью получения более маржинального продукта – концентрата сывороточного белка (КСБ 80), либо изолята сывороточных белков (ИСБ 90). Образующийся пермеат концентрируется на НФ-установке, сгущается с использованием пленочной вакуум-выпарной установки и сушится на распылительной сушилке. Готовый продукт – сухой УФ-пермеат. Оба продукта хорошо востребованы на российском рынке, причем характеризуются опережающими темпами роста стоимости по сравнению с такими, как сухая сыворотка, сухое обезжиренное молоко и т.д. Производственная линия является более сложной, поэтому рентабельность выпуска вышеуказанных продуктов начинается от определенных объемов молочной сыворотки.
Указанные варианты (рис. 2) не ограничивают технологические решения переработки молочной сыворотки и являются примерами наиболее широко применяемых в молочной промышленности.
Подводя итог, можно сделать вывод о том, что использование комплексных линий переработки молочной сыворотки с участком мембранной фильтрации позволяет не только производить высокорентабельные ингредиенты, но и варьировать их состав и свойства, придавая конечным продуктам требуемые характеристики.
Список литературы
1. Липатов Н.Н. Мембранные методы разделения молока и молочных продуктов [Текст] / Н.Н. Липатов, В.А. Марьин, Е.А. Фетисов. – М. : Пищ. промышленность, 1976. – 168 с.
2. Argenta A.B. Membrane Separation Processes Applied to Whey: A Review / A.B. Argenta, P.S. De Agnes. – Food Reviews International. – 2019. – V. 36. – P. 499–528.
4. Тамим А.И. Мембранные технологии в производстве напитков и молочных продуктов / А.И. Тамим. – Пер. с англ. – СПб.: Профессия, 2016. – С. 245–248.
5. Integration of Membrane Processes for By-Product Valorization to Improve the EcoEfficiency of Small/Medium Size Cheese Dairy Plants // A. Macedo, J. Bilau, E. Cambóias, E. Duarte. – Foods 2021, 10, 1740. https://doi.org/10.3390/foods10081740.
6. Мембранные технологии для обеспечения эффективности и безопасности молочного производства / Д.Н. Володин, М.С. Золоторева, И.А. Евдокимов, В.Д. Харитонов // Молочная промышленность. – 2018. – № 5. – С. 36–38.
7. Effect of whey nanofiltration process combined with diafiltration on the rheological and physicochemical properties of ricotta cheese / Elane Schwinden Prudêncio, Carmen M.O. Müller, Carlise B. Fritzen-Freire [et al.] // Food Research International. – 2014. –V. 56. – P. 92–99.
8. Whey Proteins. From Milk to Medicine, 1st Edition, Editors: Hilton C Deeth Nidhi Bansal, Paperback ISBN: 9780128121245, eBook ISBN: 9780128121252. Published Date: 1st September 2018. – 746 p.
9. Володин Д.Н. Эффективная технология переработки лактозосодержащего сырья: пути повышения качества пермеата распылительной сушки / Д. Н. Володин [и др.] //Переработка молока. – 2018. – № 8. – С.14–16.
Технический регламент Таможенного союза «О безопасности молока и молочной продукции» (ТР ТС 033/2013) определяет творог, как «кисломолочный продукт, произведенный с использованием заквасочных микроорганизмов (лактококков или смеси лактококков и термофильных молочнокислых стрептококков) и методов кислотной или кислотно-сычужной коагуляции молочного белка с последующим удалением сыворотки путем самопрессования, и/или прессования, и/или сепарирования (центрифугирования), и/или ультрафильтрации…» [1].
Спиральные мембраны доступны из различных материалов, разного диаметра и длины. Они быстро стали самым распространенным из всех доступных конфигураций мембран
Это определение охватывает основные стадии производства творога, включая отделение творожной сыворотки, которое в значительной степени влияет на органолептические, физико-химические и микробиологические свойства готового продукта. Можно отметить, что в ТР ТС 033/2013 практически в хронологическом порядке появления приводятся три возможных варианта этой технологической операции: прессование, сепарирование и ультрафильтрация.
Отделение сыворотки прессованием после подогрева и перемешивания сгустка уже не одно десятилетие используется при выработке традиционным способом классического, «рассыпчатого» творога, на долю которого приходится большая часть продаж российского рынка. Технологический процесс производства творога традиционным способом (рис. 1, а) предусматривает подготовку и нормализацию молока-сырья, пастеризацию нормализованной смеси, охлаждение до температуры сквашивания, заквашивание, обработку сгустка и отделение сыворотки самопрессованием или прессованием. Этапы самопрессования и прессования считались одними из наиболее трудоемких, особенно до начала внедрения в 1960-х гг. новых типов оборудования, позволяющих их механизировать.
При выработке обезжиренного творога или творога раздельным способом отделение творожного сгустка осуществляется преимущественно на сепараторах-творогоотделителях. Особенность раздельного способа производства творога заключается в том, что молоко-сырье сепарируется на обезжиренное молоко и высокожирные сливки. Обезжиренное молоко проходит тепловую обработку, сквашивание, затем сгусток после подготовки направляется на сепаратор-творогоотделитель. Творог, получаемый этим методом, имеет мягкую мажущуюся консистенцию и на финальном этапе производства может быть нормализован сливками. Метод довольно широко распространен на российских предприятиях.
Творожная сыворотка (рН 4,3–4,6), образующаяся и при прессовании, и при сепарировании, составляет около 70 % от объема сырья и содержит его водорастворимые компоненты (лактозу, минеральные вещества и т.д.), казеиновую пыль, остаточный молочный жир и сывороточные белки. Сепарирование значительно сокращает уход казеиновой пыли в сыворотку [2]. Что касается сывороточных белков, то даже использование специальных методов термической обработки [3] позволяет сохранить в продукте только 50–70 % их общего количества.
Рисунок 1. Обобщенная схема выработки творога: а – традиционным и раздельным способом, б – ультрафильтрацией сгустка
Максимальный переход сывороточных белков в продукт возможно обеспечить только с помощью мембранного фракционирования сквашенной смеси. В большинстве случаев, так же как и при раздельном методе, пастеризованное обезжиренное молоко предварительно сквашивается до pH 4,6–4,8. Сгусток направляется на тепловую обработку (термизацию), а затем в ультрафильтрационную установку (рис. 1, б). Процесс проходит при температуре 45,0–50,0 °С на модулях со спиральными полимерными мембранами, которые могут дополняться при необходимости плоскорамными модулями. Также возможно использование керамических мембран. Конечная конфигурация ультрафильтрационной установки зависит в основном от вязкости конечного продукта, обусловленной его составом, в том числе содержанием жира, и массовой долей сухих веществ.
В ультрафильтрационной установке используется принцип тангенциальной фильтрации, при котором поток направляется по касательной к поверхности мембраны, предотвращая образование осадка на ее поверхности. Движущей силой процесса является давление, которое «продавливает» сквозь мембрану компоненты с размером меньшим, чем поры мембран, формируя низкоконцентрированный поток – пермеат. Пермеат содержит низкомолекулярные компоненты, в том числе небелковый азот, лактозу, минеральные вещества. В концентрированной фракции остаются как частицы коагулированного казеина, так и сывороточные белки. Сравнение усредненного состава творожной сыворотки и пермеата сквашенной смеси (рис. 2) показывает, что практически 100 % сывороточных белков остаются в продукте. В пермеат переходят только низкомолекулярные пептиды и небелковые азотистые соединения. Удержание в процессе ультрафильтрации сывороточных белков, включающих оптимальный набор жизненно необходимых для организма аминокислот, с одной стороны, повышает пищевую ценность продукта, а с другой – увеличивает выход продукта с единицы сырья [4]. Полученная фракция с массовой долей сухих веществ 20–30 % имеет мягкую пастообразную консистенцию и фактически является готовым продуктом – мягким творогом, который проходит тепловую обработку, затем направляется на фасовку. Кроме того, мягкий творог может служить основой для самого широкого спектра творожных десертов, которые обладают привлекательным рыночным потенциалом, в первую очередь за счет популяризации у потребителей как продукта здорового питания.
Рисунок 2. Сравнение состава кислой творожной сыворотки и УФ-пермеата сквашенного сгустка
Помимо ультрафильтрации сгустка, можно выделить еще одно перспективное направление использования мембранной фильтрации в технологии творога. Как и при производстве сыров [4], ультрафильтрация может использоваться для стандартизации сырья по массовой доле белка. Обезжиренное молоко обрабатывается на УФ-установке до повышения содержания белка в среднем в 1,25 раза. В этом случае дальнейшая переработка сырья проводится с использованием традиционного оборудования, повышая эффективность его работы, минимизируя потери белка и увеличивая выход готового продукта [2].
При выработке творога, как и любого белкового продукта, всегда возникает вопрос об использовании фракций, образующихся при концентрировании сырья и / или отделении сгустка. Как было отмечено, основным побочным продуктом при использовании методов прессования и сепарирования является кислая творожная сыворотка. Опыт ООО «ДМП» показывает, что переработка кислой сыворотки связана с определенными трудностями. В частности, при получении концентрата сывороточных белков затруднена работа УФ установок, выход продукта – низкий, и получаемый при этом концентрат имеет низкое качество. По этой причине творожная сыворотка не рекомендуется для производства концентратов сывороточных белков 80 % и более.
В то же время пермеат, образующийся как при ультрафильтрации молока, так и при ультрафильтрации сгустка, может быть переработан в стандартный продукт, например сухой пермеат, с применением комплекса мембранных технологий [5].
Таким образом, интеграция мембранных процессов в технологию производства творога открывает новые возможности для интенсификации производства перспективного и маржинального на современном рынке продукта, а также позволяет организовать переработку вторичных молочных ресурсов на принципах безотходного производства, что повышает в целом рентабельность производства.
Список литературы
Технический регламент Таможенного союза «О безопасности молока и молочной продукции» (ТР ТС 033/2013) (с изменениями на 10 июля 2020 г.).
Cassano Alfredo & Drioli Enrico (2014). Integrated Membrane Operations: In the Food Production. 10.1515/9783110285666.
Schulz-Collins D., Senge B. Acid- and acid/rennet-curd cheeses part A: Quark, cream cheese and related varieties. – Editor(s): Patrick F. Fox, Paul L.H. McSweeney, Timothy M. Cogan, Timothy P. Guinee, Cheese: Chemistry, Physics and Microbiology, Academic Press, V. 2. – 2004. P. 301–328. ISSN 1874-558X, ISBN 9780122636530, https://doi.org/10.1016/ S1874-558X(04)80049-6.
Володин Д.Н. Стандартизация молока по белку в технологии производства сыров / Д. Н. Володин [и др.] // Сыроделие и маслоделие. –2021. – № 5. – С. 62–63.
Володин Д.Н. Эффективная технология переработки лактозосодержащего сырья: пути повышения качества пермеата распылительной сушки / Д. Н. Володин [и др.] // Переработка молока. – 2018. – № 8. – С. 14–16.
Успешное проектирования комплексных линий переработки молока в значительной степени зависит от нахождения компромисса между целым спектром параметров для обеспечения эффективного процесса производства при заданном составе молока-сырья и конечного продукта. Для решения задачи требуется подбор оптимального сочетания технологических приемов, учитывающих последние достижения молочной индустрии.
Мембраны микрофильтрации позволяют производить очистку от коллоидных соединений, взвесей и бактерий.
Одним из таких приемов буквально с момента внедрения в конце 1960 г стала мембранная фильтрация. Процесс предполагает фракционирование молочного сырья с использованием полупроницаемых мембран за счет разности молекулярных масс и размеров основных компонентов молока, предотвращая изменения, связанные с фазовыми переходами фракций, при использовании термического, ферментативного или химического воздействия [1]. На рис.1 приведена схема, которая обычно используется для иллюстрации мембранных процессов, используемых в молочной индустрии: микрофильтрации, ультрафильтрации, нанофильтрации и обратного осмоса. Схема достаточно наглядно демонстрирует возможности каждого из них: начиная с выделения достаточно крупных компонентов молочного сырья (жир, казеин) методом микрофильтрации и заканчивая концентрированием, удалением влаги, методом обратного осмоса.
Рисунок 1. Схема мембранных процессов, используемых в молочной индустрии
В целом, использование мембранных технологий в переработке молока за последние десятилетия сформировалось в два основных направления. Первое — это комплексные линии производства ингредиентов на основе молока, включающие комбинации практически всех мембранных процессов. Как правило, предприятия, на которых устанавливаются подобные линии, фокусируются именно на производстве концентратов и изолятов молочного белка, мицеллярного казеина, нативного сывороточного белка [2], сухого пермеата распылительной сушки, кристаллической лактозы.
Второе направление, не менее значимое, связано с интеграцией отдельных мембранных процессов в производство традиционных молочных продуктов.
Основная цель такой интеграции — заменить или сделать более эффективным традиционно используемые процессы переработки молока. С учетом специфики мембранной фильтрации, в первую очередь, основными точками интеграции являются этапы, связанные с корректировкой соотношения компонентов молочного сырья: стандартизация состава и концентрирование (рис.2).
Для концентрирования, другими словами, повышения массовой доли сухого молочного остатка, используется процесс обратного осмоса. Как правило, для нормального течения процесса сырье предварительно сепарируется. В результате при обработке обезжиренного молока образуется концентрированная фракция (ретентат), содержащая все компоненты обезжиренного молока, и фильтрат (пермеат), который может использоваться в качестве технологической воды (рис.2).
Рисунок 2. Мембранная фильтрация как эффективная альтернатива традиционным процессам переработки молока: а) с использование обратного осмоса и микрофильтрации;б) с использованием ультрафильтрации
Обычно обратноосмотическое концентрирование используется при необходимости сокращения затрат на транспортировку сырья или оптимизации процесса сгущения. Также определенный интерес представляет интеграция процесса в производственный цикл молочных продуктов, для которых стандартизация сырья по сухим веществам является обязательным этапом: сыры, кисломолочные продукты, мороженое. В этом случае дополнительным преимуществом является то, что мембранное концентрирование проводится при пониженных температурах, что исключает тепловое воздействие, предотвращая денатурацию белков, реакцию меланоидинообразования и т.д., и обеспечивает вкус и аромат, присущие свежему молоку [3].
Что касается нанофильрационной обработки, то наибольшее распространение этот процесс получил в линиях переработки молочной сыворотки и пермеата [4]. При переработке молока нанофильтрация упоминается в комбинации с ультрафильтрацией при получении низколактозного молока.
Для стандартизации молока-сырья по компонентному составу применяются процессы ультрафильтрации и микрофильтрации (рис. 1, 2). Ультрафильтрация позволяет регулировать содержание белка, не влияя на соотношение фракций казеин/сывороточные белки, поэтому процесс может интегрироваться в линии производства высокобелковых продуктов: сыров, творога, кисломолочных продуктов. Ультрафильтрационной обработке может подвергаться молоко обезжиренное, цельное и нормализованное по содержанию жира. В зависимости от технологических задач и поставщика мембранного оборудования при проектировании этапа ультрафильтрационной обработки используются низко- и высокотемпературные режимы, полимерные или керамические мембраны, различные конфигурации ультрафильтрационных модулей. При необходимости получения ретентата с высоким содержанием белка или/и пониженным содержанием лактозы, предусматривается шаг диафильтрации [1]. Ультрафильтрационный пермеат, который содержит низкомолекулярные компоненты сырья: лактозу, минеральные соли, низкомолекулярные пептиды и т.д., может быть использован при необходимости снижения содержания белка в исходном сырье, либо направляться на сушку [4].
Возможные варианты интеграции ультрафильтрации в традиционную технологию сыров подробно рассмотрены нами в [5]. В этом случае одним из наиболее широко используемых вариантов использования ультрафильтрации является корректировка сыропригодности молока путем повышения содержания белка в ретентате. Это обеспечивает стабильную работу поточных линий производства сыра, повышает эффективность работы оборудования. Такой же принцип используется при производстве творога (рис.2).
Интересным решением является включение шага ультрафильтрации в технологии молочных высокобелковых и низкобелковых напитков (рис. 2). В последнем случае целевой фракцией является пермеат – обезжиренное молоко с пониженным содержанием белка. Излишки белка концентрируются в ретентате и формируются в виде стандартного концентрата молочного белка, который может быть использован при выработке йогуртов, высокобелковых молочных продуктов и т.д.
Микрофильтрация может использоваться в нескольких направлениях. В первую очередь для «холодной стерилизации» молочного сырья, при которой клетки вегетативных и споровых форм микроорганизмов, соматические клетки удаляются практически на 99,9 % [6]. Микрофильтрационная обработка проводится в достаточно щадящем температурном диапазоне, сохраняя биологические, физико-химические, органолептические и технологические свойства сырья. В зависимости от первоначальной бактериальной обсемененности сырья, типа и размера пор мембран микрофильтрация позволяет снизить содержание микроорганизмов на 5-7 порядков, т.е. является альтернативой пастеризации и может заменить даже стерилизацию сырья [6].
Размеры пор микрофильтрационных мембран позволяют также удалять и жировую фракцию молочного сырья. Режимы процесса и размер пор мембран (рис.1) подбираются так, чтобы гарантировано задерживались жировые шарики. При этом самые крупные молочные белки, мицеллы казеина, должны беспрепятственно проходить через мембрану. Наибольшее распространение такой метод обезжиривания получил в производстве высокобелковых сывороточных концентратов и изолятов.
С точки зрения стандартизации молока-сырья по содержанию белка микрофильтрация не только повышает содержание белка в ретентате, но и изменяет соотношение казеин/ сывороточные белки (рис. 2). Этот прием распространен не так широко, как ультрафильтрация, хотя имеет определенные преимущества. В частности, отмечают улучшение органолептических свойств твердых сыров [7]. При микрофильтрации часть сывороточных белков, которые неизбежно переходят в подсырную сыворотку при обработке сгустка, проходит через мембрану в микрофильтрационный пермеат молока, также называемый нативной или идеальной сывороткой. Нативная сыворотка, в отличие от подсырной, не содержит остаточного жира, микроорганизмов, ферментных препаратов, метаболитов заквасочных микроорганизмов. Продукт может направляться на сушку, либо на производство нативного концентрата сывороточных белков, обладающего лучшими функционально-технологическими свойствами по сравнению с обычным КСБ [2]. Тем самым, микрофильтрация позволяет не только стандартизировать содержание белка в сырье до требуемого, но и получить фракцию, переработка которой может повысить экономическую эффективность ее использования.
Таким образом, интеграция различных видов мембранной обработки в линии переработки молока открывает дополнительные возможности совершенствования традиционных процессов переработки молока. Однако, как показывает многолетний опыт ООО «ДМП», решение об использовании мембранных технологий должно обязательно быть комплексным и включать переработку всех потоков, образующихся в процессе мембранной фильтрации. В этом случае интеграция мембранных процессов позволяет не только эффективно оптимизировать переработку молочного сырья, но и значительно повысить рентабельность производимой продукции.
Список литературы
Tamime, A. Y. Membrane Processing: Dairy and Beverage Applications. Chichester, West Sussex: Wiley-Blackwell, 2013.
Володин, Д. Н. Инновационный потенциал мембранного фракционирования обезжиренного молока / Д. Н. Володин, А. С. Гридин, В. К. Топалов, И. А. Евдокимов // Переработка молока: отраслевой специализированный журн. — 2021. — N 3. — С. 14-15
Dhineshkumar V, Ramasamy D. Review on membrane technology applications in food and dairy processing. J Appl Biotechnol Bioeng. 2017;3(5):399-407. DOI: 10.15406/jabb.2017.03.00077
Володин, Д. Н. Эффективная технология переработки лактозосодержащего сырья: пути повышения качества пермеата распылительной сушки [Текст] / Д. Н. Володин [и др.] // Переработка молока: технология, оборудование, продукция: отраслевой специализированный журн. — 2018. — N 8. — С. 14-16
Володин, Д. Н. Стандартизация молока по белку в технологии производства сыров / Д. Н. Володин, В. К. Топалов, И. А. Евдокимов, И.К. Куликова, Е.Ю. Иванченко // Сыроделие и маслоделие. — 2021.-№5. — С.34-35
Боу-Хабиб Дж., Тальхаммер В. Микрофильтрация в молочном производстве//Молочная промышленность. – 2009. — №2. – с.57-58.
Benoit, S. Integrating Pressure-Driven Membrane Separation Processes to Improve Eco-Efficiency in Cheese Manufacture: A Preliminary Case Study / S. Benoit, J. Chamberland, A. Doyen, M. Margni, C. Bouchard, Y. Pouliot // Membranes 2020. – .10 (10):287. — https://doi.org/10.3390/membranes10100287
Термин «стандартизация» или «нормализация» молока применительно к процессу выработки сыров в первую очередь связан с обеспечением соотношения жир–белок в нормализованной смеси. Данное соотношение специфично для каждого вида сыра и в конечном итоге определяет его характеристики как готового продукта. Нормализация может быть достигнута частичным удалением жировой фракции (сепарированием) либо увеличением доли белковой фракции молока. С точки зрения выхода готовой продукции второй способ является более предпочтительным, поскольку позволяет не только увеличить количество «целевого» сырья, идущего на производство сыра, но и при необходимости скорректировать его сыропригодность. Это становится особенно актуальным при использовании предприятием сборного молока-сырья, поступающего от многих сдатчиков. «Выравнивание» содержания белковой фракции, в частности казеина, повышает содержание кальция и фосфора, следовательно, ускоряется сычужное свертывание, возрастает способность сгустка к синерезису, снижается количество образующейся при обработке сгустка сырной пыли, уменьшаются потери жира и белка, т.е. улучшаются физикохимические показатели молока, переработка которого вызывает технологические трудности.
В качестве дополнительных источников белка может использоваться целый ряд ингредиентов — от обезжиренного молока до высокобелковых концентратов, полученных путем ультрафильтрации либо микрофильтрации обезжиренного молока: концентраты молочного белка, концентраты мицеллярного казеина. Причем при использовании сухого обезжиренного молока рекомендуется применять продукт, подвергшийся щадящим режимам тепловой обработки (Low Heat), с наименьшей степенью денатурации сывороточных белков [1]. Концентрат мицеллярного казеина особенно интересен при выработке твердых сыров с длительным сроком созревания. Считается, что низкое содержание сывороточных белков в данном случае предотвратит замедление формирования сенсорных характеристик при созревании сыров [1]. Использование других белковых ингредиентов из молочного сырья — концентратов и микропартикулятов сывороточных белков и казеинатов, в большей степени связано с производством плавленых сыров или так называемых творожных сыров.
Перспективными способами стандартизации сырья по белку являются процессы мембранной фильтрации, в частности ультрафильтрации молока. При ультрафильтрации про[1]исходит концентрирование сырья за счет удержания высокомолекулярных компонентов (жировая фракция, казеин и сывороточные белки), при этом формируется концентрированная фракция (ретентат). Низкомолекулярные компоненты образуют разбавленную фракцию — пермеат. Отношение объема сырья к объему концентрированной фракции называют объемным фактором концентрирования (ФК). Этот показатель является одним из параметров, характеризующих процесс УФ в целом.
Современные ультрафильтрационные установки позволяют работать как с цельным, так и с обезжиренным сырьем. При обработке обезжиренного молока полученный УФ-концентрат при необходимости стандартизируется также по содержанию жира. Условно в использовании УФ-молока для стандартизации белка в сыроделии выделяют три направления, отличающиеся применяемыми факторами концентрирования, конечным содержанием сухих веществ и белка в концентрате [2]:
I — получение УФ-концентратов (ретентатов) с низким содержанием сухих веществ (Low-Concentration Retentates);
II — получение УФ-концентратов (ретентатов) с промежуточным содержанием сухих веществ (MediumConcentration Retentates);
III — получение УФ-концентратов, сухие вещества и соотношение компонентов которых соответствуют этим значениям в готовом сыре, т.е. фактически УФ-концентраты являются жидкими полуфабрикатами готового продукта (Liquid Precheese) [2].
УФ-концентраты в каждом из трех вариантов (см. рисунок) имеют разную массовую долю сухих веществ, разную степень концентрирования белковой фракции и, соответственно, физикохимические свойства (вязкость, буферная емкость и др.), что обусловливает их использование при производстве определенных групп сыров, а также потребность модификации традиционного сыродельного оборудования или использования специфического оборудования для их переработки.
Например, характерной особенностью УФ-концентратов варианта III является высокое содержание сухих веществ и белка, включая сывороточные белки, за счет использования ФК 5 — 7, что позволяет максимально увеличивать выход сыра [3]. Этот метод, известный как «MMV» (Maubois, Mocquot и Vassal — по имени разработчиков), был запатентован в 1969 г. и уникален тем, что практически не требует традиционного оборудования для производства сыра. Сегодня на его основе реализованы технологии сыров, которые имеют относительно низкое содержание сухих веществ и не требуют строгого контроля pH. В частности, мягких сыров без созревания. В этом случае ультрафильтрация проводится с ФК, позволяющим получить УФ-концентрат нормализованного молока, с необходимым соотношением жир–белок (см. рисунок) и массовой долей сухих веществ готового сыра. Затем в УФ-концентрат вносятся молокосвертывающий фермент, заквасочные культуры и продукт направляется на фасовку. Формирование структуры и вкусовых характеристик продукта происходит в упаковке, практически полностью исключая образование сыворотки [4].
Схема использования УФ для стандартизации молока-сырья по белку: СВ – массовая доля сухих веществ, ОБ – массовая доля общего белка, Ж – массовая доля жира
Для варианта II (см. рисунок) характерно использование ФК от 2 до 6. Из полученных УФ-концентратов изготавливается множество сортов сыра — от мягких до твердых [1]. Повышение коэффициента концентрирования позволяет значительно уменьшить количество отделяемой сыворотки, но приводит к изменению соотношения «белок:жир:лактоза:минеральные вещества» в целом. Связанных ионов становится больше, соответственно меняются скорость формирования сычужного сгустка и его реологические характеристики. Поэтому для того, чтобы добиться правильного созревания сыра, требуются корректировка режимов обработки сгустка и установка специального оборудования, способного разрезать и обрабатывать более плотный сгусток.
Вариант I предусматривает ультрафильтрацию, как правило, обезжиренного молока с использованием ФК до 2 (см. рисунок). В настоящее время это, вероятно, наиболее широко распространенный способ использования ультрафильтрации в сыроделии, для которого термин «стандартизация по содержанию белка» наиболее употребим, поскольку основной целью УФ-обработки в данном случае являются стабилизация содержания белка в сырье, сглаживание сезонных колебаний состава молока и т.д. Содержание белка в УФ-концентратах в данном случае может быть повышено до 5 %, а их дальнейшая обработка проводится с использованием традиционного сыродельного оборудования, что позволяет легко интегрировать УФ-установки в существующие линии производства сыров.
Стоимость дополнительного оборудования уравновешивается наличием стандартизированного по белку сырья, что делает более эффективным использование сыродельного оборудования, сокращает потери белка и позволяет увеличивать объемы выработки продукции в целом.
Для того, чтобы внедрение этапа ультрафильтрационной обработки было экономически выгодным при выборе варианта использования ультрафильтрации, для стандартизации молока-сырья по содержанию белка следует учитывать следующие факторы:
вид вырабатываемых сыров, который будет определять состав и свойства концентрируемой фракции, а следовательно, тип необходимого фильтрационного оборудования и мембран;
необходимость установки нового или модернизация существующего оборудования для производства сыра, в зависимости от варианта УФ-обработки сырья;
организация параллельной переработки побочного продукта — пермеата, получаемого в ходе ультрафильтрации молока-сырья, а также молочной сыворотки.
Основываясь на собственном опыте, компания ООО «ДМП» предлагает современные решения по мембранной обработке молочного сырья, позволяющие максимально эффективно организовать производство различных видов сыров, а также высокомаржинальных продуктов из белково-углеводного сырья.
Список литературы
1. Johnson, ME. A 100-Year Review: Cheese production and quality / ME Johnson // J Dairy Sci. 2017. Dec;100(12):9952-9965. DOI: 10.3168/jds.2017-12979. PMID: 29153182.
3. Kumar, P. Perspective of membrane technology in dairy industry: a review / P. Kumar // Asian-Australas J Anim Sci. 2013. Sep;26(9):1347-58. DOI: 10.5713/ ajas.2013.13082. PMID: 25049918; PMCID: PMC4093403.
4. Золоторёва, М.С. Интенсификация технологии сыров и творога с применением мембранных процессов / М.С.Золоторёва [и др.] // Сыроделие и маслоделие. 2016. № 3. С. 35-36
Приглашаем вас посетить нашу компанию на 26-й международной выставке «Оборудование, технологии, сырье и ингредиенты для пищевой и перерабатывающей промышленности» АГРОПРОДМАШ-2021
Будем рады увидеть вас в числе наших гостей и надеемся, что посещение этого мероприятия окажется для вас всесторонне полезным!
В современных условиях доступность и широкое распространение мембранных методов фракционирования все больше способствуют реализации концепции эффективной переработки молочного сырья, которая в отличие от производства традиционных потребительских молочных продуктов, предусматривает выработку сухих ингредиентов из молока.
Молочные ингредиенты уже на протяжении многих лет широко используются в самых разнообразных отраслях пищевой промышленности для повышения качества продуктов, придания им специфических функциональных свойств. Мировой рынок молочных ингредиентов считается одним из наиболее перспективных и показывает устойчивый рост, который, согласно прогнозам [1], составит около 5,1% в течение следующих пяти лет и достигнет 51000 млн долларов США в 2024.
С технологической точки зрения, молоко-сырье представляет собой сложную смесь нескольких водо- и жирорастворимых компонентов, индивидуальные свойства каждого из которых позволяют проводить направленное фракционирование с использованием разнообразных технологических приемов: от механического до хроматографического выделения индивидуальных компонентов (рис.1).
Рисунок 1. Схема выработки ингредиентов на основе цельного молока
Примеры компонентного состава высокобелковых концентратов на основе молока [6]
Показатель
КМК 80
КМБ 80
мИСБ
КСБ 80
Массовая доля белка, %
83,0
82,5
85,5
80,0
Массовая доля лактозы, %
1,0
2,5
6,7
6,4
Массовая доля жира, %
1,0
1,0
0,3
7,1
Массовая доля золы, %
7,8
6,6
2,5
2,5
Массовая доля влаги, %
5,0
5,0
5,0
4,0
Ингредиенты, основой которых является жировая фракция молока представлены сухими сливками c различной массовой долей жира, сливочным маслом, обезвоженным молочным жиром. В определенной степени к этим продуктам можно отнести и сухую пахту. Интересно, что рынок сухой пахты, образующееся при производстве сливочного масла и содержащей большое количество фосфолипидов с высокими эмульгирующими свойствами, оценивается [2], как достаточно перспективный со стабильными темпами роста. Относительно новыми для рынка являются продукты, полученные на основе мембранного фракционирования пахты и выделения фракции липидов мембран молочных жировых глобул (milk fat globule membrane — MFGM). Эти специфические липиды формируются, когда клетки лактирующей молочной железы образуют каплю триглицерида, и включают белки и сигнальные молекулы, встроенные в клеточную мембрану [3]. Белки в MFGM составляют 1- 4% от общего количества белков в молоке, считается, что ряд из них обладает антимикробными свойствами, действует как факторы роста. Компании-производители ингредиента, содержащего MFGM фракцию, позиционируют такие продукты, как компонент детского питания для адаптации смесей к женскому молоку, и, помимо прочего, поддерживающий развитие мозга и когнитивные способности у младенцев [3].
Мембранное фракционирование обезжиренной фракции молока (рис. 2) может включать комбинации нескольких методов: микрофильтрация, ультрафильтрацию, диафильтрацию [4].
Рисунок 2. Сухие и восстановленные концентраты сывороточных белков из молока мКСБ (a) и подсырной сыворотки КСБ (б) [10]
Вне зависимости от используемых методов мембранной фильтрации сырье – обезжиренное молоко разделяется на две фракции: ретентат, содержащий белковые концентраты / изоляты, и пермеат, в составе которого преобладает углеводный компонент — лактоза и минералы. Как правило, пермеат используется для производства линейки сухих продуктов, содержащих в качестве основного ингредиента углеводную часть молока. Спектр таких ингредиентов достаточно широк: от пермета распылительной сушки до кристаллической лактозы различной категории качества, а также производных лактозы (лактулозы, галактоолигосахаридов, тагатозы), использующихся в качестве пребиотических добавок в пищевых и фармацевтических продуктах [5].
Коммерчески значимым продуктом на основе минеральных компонентов молока на сегодняшний день можно считать фосфат кальция, который получают при декальцинировании, умягчении, молочного сырья. Хотя можно отметить, что ведутся активные исследования и по использованию солевых концентратов.
Состав белковых ингредиентов, получаемых при мембранном разделении обезжиренного молока, определяется видом метода, используемого для фракционирования: ультрафильтрации или микрофильтрации.
Ультрафильтрация предполагает разделение систем на мембранах с размером пор в диапазоне 0,01 до 0,1 мкм. Концентрированная фракция в этом случае включает казеиновые мицеллы, сывороточные белки и жировые глобулы, остающиеся при сепарировании цельного молока. В сочетании с диафильтрацией метод используется для получения концентратов и изолятов молочного белка (КМБ /ИМБ), в которых соотношение казеин/сывороточные белки остается таким же, как и в цельном молоке (80:20), но отличается содержание общего белка в сухом веществе [4].
КМБ широко применяется в пищевой промышленности для производства сыров, кондитерских изделий, йогуртов, мороженого, мясных продуктах, хлебобулочных изделиях и т.д. ИМБ — ингредиент продуктов специального назначения. Например, ИМБ входят в рецептуры продуктов спортивного питания, продуктов для снижения веса, энтерального и лечебного питания и т.д.
Для процесса микрофильтрации применяются мембраны с размером пор в диапазоне 0,05 – 10 мкм. Из основных компонентов обезжиренного молока в этот диапазон укладывается только казеиновые мицеллы, а сывороточные белки переходят в пермеат. В зависимости от количества удаляемого сывороточного белка, микрофильтрация обезжиренного молока дает ряд концентратов мицеллярного казеина (КМК), которые имеют скорректированное соотношение казеин: сывороточный белок (табл. 1) [6]. Наиболее распространенным является продукт с соотношением 92:8.
Функционально-технологические свойства КМК и КМБ аналогичны. Однако за счет преобладания мицеллярного казеина, КМК является уникальным белковым концентратом, со свойствами, которые делают его идеальным ингредиентом для разнообразных пищевых продуктов: наличие в составе кальция, связанного с казеином; пониженное содержание лактозы; мягкий вкус; белый цвет сухого продукта, способность формирования сливочного вкуса и т.д. [7]. КМК может сохранять термостабильность при температуре выше 80°C, при пониженной температуре концентраты образуют термообратимый гель, который при нагревании переходит в жидкое состояние без изменения функциональности [8]. Область применения КМК связана с использованием его, как ингредиента для спортивного и функционального питания, а также для стабильных при хранении прозрачных белковых напитков, обогащением молочных продуктов, хлебобулочных изделий, мясных продуктов и др.
С точки зрения финансовой привлекательности КМК является одним из перспективных белковых ингредиентов. Согласно прогнозам [9] к концу 2027 года мировой рынок мицеллярного казеина достигнет около 1050 млн долларов США при среднегодовом темпе роста 6,1%, в то время как среднегодовой темп роста КМБ оценивается в 5,3%.
Микрофильтрационный пермеат молока, который также называют нативной сывороткой, в отличие от ультрафильтрационного, содержит растворимые сывороточные белки в нативном состоянии. В отличие от подсырной сыворотки микрофильтрационный пермеат не содержит остаточного жира, микроорганизмов, ферментных препаратов, гликомакропептида и других продуктов ферментного и микробного гидролиза, а также компонентов молочного сырья, образующихся при сычужном свертывании молока. Поэтому в качестве ингредиента сухая нативная сыворотка будет обладать рядом преимуществ, при использовании, например, в рецептурах смесей для грудного вскармливания, когда к компонентам, которые могут переходить в сыворотку в цепочке технологических операций переработки молока предъявляются особо жесткие требования.
Таким образом, фракционирование молока с использованием мембранных технологий является современной концепции безотходной технологии использования всех компонентов молочного сырья. Немаловажный фактор при реализации концепции – четкое понимание состава и свойств сырья и готовых продуктов, а также технологических этапов и единиц оборудования, обеспечивающих получение готового продукта требуемого качества. ООО «ДМП» совместно с Vzduchotorg, реализован целый ряд проектов, связанных с получением сухих ингредиентов, как из молочной сыворотки, так и из молока. Эффективность внедренных технологических решений является наглядным примером того, что производство ингредиентов на основе молока для российских предприятий является перспективной альтернативой эффективной переработки молочного сырья.
Vanderghem, C., Bodson, P., Danthine, S., Paquot, M., Deroanne, C., & Blecker, C. (2010). Milk fat globule membrane and buttermilks: from composition to valorization. Biotechnologie, Agronomie, Société et Environnement, 14, 485-500.
Володин Д. Н. Высокобелковые продукты на основе фракционирования молока / Д. Н. Володин и др. // Молочная промышленность : научно‐технич. и производств. журнал. ‐ 2020. ‐ N 9. ‐ С. 55‐58 . ‐ ISSN 1019‐8946
Лактоза и ее производные / Б. М. Синельников, А. Г. Храмцов, И. А. Евдокимов и др. СПб. : Профессия, 2007.
Carter B.G., Cheng N., Kapoor R., Meletharayil G.H., Drake M.A. Invited review: Microfiltration-derived casein and whey proteins from milk, Journal of Dairy Science, V 104, Issue 3, 2021, P 2465-2479, ISSN 0022-0302, https://doi.org/10.3168/jds.2020-18811.
Suthar J, Jana A, Balakrishnan S (2017) High Protein Milk Ingredients — A Tool for Value-Addition to Dairy and Food Products. Journal of Dairy, Veterinary & Animal Research 6(1): 00171. DOI: 10.15406/jdvar.2017.06.00171
Хорошо известно, что молоко, которое, по выражению академика И.П. Павлова, является «изумительной и наиболее совершенной пищей, приготовленной самой природой», всегда составляло значимую долю рынка пищевых продуктов. Однако отношение потребителя к молоку как к пищевому продукту постепенно меняются от восприятия его на уровне «еды», до современных представлений о пищевой ценности входящих в его состав компонентов. Привычные критерии (вкусовые характеристики, доступность, цена) понемногу вытесняются критериями влияния продуктов на здоровье и безопасность, что, в свою очередь, требует от производителей выпуска продукции со свойствами, выходящими за рамки стандартных характеристик. Уникальный компонентный состав молока позволяет превращать основной продукт питания в сырье для производства функциональных ингредиентов с заданными свойствами. Основой большинства технологий ингредиентов из молока является его мембранная обработка с использованием процессов микро-, ультрафильтрации (рис. 1) либо их комбинаций, которые позволяют фракционировать молоко без изменения фазового состояния отдельных компонентов, минимизируя денатурирующее воздействие на белки, витамины и другие биологически важные составляющие перерабатываемого сырья [1].
Рисунок 1. Направления фракционирования казеиновой фракции обезжиренного молока
В традиционной переработке молока мембранные технологии используются, например, для концентрирования белка при производстве сыра. В зависимости от вида сыра сырье может быть сконцентрировано в 1,2–6,0 раза [2], за счет чего увеличивается выход в готовом продукте, сокращаются потери белка в виде казеиновой пыли, уменьшается расход энергоносителей, сервисных сред и т.д. Это в конечном счете повышает экономическую эффективность производства. При мембранном фракционировании компонентов молочного сырья процесс ультрафильтрации является основой получения концентратов и изолятов молочного белка (КМБ / ИМБ) (рис. 2), в которых соотношение казеин/сывороточные белки остается аналогичным этому соотношению в обрабатываемом сырье. КМБ широко применяется в пищевой промышленности для производства сыров, кондитерских изделий, йогуртов, мороженого, мясных продуктов, хлебобулочных, кондитерских изделий, шоколада, кофе. ИМБ входят в рецептуры продуктов спортивного питания, продуктов для снижения веса, энтерального и лечебного питания и т.д. [4]. Микрофильтрация используется для получения концентратов мицеллярного казеина (КМК). КМК – это неденатурированный казеин в естественной глобулярной структуре. В зависимости от количества удаляемого сывороточного белка, фракционирование обезжиренного молока дает ряд концентратов, отличающихся по соотношению казеин/сывороточные белки (рис. 2).
Рисунок 2. Фракционный состав белковых концентратов на основе молока
Это соотношение может варьироваться от 80:20, типичного для молока, до 95:5 в высокоочищенном КМК. Как правило, КМК должен иметь соотношение казеин/сывороточные белки не менее 92:8. Также как и при получении КМБ, для увеличения содержания общего белка в сухом веществе, снижения содержания лактозы и минеральных веществ может использоваться дополнительный шаг диафильтрационной обработки [3]. Основной областью применения КМК, особенно с высоким содержанием белка в сухом веществе, является спортивное питание. С другой стороны, амфипатическая структура, отсутствие стабильных вторичных и третичных структур казеинов способствуют их высокой поверхностной активности, что придает КМК хорошие пенообразующие и эмульгирующие свойства. Поэтому КМК включают в рецептуры самых разнообразных пищевых продуктов, таких как аналоги сыра, кремы для взбивания, сливочные ликеры, мясные изделия, различные диетические продукты [4]. Можно отметить, что в последние годы наблюдается определенный рост интереса к фракциям чистого казеина, особенно к β-казеину, благодаря его физико-химическим свойствам, биологическим и технологическим свойствам [5]. β-казеин имеет очень высокую поверхностную активность и может найти применение в качестве высокоактивного эмульгатора или пенообразователя. Обогащение молока β-казеином улучшает его сыродельные свойства. Этот белок также может включаться в смеси для грудного вскармливания для их адаптации. Фракция αS -казеина имеет структуру, позволяющую использовать ее в качестве структурообразователей и стабилизаторов. В процессах разделения фракций казеина, помимо мембранных процессов, используется их селективное осаждение, ионообменная хроматография, электрофорез и т.д. Если говорить о еще более глубоком фракционировании с использованием ферментативной обработки, то чистые фракции казеина являются источниками пептидов с биологической/физиологической активностью, например пептидов, которые обладают антигипертензивной активностью или способствуют всасыванию минералов [6]. С точки зрения перспектив промышленной реализации следует принимать во внимание, что технологии производства функциональных белковых ингредиентов требуют определенных капитальных затрат, которые связаны с организацией участка мембранной обработки сырья, подготовкой сырья к фракционированию, модернизацией или приобретением современного сушильного оборудования. Поэтому, начиная внедрение подобных технологий, следует ориентироваться в первую очередь на продукты, для которых прогнозируется устойчивый рост рынка. Так, например, по оценке GlobeNewswire, к концу 2027 г. мировой рынок КМК достигнет около 1050 млн долл. США, а КМБ – 3,44 млн долл. США, при этом в течение прогнозируемого периода (2019–2027 гг.) среднегодовой темп роста составит 6,1 и 4,0 %, соответственно. Тем не менее при должной организации такие технологии могут быть инвестиционно привлекательными, поскольку предприятие получает возможность вырабатывать ингредиенты с высокой добавленной стоимостью, не имеющие отечественных аналогов и способные конкурировать с импортными ингредиентами.
Список литературы
1. Мягкие сыры с УФ-концентратами / О.А. Суюнчев, И.Е. Евдокимов, А.С. Рудаков, Н.Я. Дыкало // Сыроделие и маслоделие. – 2007. – № 1. – С. 21–22.
2. Володин Д.Н. Процессы ультрафильтрации в рентабельной технологии сыров / Д.Н. Володин, И.А. Евдокимов, И.К. Куликова // Молочная промышленность. – 2019. – № 9. – С. 18–20. – ISSN 1019-8946
3. Carter B.G. Invited review: Microfiltration-derived casein and whey proteins from milk / B G Carter, N Cheng, R Kapoor, G H Meletharayil, M A Drake // Journal of Dairy Science. – 2021. – Vol. 104, No. 3.
4. Rebouillat S. Potential Applications of Milk Fractions and Valorization of Dairy By-Products: A Review of the State-ofthe-Art Available Data, Outlining the Innovation Potential from a Bigger Data Standpoint / S Rebouillat, S. OrtegaRequena // Journal of Biomaterials and Nanobiotechnology. – 2015. – Vol. 06. – No. 03. – P. 27.
5. Atamer Z. Isolation of casein protein fractions / Z. Atamer, K. Thienel, A. Holder, T. Schubert, R. Boom, J. Hinrichs // Advances in Food Science and Human Nutrition. – 2017 – Vol. 1, No. 1.
6. Mohantya D.P. Milk derived bioactive peptides and their impact on human health – A review / D.P. Mohantya, S. Mohapatra, S. Misrac. P.S. Sahub // Saudi Journal of Biological Sciences. – 2016. – Vol. 23. – Issue 5. – P. 577–583.
В начале прошлого года производство сыров в России достигло 86,7 тыс. тонн [1], подтверждая тенденцию, которая наблюдается уже в течение несколько последних лет. Причем, отмечался [2] опережающий рост выпуска твердых и полутвердых сыров, составляющих порядка 63% сырной корзины российского потребителя.
Основной особенностью твердых и полутвердых сыров является относительно низкое содержание влаги в продукте, за счет чего формируется мягкий выраженный вкус и аромат, плотная, умеренно пластичная консистенция с глазками круглой, овальной, продолговатой или неправильной формы [3, 4].
Рассматривая структуру сыра, можно отметить, что, как и другие продукты питания, он имеет иерархическую структуру, масштаб которой варьируется от молекулярного до макроуровня. На макроуровне сыр представляет собой совокупность частиц сырного зерна [5]. На микроуровне его структуру можно определить как гель, состоящий из пористой белковой матрицы, в которую встроены жировые шарики, вода, минералы, микроорганизмы и растворенные вещества (лактоза, молочная кислота, минеральные вещества, пептиды и др.). Эта структура определяет пространственное расположение компонентов и их взаимодействие, на которые в свою очередь, влияет, как содержание каждого компонента, так и его свойства (например, остаточный заряд казеина, состав мембран жировых шариков, состояние минеральных веществ и др.) [5]. Взаимодействие компонентов в значительной степени зависит от условий, каждого технологического этапа производства: интенсивности и продолжительности механического воздействия, нарастания рН, температуры и др. [6].
Для полутвердых и твердых сыров используются довольно жесткие условия обработки сгустка и постановки сырного зерна, направленные на получение зерен перед формованием размером (5 – 7) мм и с влажностью сгустка после прессования порядка (43 – 46) % [6]. Несмотря на близкие параметры большинства технологических этапов (рис. 1), структура, физико-химические и органолептические свойства полутвердых и твердых сыров значительно отличаются даже в пределах одной группы.
Рисунок 1. Пример режимов технологических этапов производства сыров твердой и полутвердой группы
Одной из операций, определяющих формирование типичной структуры сыра, является формование. В процессе формования происходит удаление свободной сыворотки, находящейся между частицами сырного зерна и сыворотки, содержащейся внутри зерна и соединение зерен в «монолит». Метод проведения процесса формования определяется видом вырабатываемого сыра. При выработке полутвердых сыров с хорошо развитым пустотным рисунком, типа российского, используется формование насыпью и наливом. В этом случае сначала удаляется большая часть сыворотки из перерабатываемой смеси. Затем, при формовании насыпью, оставшаяся сыворотка отделяется на специальном оборудовании и зерно насыпается в индивидуальные или групповые формы. При формовании наливом зерно тщательно перемешивается с оставшейся сывороткой и подается в формующие устройства или непосредственно в формы. И в том, и в другом случае, внутри сформованного пласта остается большое количество мелких пустот, которые постепенно увеличиваются в процессе созревания за счет образования углекислого газа. Поэтому полученный сыр приобретает текстуру с неправильными глазками и пустотами угловой и щелевидной формы (рис. 2а).
При производстве сыров типа голландского и швейцарского с хорошо развитым рисунком в виде глазков круглой или овальной формы проводится процесс формования «из пласта».
Cырное зерно оседает и формирует пласт под сывороткой, который после слива сыворотки подпрессовывают, разрезают на равные куски и помещают в формы. Подпрессовка деформирует зерна, уменьшает расстояния между ними, за счет удаления сыворотки. Сырная масса становится плотной, с небольшими и одинаковыми межзерновыми пространствами, заполненными сывороткой. Это исключает попадание воздуха внутрь сырной массы и предупреждает образование неправильного, пустотного щелевидного рисунка сыра.
Рисунок 2. Структура сыров с низкой (а) и высокой (б) температурой 2-го нагревания
Одной из задач при реализации сыродельных производств является определенная унификация процесса, позволяющая проводить формование разного вида сыров на одном оборудовании. Для крупномасштабных производств компания ДМП, совместно с VPS, предлагает использование универсальных колонн (рис.3). Колонна формования представляет собой полностью автоматизированную непрерывную систему, обеспечивающую дренаж сыворотки, подпрессовку, точную формовку сырных блоков и заполнение форм за один технологический цикл. Оборудование применяется для производства твердых и полутвердых сыров. Смесь сырного зерна и сыворотки, поступающие из буферного танка, заполняют вертикальную колонну в установке. Затем сырные зерна постепенно слипаются друг с другом, образуя пласт, а сыворотка сцеживается. По мере опускания сырного зерна в колонне его плотность возрастает. В результате на дне колонны образуется один большой блок сырного зерна. При выходе продукта из колонны он нарезается на порции, которые перемещаются в форму, а затем подаются на прессование. Величина давления при прессовании зависит от конкретного сорта сыра. Одновременно осуществляется сбор и выгрузка сыворотки для дальнейшей обработки. Для создания специфичной структуры при производстве сыра «Российского» зерно подается в колонны через отделитель сыворотки, для производства твердых сыров — зерно формируется под слоем сыворотки.
Вторым вариантом организации процесса формования на оборудовании VPS является использование горизонтальных формовочных аппаратов. Формовочный аппарат используется для удаления сыворотки и предварительного прессования сыров. При производстве сыров, формуемых из пласта, в аппарат из сыроизготовителей подается сыворотка и масса сгустка формируется под слоем сыворотки. При производстве сыров насыпью сгусток из сыроизготовителей подается сначала на отделитель сыворотки – барабан, где отделяется основная часть сыворотки и в аппарате формируется зерно. После пред-прессовки пласт «выезжает» из ванны, режется на блоки и по конвейеру подается к установке для вкладывания сыров в формы.
Таким образом, использование оборудования VPS позволяет осуществлять процесс формования сыров, насыпью, наливом и из пласта, обеспечивать автоматическое наполнение форм, равномерность по весу между головками в рамках партии, бесконтактную мойку с помощью CIP-станции.
ГОСТ 32260-2013 Сыры полутвердые. Технические условия
ГОСТ 27568-87 Сыры сычужные твердые для экспорта. Технические условия (с Поправкой)
Lamichhane P., Symposium review: Structure-function relationships in cheese / P. Lamichhane, A. L. Kelly, J. J. Sheehan. – Journal of Dairy Science. – Vol. 101 No. 3, 2018
Скотт, Р. Производство сыра. Сырье, технология, рецептура / Р. Скотт, Р. Робинсон, Р. Уилби. — Москва: СИНТЕГ, 2012. — 468 c.
Приглашаем вас посетить нашу компанию на 19-ой Международной выставке оборудования для производства молока и молочной продукции «DairyTech 2021» @dairytech.expo
Промокод для бесплатного посещения выставки — dt21ePMMD — укажите его при регистрации на сайте выставки.
Будем рады увидеть вас в числе наших гостей и надеемся, что посещение этого мероприятия окажется для вас всесторонне полезным!
Современная тенденция повышения спроса на молочные продукты с высоким содержанием белка все больше активизирует развитие мирового рынка сыров, в том числе так называемых голубых сыров. Голубыми сырами принято называть твердые, полутвердые и мягкие сыры, имеющие специфический «пикантный» вкус, гладкую, мягкую кремовую текстуру с характерными голубоватыми, синими или даже черными прожилками, которые им придает рост плесени Penicillium roqueforti. Интересно, что одной из причин возрастающей популярности голубых сыров зарубежные аналитики [1] называют тенденцию к восприятию потребителями данного вида сыров как продукта здорового питания. Считается, что такие сыры, помимо основных питательных веществ, витаминов, микроэлементов, содержат факторы, которые улучшают память и иммунную систему организма [2].
Из наиболее крупных производителей голубых сыров в мире можно выделить ARLA Foods, Fonterra Cooperative Group Ltd., Shaft’s Cheese Company, LLC, Waimata Cheese Company и др.
Сегодня среди более чем 1000 видов голубых сыров, производимых во всем мире, самыми известными сортами считаются французский «Рокфор» (Roquefort), датский «Данаблю» (Danablu), итальянский сыр — «Горгонзола» (Gorgonzola), английский «Стилтон» (Stilton) и испанский — «Кабралес» (Cabrales) [3], каждому из которых присвоен статус PDO / PGI — продукции с защищенным обозначением происхождения / защищенным географическим наименованием. Первым сыром с «голубыми прожилками», упомянутым в литературе в 879 г., считается «Горгонзола», а сыр «Рокфор» был описан в таможенных документах в 1070 г.; однако уже в хрониках VIII в. из монастырей упоминается транспортировка «Рокфора» через Альпы [2]. Сыр «Стилтон» упоминался после XVII в., а начало производства «Данаблю», из коровьего молока, относят к 1870-м годам.
Каждый из названных сыров имеет типичные органолептические и физико-химические характеристики (см. таблицу) [2, 4], обусловленные использованием соответствующего сырья и специфическими режимами производства. Сырье — овечье, коровье, козье и буйволиное молоко, может использоваться отдельно или смешиваться в зависимости от типа сыра. Например, знаменитый французский «Рокфор» — Roquefort PDO — должен вырабатываться только из молока овец ла- конской породы, выращиваемых в определенной местности. Причем сырое молоко не должно подвергаться интенсивной термической и механической обработке [4]. Испанский голубой сыр «Гамонедо» (Gamonedo) вырабатывается из смеси коровьего, овечьего и козьего молока.
Процесс производства голубых сыров, как и любых сыров с созреванием, можно разделить на два основных этапа:
1. Первый включает подготовку сырья, внесение сычужного фермента, закваски молочнокислых микроорганизмов, Penicillium roqueforti, формирование и обработку сгустка, посолку сыра в рассоле или сухим способом. Успешность первого этапа главным образом зависит от качества молока-сырья и, конечно, соблюдения технологических режимов, которые достигаются использованием современного и надежного сыродельного оборудования.
Особенности состава и технологических режимов некоторых видов голубых сыров
2. Второй этап — созревание сыра. С точки зрения микробиологии созревания, каждый голубой сыр — это сложная экосистема, отличающаяся кислотностью среды, содержанием соли, O2 и CO2. Именно поэтому для голубых сыров может использоваться специфическая операция прокалывания головки для обеспечения доступа воздуха и поддержания требуемого уровня содержания O2 и CO2. Гетерогенная микросреда создает условия для развития микроорганизмов заквасочной микрофлоры и P. Roqueforti на поверхности и / или в глубине сыра, которые обеспечивают формирование специфических органолептических характеристик. Микроорганизмы заквасочных культур главным образом отвечают за создание требуемой кислотности. Условия развития и штамм P. roqueforti подбираются с учетом протеолитической и липолитической активности, которые отвечают за формирование консистенции и вкусового профиля соответственно. Кроме того, для получения качественного продукта учитывается толерантность штамма P. roqueforti к NaCl, скорость роста и споруляционная способность [4]. Срок созревания (см. таблицу) зависит от типа голубого сыра. Процесс проводится при низких температурах (8-12 °C) и высокой относительной влажности (85-95 %).
Перспективность сегмента голубых сыров на современном рынке обусловлена, в том числе, и довольно высокой рентабельностью производства.
Интересно, что одной из причин возрастающей популярности голубых сыров зарубежные аналитики называют тенденцию к восприятию потребителями данного вида сыров как продукта здорового питания.
Конечно, при условии изготовления сыров высокого качества. Выполнение этого условия требует комплексного подхода, сочетающего опыт и знания — и не только технологических приемов производства, с использованием эффективного оборудования, начиная от стадии приемки и хранения сырья и заканчивая упаковкой готового продукта. Совместно с компанией VPS engineering (Чехия) ООО «ДМП» предлагает к реализации как комплексные технологические линии производства голубого сыра, так и отдельные участки. При этом эффективность наших решений подтверждают успешно реализованные и функционирующие производства сыров с плесенью в Европейском союзе, а также в России и Белоруссии, одним из недавних примеров может служить запущенная в этом году в Словацкой Республике полностью автоматизированная линия производства голубого сыра мощностью 80 т молока сырья в сутки, причем это уже вторая линия, установленная предприятием.
Frias J. Fermented Foods in Health and Disease Prevention, 1st Edition / J. Frias, C. Martmez-Villaluenga, E. Penas. — Academic Press. — 2017. — P. 788. — ISBN-10: 0128025492. — ISBN-13: 9780128025499. — DDC: 664.024.
Santiago-Lopez L. Invited review: Bioactive compounds produced during cheese ripening and health effects associated with aged cheese consumption / L. Santiago-Lopez, E. Aguilar-Toala, A. Hernandez-Mendoza, B. Vallejo- Cordoba, A.M. Liceaga, A.F. Gonzalez- Cordova. — Journal of Dairy Science. — V. 101. — I. 5. — 2018. — P. 3742-3757.
Cantor M.D., Van Den Tempel T., Hansen T.K., & Ardo Y. (2017). Blue cheese. In P. McSweeney, P. Fox, P. Cotter & D. Everett (Eds.), Cheese (4th ed., Chap. 37, Р. 929-954). Amsterdam: Elsevier. [Электронный ресурс] — http://dx.doi.org/10.1016/B978-0-12- 417012-4.00037-5
Сегодня сухие белковые концентраты из молочного сырья широко используются в рецептурах самых разнообразных пищевых продуктов, так как обладают уникальными питательными и функциональными свойствами. Предлагаемый вашему вниманию материал продолжает цикл статей, посвященных анализу способов производства и требованиям, предъявляемым к качеству и безопасности таких продуктов [1], в частности, концентратам, белковая часть которых представлена основным белком молока — казеином [2].
Казеин составляет примерно 80 % белков молока и представлен несколькими фракциями: αS1, αS2, β, æ-казеин. Соотношение фракций казеина значительно варьируется в молоке разных видов, например, женское молоко содержит порядка 70% β-казеина, а фракции αS1, αS2 практически отсутствуют. В свою очередь коровье молоко включает практически равное количество фракций β- и αS1— казеина. Эта особенность довольно важна, например, при разработке рецептур адаптированного детского питания, т.к. каждая фракция казеина обладает индивидуальными функциональными свойствами за счет специфичной аминокислотной последовательности первичных структур.
Согласно современным представлениям [3, 4, 5] в молоке казеин находится в виде мицелл (рис 1), представляющих собой сложные комплексы гибких казеиновых молекул, связанных нанокластерами фосфатов кальция, причем составляющие его фракции не имеют четко определенной вторичной и третичной структуры [3, 4]. В отличие от истинных глобулярных белков, мицелла казеина почти не содержит а-спиралей и, вероятно, занимает промежуточное положение между компактной структурой глобулы и структурой беспорядочного клубка. Такая структура делает казеин легко гидролизуемым протеолитическими ферментами в нативном (природном) состоянии без предварительной денатурации [6].
Рисунок 1. Схематическое изображение модели Холта. Фосфат кальция образует нанокластер, так как взаимодействует с фосфосерильным остатком казеинов (а) [6] Электронная микрофотография отдельной казеиновой мицеллы (б) [5]
аб
Технологии получения концентратов, содержащих казеин, основаны на двух принципах: мембранного фракционирования и создания условий агрегации мицелл казеина. Последний метод используется для получения кислотного и сычужного казеина, а также коприципитатов (рис.2). Агрегация мицелл казеина в изоэлектирической точки дозированием минеральных или органических кислот, а также в результате молочнокислого брожения используется для получения кислотного казеина. Нарушение стабильности мицелл казеина путем воздействия ферментных препаратов применяется при производстве сычужного казеина (табл. 1). При обработке казеинового сгустка растворами щелочей образуются казеинаты натрия, калия, кальция. Совместное осаждение белков молока путем хлоркальциевой коагуляции позволяет получать коприципитаты, которые содержат как казеин, так и сывороточные белки молока. Осажденный казеин отделяется от сыворотки, промывается, обезвоживается, измельчается и высушивается. В пищевой промышленности казеин, казеинаты и коприципитаты, главным образом, используются как стабилизирующая и эмульгирующая добавка для мороженого, растительных сливок, также при выработке творога и сыра, как структурообразователи при выработке плавленых сыров, мясных продуктов, также в рецептурах хлебобулочных изделий. Основная особенность этих добавок заключается в том, что казеин находиться в денатурированной форме, что оказывает влияние на его функциональные и технологические свойства [7].
Таблица 1. Примеры состава высокобелковых концентратов на основе фракционирования белков
Продукты
КМБ/ИМБ [1]
КМК/ИМК [1]
Сычужный/кислотный казеин [10]
Казеинат натрия/кальция [10]
Массовая доля белка в СВ, не менее %
81,0/89,5
86,0 / 88,1
90,0 / 90,0
90,0
Соотношение казеин/сывороточные белки
80:20
90:5
—
—
Массовая доля, %, не менее
влаги
5,0
5,0 / 3,0
12,0 / 12,0
5,5
жира
1,5 / 1,6
3,0 / 1,1
1,0 / 1,0
1,5
лактозы
5,0 / 0,7
3,0 / 1,0
0,2 / 0,1
0,2
золы
7,5 / 6,3
7,5 / 7,3
7,5 / 2,2
4,0
Рисунок 2. Блок-схема выработки белковых концентратов на основе молока
Из четырех основных мембранных процессов (микрофильтрации, ультрафильтрации, нанофильтрации и обратного осмоса) для фракционирования казеина от составных частей молочного сырья используется микро- и ультрафильтрация обезжиренного молока. Ультрафильтрация молочного сырья позволяет отделить коллоидные частицы и высокомолекулярные вещества, размер которых составляет от 0,001–0,05 мкм или 5000–500000 дальтон. Из белковых ингредиентов молока, без учета молочного жира, в этот диапазон попадают и казеин, и сывороточные белки. Поэтому продукты, для получения которых используется процесс ультрафильтрации, называют концентратами молочного белка (КМБ) (табл.1). В КМБ соотношение казеин/сывороточные белки остается таким же, как и в цельном молоке, а содержание общего белка в сухом веществе составляет от 40 до 85 % [11].
Ультрафильтрация в сочетании с диафильтрацией позволяет получать изоляты молочного белка (ИМБ) с содержанием белка в сухом веществе около 90%. КМБ и ИМБ, в отличие от коприципитатов, полученных методом хлоркальциевой коагуляции, характеризуется большим содержанием неденатурированных белков, т.к. технологический цикл производства не связан с высокотемпературной термической обработкой. Это позволяет использовать КМБ / ИМБ в качестве ингредиента в продуктах спортивного питания, продуктах для снижения веса, смесях для энтерального и лечебного питания и т.д. [11]. КМБ широко применяется в пищевой промышленности для производства сыров, кондитерских изделий, йогуртов, мороженого, мясных продуктах, хлебобулочных изделиях, кондитерских изделиях, шоколаде, кофе.
Процесс микрофильтрации предполагает разделение систем на мембранах с размером пор в диапазоне 0,05 – 10 мкм. Из основных компонентов молока в этот диапазон укладывается лишь жировые шарики, казеиновые мицеллы, а также присутствующие в молочном сырье микроорганизмы. Соответственно и использование микрофильтрации в молочной промышленности до недавнего времени было связано в основном с удалением бактерий и спор из обезжиренного молока, рассолов. Также удаление жира путем микрофильтрации является одним из технологических этапов производства изолятов сывороточных белков.
С 1990-х годов микрофильтрацию начали использовать для отделения казеиновой мицеллы от остальных компонентов молока, с получением концентратов мицеллярного казеина (КМК). КМК — это неденатурированный казеин в естественной глобулярной структуре, включающей все фракции казеина. В зависимости от количества удаляемого сывороточного белка, микрофильтрация обезжиренного молока дает ряд концентратов, отличающихся по соотношению казеин/сывороточные белки [8]. Дальнейшее концентрирование и диафильтрация могут увеличить общий белок в сухом веществе, за счет перехода лактозы и части солей в безбелковую фракцию, но соотношение белковых фракций не изменится. Продукты, полученные при более глубоком удалении низкомолекулярных фракции, по аналогии с КМБ называют изолятами мицеллярного казеина (табл.1 [9]).
Функционально-технологические свойства КМК и КМБ аналогичны. Однако за счет преобладания казеина, КМК является уникальным белковым концентратом, сохраняющим термостабильность при температуре выше 80 °C. При пониженной температуре концентраты образуют термообратимый гель, который при нагревании переходит в жидкое состояние без изменения функциональности [12].
Область применения КМК связана с использованием
его, как ингредиента для спортивного и функционального питания, а так же для
стабильных при хранении белковых напитков, обогащением молочных продуктов,
хлебобулочных изделий, мясных продуктов и др.
Более глубокая переработка КМК связана с возможностью
получения очищенных нутрицевтических производных молочных белков: отдельных
казеинов (в частности, β-казеина)
или гликомакропептида.
Рассматривая обобщенную
схему производства сухих высокобелковых концентратов из молока (рис. 2), можно
выделить несколько основных этапов:
Этапы выработки КМК и КМБ с ориентировочным
массовым балансом для переработки 300 т обезжиренного молока в сутки,
основанным на данных [13, 14] приведены на рис. 3 и 4.
Подготовка сырья включает обязательное удаление
жира до значения не более 0,05%, так как размер жировых шариков молока лежит в диапазоне
0,05–10 мкм, и при микрофильтрации, и при ультрафильтрации они будут накапливаться
в концентрированной фракции, понижая массовую долю белка в сухом веществе и,
соответственно, ценность коммерческого продукта. Пастеризацию обычно
рекомендуется проводить при температурах до 85 оС, для того чтобы
обеспечить микробиологическую чистоту продукта при минимальном воздействии на
казеиновую фракцию белков [17].
Иногда для получения требуемых микробиологических показателей сырье может
дополнительно обрабатываться путем бактофугирования или микрофильтрации.
Пастеризованное сырье затем охлаждается до температуры мембранной обработки.
Температурные режимы микрофильтрации и
ультрафильтрации обуславливаются необходимостью поддержания эффективной скорости
фильтрации при максимальном переходе небелковых веществ в пермеат и минимальном
загрязнении мембранной поверхности.
В промышленных условиях используется как высокотемпературный (50 – 55 оС ) – «теплый процесс», так и низкотемпературный процесс (10 – 12 оС ) – «холодный процесс».
Повышенные температуры позволяют
работать установкам с большей производительностью, снижать площадь мембранной
поверхности, а значит и стоимость системы в целом, однако при этом требуется
более частая мойка оборудования, не реже чем через 10 часов, и как следствие
расходы на специализированные моющие средства возрастают как минимум в два
раза. Затраты на электроэнергию также могут быть снижены, за счет снижения
вязкости перекачиваемого ретентата. С другой стороны, существует вероятность большей
степени удерживания в ретентате кальция молока, который переходит из
ионной формы в коллоидную, связывается с белками. Фосфаты кальция,
растворимость которых снижается при повышении температуры могут явится причиной
быстрого загрязнения мембран. Низкие температуры процесса снижают буферную
емкость концентратов обезжиренного молока, что способствует удалению
растворимого кальция и фосфора, повышают функциональность белковых концентратов
(эмульгирование, растворимость и термостабильность).
Неотъемлемой частью процесса мембранной
фильтрации обезжиренного молока для получения концентратов с высоким
содержанием белка, является диафильтрация, режим которой в значительной степени
определяет остаточное содержание небелковых компонентов. Как правило, на первом
этапе обработки коэффициент объемного концентрирования (VRF — Volumetric
reduction factor) составляет 3 – 4 единицы. Вязкость получаемого ретентата
повышается, что значительно тормозит дальнейший процесс концентрирования.
Использование диафильтрации с объемами обратноосмотической воды равными
нескольким объемам ретентата, полученного на первом этапе, позволяет сконцентрировать
белковую составляющую сырья в 6 – 7 раз от первоначального содержания и тем
самым увеличить долю белка в сухом веществе сконцентрированной фракции (рис. 3
и 4). Во время диафильтрации вода добавляется последовательно на разных этапах
процесса фильтрации, разбавляя концентрированный ретентат, снижая вязкость, и
обеспечивая переход водорастворимых компонентов в пермеат.
Массовая доля сухих веществ, концентратов
молочного белка и мицеллярного казеина из-за их высокой вязкости не должна
превышать 30% [16]. Поэтому, продукт
направляется на сушку непосредственно после фракционирования, хотя существуют
технологические решения, предлагающие дополнительное концентрирование ретентата
методами нонофильтрации или обратного осмоса [15].
Режимы
распылительной сушки концентратов и конструкция оборудования должны быть
направлены на предотвращение денатурации белков, и, соответственно, ухудшению
функциональных свойств сухих продуктов. Для
получения качественного продукта необходимо использовать многостадийную сушку,
которая позволяет снизить степень денатурации белков, а также минимизирует
затраты энергии. Пониженные температуры воздуха на входе и выходе из
сушильной башни [15] способствуют получению продукта с частицами правильной
сферической формы, с лучшей растворимостью, сыпучестью, органолептическими
показателями.
Таким образом, анализ
технологий высокобелковых концентратов на основе мембранного концентрирования/
фракционирования белков молока показывает, что их внедрение требует резервов качественного
молочного сырья, доступного для переработки на высокобелковые ингредиенты.
Кроме того, потребуются определенные капитальные затраты на закупку
оборудования для процессов подготовки, мембранной обработки сырья, современного
сушильного оборудования. Но тенденции развития мирового рынка высокобелковых
ингредиентов, с прогнозом увеличения мирового рынка концентрата молочного белка
со среднегодовым темпом роста 2,9 %, мицеллярного казеина 4% в период с 2020 по
2025 [17] свидетельствуют о том, что данная технология может быть
инвестиционное привлекательной.
Список литературы
Володин, Д.Н. Перспективы производства сухих белковых ингредиентов на основе молочного сырья / Д.Н. Володин, А.С. Гридин, И.А. Евдокимов // Молочная промышленность. 2020. № 1. С. 28–30.
Володин, Д.Н. Влияние производственных процессов на функционально-технологические свойства концентратов сывороточных белков / Д.Н. Володин, И.А. Евдокимов, В.К. Топалов, И.К. Куликова // Молочная промышленность. 2020. № 4. С. 52-54.
Phoebe X. Qi. Review Studies of casein micelle structure: the past and the present / X. Qi Phoebe // Lait. 2007. – V87. – P. 363–383. – Режим доступа: www.lelait-journal.org DOI: 10.1051/lait:2007026.
Dalgleish, D.G. A possible structure of the casein micelle based on high-resolution field-emission scanning electron microscopy / D.G. Dalgleish, P. Spagnuolo, H.D. Goff // International Dairy Journal. – 2004. V14. – P.1025–1031. DOI: 10.1016/j.idairyj.2004.04.008.
Просеков, А.Ю. Анализ состава и свойств белков молока с целью использования в различных отраслях пищевой промышленности /А.Ю. Просеков, М.Г. Курбанова// Техника и технология пищевых производств: НТЖ.- Кемерово, 2009.- № 4.- С.68-71.
Suthar, J. High Protein Milk Ingredients — A Tool for Value-Addition to Dairy and Food Products/ J. Suthar, A. Jana, S. Balakrishnan // Journal of Dairy, Veterinary & Animal Research.-2017. -V 6(1). – P. 259‒265.- 00171. DOI: 10.15406/jdvar.2017.06.00171
Arunkumar, A. Etzel MR. Milk Protein Concentration Using Negatively Charged Ultrafiltration Membranes. / // Foods. – 2018/ — V7(9). – P. 134.
Saboya, L.V., Maubois, J.L. Current developments of microfiltration technology in the dairy industry / L.V. Saboya, J.L. Maubois, // Lait. 2000. – V.80. P. 541–553.
Meena, G.S. Milk protein concentrates: opportunities and challenges / G. S. Meena, A. K. Singh, N. R. Panjagari, S. Arora // J Food Sci Technol. –2017. — V. 54(10). — P3010–3024. Published online 2017 Aug 31. doi: 10.1007/s13197-017-2796-0.
Curtis, W. P. The effect of spray-drying parameters on the flavor of nonfat dry milk and milk protein concentrate 70 / Curtis W. Park, Mark A. Stout, Mary Anne Drake// J Dairy Sci. – 2016. — V99(12). -P. 9598-9610.
Нашей компанией была завершена модернизация линии производства сухих молочных продуктов в компании Danone.
Проведение модернизации сушильного оборудования не менее, а в определенных случаях более сложное техническое решение в сравнении с поставкой нового оборудования, так как зачастую мы ограничены рамками действующего цеха и установленного в нем технологического оборудования.
Тщательная предварительная проработка проекта модернизации и внимание к деталям при его реализации позволили выполнить все поставленные задачи в соответствии с высокими требованиями компании Danone.
Мировой рынок сухих молочных ингредиентов в 2019 г. составил порядка в 53,8 млрд долл. США, а к 2025 г. прогнозируется [1] его увеличение до 81,4 млрд долл. США. Это объясняется значительным ростом осведомленности потребителей о продуктах здорового питания и, как следствие, повышением спроса на такие продукты, в том числе содержащие ингредиенты, полученные на основе молочного сырья. Сегодня для производства большинства сухих молочных ингредиентов, включая сухое обезжиренное и цельное молоко, сухие концентраты и изоляты сывороточного и молочного белка, детское питание, сливки, заменители цельного молока и т.д., используется распылительная сушка молока. По сравнению с другими методами этот метод наиболее универсален и позволяет проектировать рентабельную переработку значительных объемов сырья с широко варьирующимися характеристиками (см. рисунок).
Рис. 1. Основные ингредиенты из молока и молочной сыворотки
Благодаря большому разнообразию таких продуктов, они включаются в качестве функциональных ингредиентов в широкий спектр пищевой продукции: хлебобулочные и кондитерские изделия, продукты для лечебного и спортивного питания, смеси для детского питания и др.
Подбор сухих молочных ингредиентов, используемых в рецептуре пищевых продуктов, определяется показателями компонентного состава, пищевой ценности и безопасности добавки. Не менее важными являются характеристики, обуславливающие конструкцию и режимы эксплуатации оборудования для транспортировки, упаковки, дозирования и других технологических операций, требующихся при использовании того или иного ингредиента, в частности, размер и пористость частиц, насыпная плотность, текучесть, смачиваемость, диспергируемость, растворимость, гигроскопичность, термостабильность и др.
Как правило, и российские, и зарубежные стандарты и спецификации, нормирующие качество сухих молочных ингредиентов, содержат требования лишь к некоторым из них. Например, ГОСТ Р 53456-2009 и ГОСТ 33629-2015 нормируют только индекс растворимости сухого продукта и группу чистоты (наличие посторонних частиц в продукте) [2, 3]. Зарубежные стандарты включают также объемную плотность и насыпной объем продукта, для некоторых видов белковых концентратов нормируется и размер частиц.
Включение высокотехнологичного оборудования — мембранной фильтрации, пленочных выпарных установоки современных распылительных сушильных аппаратов — позволяет организовать процесс производства сухих молочных продуктов на высоком уровне, сокращает до минимума негативное воздействие на компоненты сырья.
Безусловно, указанные параметры являются наиболее значимыми характеристиками ингредиентов. Например, индекс растворимости (нерастворимости / Insolubility index) характеризует меру конечного состояния, до которого компоненты порошка могут быть введены в раствор или стабильную суспензию. Плохо растворимые порошки вызывают трудности при обработке и приводят к значительным потерям при восстановлении. Насыпная плотность также является экономически и функционально важной характеристикой, поскольку определяет требования к материалам и выбор оборудования для упаковки сухих продуктов. Показатель термостабильности сухих продуктов обязательно нормируется для ингредиентов, использующихся в смесях для детского питания. Также термостабильность имеет значение при производстве восстановленных молочных продуктов.
С другой стороны, существует ряд показателей, которые даже без упоминания в спецификациях должны учитываться при выборе технологических режимов переработки сухих ингредиентов. В частности, гигроскопичность имеет большое значение при определении чувствительности сухого продукта к колебаниям влажности и температуры во время хранения и обработки. Смачиваемость, диспергируемость, погружаемость частиц, кофейный тест — обязательные качественные характеристики быстрорастворимых порошков. Сыпучесть, показывающая, насколько свободно частицы порошка движутся относительно друг друга, имеет решающее значение для проектирования пневмотранспорта, устройства наполнения и опорожнения бункеров, дозирования, смешивания и кондиционирования порошков [4]. Как правило, порошки с хорошими характеристиками текучести — это порошки с большими агломератами и небольшим количеством мелких частиц.
Все упомянутые характеристики напрямую зависят как от технологических режимов подготовки молочного сырья и условий концентрирования сырья до подачи на сушку, так и от параметров сушки: тип распылительной сушилки; тип распылителей (форсунки или дисковые); агломерация, температура сушки и др. [5].
Только оптимальные параметры этих производственных процессов обеспечивают необходимое качество конечного продукта.
Ориентация на качество готового продукта — главная задача ООО «ДМП» при проектировании комплексных линий, для достижения которой используются современные мембранные установки, вакуум-выпарные аппараты и распылительные сушилки. Это основное оборудование позволяет внедрить инновационную технологию производства сухих молочных продуктов, обеспечивая их высокое качество и безопасность.
Практический опыт ООО «ДМП» совместно с компанией «Вздухоторг» показывает, что включение высокотехнологичного оборудования, такого как пленочные выпарные установки и современные распылительные сушильные аппараты, позволяет организовать процесс производства сухих молочных продуктов на высоком уровне, сокращает до минимума негативное воздействие на компоненты сырья. Такой подход дает возможность производства новых высокорентабельных и конкурентоспособных продуктов.
Список литературы
New York, Feb. 07, 2020 (GLOBE NEWSWIRE), Reportlinker.com announces the release of the report Dairy Ingredients Market by Type, Application, Livestock, Form And Region — Global Forecast to 2025 — https:// www.reportlinker.com/p04259109/?utm_ source=GNW.
ГОСТ Р 53456-2009. Концентраты сывороточных белков сухие. Технические условия.
ГОСТ 33629-2015. Консервы молочные. Молоко сухое. Технические условия (с Поправками).
Sharma A. Functionality of Milk Powders and Milk-Based Powders for End Use Applications — A Review / A. Sharma, A.H. Jana, R.Sh. Chavan. — Текст : электронный. — Comprehensive Reviews in Food Science and Food Safety. — 2012. — V. 11, issue 5. — P. 518528. doi:10.1111/j.1541-4337.2012.00199.x
Володин Д.Н. Модернизация оборудования для производства сухих молочных консервов / Д.Н. Володин [и др.] // Переработка молока. — 2018. — № 7. — С. 12-14.
Сегодня множество исследований в области питания подтверждает наличие в рационе современного человека дефицита белка по сравнению с другими компонентами пищи — углеводами и жирами. Именно поэтому области использования белковых ингредиентов в последнее время расширяются [1].
Молочная сыворотка, как и все молочное сырье, является одним из наиболее доступных источников полноценного белка. Благодаря уникальному аминокислотному составу сывороточные белки имеют высокую пищевую ценность и широко используются при разработке современных рецептур функциональных продуктов диетического, спортивного и других видов специального питания. Более того, наблюдается тенденция использования добавок, специально разработанных для обогащения белками таких продуктов, как соусы, хлопья для завтрака и т.д. Особым направлением является использование сывороточных белков в детском питании при создании адаптированных или гуманизированных смесей для питания детей раннего возраста [2].
С расширением сферы применения белковых ингредиентов неизбежно возникает вопрос об их доступности на рынке, которая, в свою очередь, зависит от эффективности и доступности технологических приемов, использующихся при производстве белковых ингредиентов. Одной из технологий, которая полностью изменила промышленную переработку сыворотки в целом и сделала процесс получения сывороточного белка экономически и технологически эффективным, была, безусловно, мембранная фильтрация. Изначально основной причиной активного внедрения мембранных процессов стала необходимость обязательной переработки подсырной сыворотки из-за ужесточившихся мер по охране окружающей среды. Наиболее доступной технологией оказалась сушка сыворотки, но процесс был очень энергетически затратен, поскольку в качестве сырья использовалась нативная сыворотка с содержанием сухих веществ порядка 6,5 % [2]. Поиск экономичных способов предварительного концентрирования сыворотки перед сушкой и послужил толчком для внедрения мембранной фильтрации в молочную промышленность, в частности, установок обратного осмоса. Следующим шагом была разработка процесса ультрафильтрации для получения из сыворотки продуктов с высокой добавленной стоимостью. И наконец, к концу XX в. были внедрены два других фундаментальных мембранных процесса — нанофильтрация и микрофильтрация. Таким образом, с начала 1970-х годов способ ультрафильтрационной обработки используется в той или иной форме на всех современных линиях переработки молочной сыворотки.
Рынок коммерческих белковых ингредиентов на основе молочной сыворотки представлен концентратами (КСБ), изолятами сывороточных белков (ИСБ), отличающихся по содержанию белков в сухом веществе [3], а также гидролизатами сывороточных белков (ГСБ). Распространение микрофильтрации обезжиренного молока привело к появлению нового вида сырья, так называемой нативной или мицеллярной казеиновой сыворотки, и, как следствие, новых продуктов — нативного концентрата и изолята сывороточных белков. Сегодня они мало распространены на рынке, но их популярность активно растет, так как они обладают рядом преимуществ за счет специфичного состава белковой фракции [4].
В пределах указанных категорий концентраты и изоляты сывороточных белков как пищевые ингредиенты характеризуются спектром показателей химического состава (массовая доля влаги, белка, лактозы, жира, золы и др.), безопасности (КМАФАнМ, колиформы, E. coli, Salmonella и др.), оговариваемых в соответствующей российской и зарубежной технической документации [5, 6].
Технологические свойства сывороточно-белковых концентратов
Функциональное свойство
Тип действия
Пищевые продукты
Растворимость
Белковая сольватация
Напитки
Абсорбция воды и связывание
Поглощение воды, загустевание
Колбасы, пирожные, хлебобулочные изделия
Вязкость
Сгущение, связывание воды
Супы, заправки для салатов
Застывание
Формирование и фиксация белковой матрицы
Мясо, творог, выпечка, сыр
Когезия-адгезия
Белок действует как клейкий материал
Мясные колбасы, выпечка, макаронные изделия
Эластичность
Гидрофобная связь с глютеном, дисульфидные связи в гелях
Мясо, хлебобулочные изделия
Эмульгирование
Формирование и стабилизация жировых эмульсий
Колбасы, заправка для салата, забеливатели для кофе и чая, сухие супы, пирожные, детское питание
Вспенивание
Образует стабильную пленку для захвата газа
Взбитые десерты, пирожные, взбитые топпинги
С точки зрения ингредиентов функционального питания спецификации КСБ и ИСБ также обязательно должны содержать информацию о пищевой ценности продукта: аминокислотный профиль, показатели усвояемости белка (коэффициент эффективности белка (PER), биологическая ценность белка (BV), аминокислотный коэффициент усвояемости белков (PDCAAS)), профиль жирных кислот и углеводов, калорийность.
При использовании КСБ и ИСБ в производстве других продуктов питания помимо вышеупомянутых свойств необходимо оценить их функции как пищевого ингредиента (см. таблицу) [7].
И если состав, питательная ценность КСБ и ИСБ в первую очередь зависят от компонентного состава обрабатываемой сыворотки, то функционально-технологические характеристики больше определяются особенностями процессов, используемых для производства продукта. Это обязательно должны учитывать производители белковых ингредиентов.
Полная технологическая схема производства КСБ и ИСБ включает комплекс технологических операций от приемки и хранения сырья до упаковки и хранения готового продукта. Конечно, характеристика входящего сырья будет влиять как на качественные характеристики готового продукта, так и общий расход сырья на выработку единицы продукции. Расход также будет зависеть от вида вырабатываемого концентрата (см. рисунок).
Из ключевых операций, определяющих качество продукта при одинаковом качестве исходного сырья, можно выделить подготовку сыворотки к переработке, непосредственно мембранное фракционирование сырья методом ультрафильт- рации/микрофильтрации и финишные операции, например сушку и др.
Целями предварительной обработки сыворотки являются как обеспечение эффективной работы мембранного оборудования, так и сохранение функциональных, технологический свойств и безопасности конечного продукта. Предварительная обработка сыворотки [4] должна обязательно включать очистку от жира и взвешенных частиц и тепловую обработку — пастеризацию или термизацию. Как правило, пастеризация с температурами до 70 °С не приводит к значительным изменениям функциональных свойств, хотя несколько меняет минеральный профиль продуктов, уменьшая содержание кальция и магния [2]. Кроме этого могут быть задействованы процессы деминерализации, умягчения, регулировки рН, предварительного концентрирования, удаления фосфата кальция и т.д. Стоимость аппаратурного оформления, эксплуатационные расходы, влияние на белковый компонент сырья этих процессов могут быть весьма значительны, поэтому решение о включении их в типовую линию должно быть тщательно обосновано требованиями к функциональности конечных продуктов.
Основной этап технологического цикла — мембранное фракционирование может включать только ультрафильтрационное разделение сыворотки либо сочетание процессов ультра-, диа- и микрофильтрации. Диафильтрация используется при производстве концентратов с высоким содержанием белка, позволяя удалить большую часть лактозы и золы. Микрофильтрация удаляет остаточные липиды из концентратов белка или сыворотки, которые присутствуют не в форме отдельных жировых шариков, а скорее в форме липопротеиновых комплексов. Такие комплексы имеют плотность, равную или превышающую водную фазу и, следовательно, не могут быть удалены обычными методами разделения. Микрофильтрация положительно влияет на функциональность белковых концентратов и изолятов, повышая уровень белка в сухом веществе до 90-95 %. Однако, как было отмечено ранее, включение дополнительной операции увеличивает себестоимость продукта и должно быть обосновано требованиями локального рынка белковых ингредиентов.
Общее влияние ультрафильтрации на функциональность сывороточных белков незначительно и не зависит от температурных режимов, хотя [2] отмечалось увеличение воздействия гидрофобных групп белковых молекул без значительной потери растворимости.
Блок-схема производства КСБ/ИСБ из подсырной сыворотки
Все последующие операции, связанные с переработкой жидкого белкового концентрата до сухого продукта, должны быть направлены на сохранение технологических и функциональных свойств готового продукта и проводиться в максимально мягких
условиях. Например, необходимо по возможности избегать высокотемпературной обработки непосредственно жидкого концентрата, которая негативно сказывается на эмульгирующей, гелеобразующей способности сухих концентратов и их растворимости [3].
Ультрафильтрационные концентраты при производстве высокобелковых ингредиентов характеризуются достаточно высоким содержанием сухих веществ — 24-30 % и более, среди которых основную долю занимают сывороточные белки, т.е. такой концентрат имеет коллоидную природу. Вязкость УФ-концентратов возрастает с увеличением массовой доли белка, снижением температуры и уменьшением сдвиговых воздействий. Чаще всего при нормальных условиях (при 20 °С) вязкость белковых концентратов является величиной непостоянной и продукт проявляет неньютоновский характер течения. При повышении температуры до 50 °С и интенсивном механическом воздействии характер неньютоновского поведения заметно снижается, гидродинамические характеристики улучшаются и обеспечивают требуемый средний размер капель при распылении в сушильной башне. Этот показатель особенно важен при сушке высокобелковых концентратов, содержащих довольно большое количество жира в сухом веществе.
Сухие концентраты и изоляты сывороточных белков — очень легкие порошки с высоким содержанием поглощенного воздуха. Для уменьшения его доли при распылении используется форсунка под давлением.
Тепловые режимы распылительной сушки малоинвазивны: из-за быстрого нагрева и охлаждения за счет испарения внутренняя температура частиц продукта обычно не превышает 60 ° C, т.е. сушка критически не влияет на функциональные свойства концентрата. Тем не менее требуются строгий подбор и соблюдение условий нагрева продукта, подаваемого на сушку, чтобы минимизировать возможность протекания реакции Майяра, вызывающей пороки вкуса и аромата концентратов и продуктов на его основе [8]. При необходимости создания быстрорастворимых концентратов проводится агломерация — процесс создания небольших скоплений частиц, которые обеспечивают повышенную пористость и сокращают время диспергирования порошка в жидкостях.
Срок хранения сухих концентратов сывороточного белка зависит от их состава и условий хранения. В зависимости от производителя срок хранения сухих КСБ и ИСБ составляет от 6 до 36 мес при температуре порядка 2025 °С, влажности 65-76 %. Что касается состава белковых концентратов, то изменения при хранении главным образом связаны с лактозой: происходят лактозилирование белка, потемнение продукта за счет реакции Майяра. Чем выше содержание лактозы в продукте, тем выше вероятность возникновения функциональных изменений в процессе хранения. Безусловно, и белковая фракция может подвергаться изменениям (частичной денатурации, полимеризации, циклизации), и жировая составляющая (окислению липидов) [2, 8]. Но с практической точки зрения контроль содержания свободной лактозы в продукте может действительно помочь быстро определить стабильность сухих концентратов: любое уменьшение содержания свободной лактозы указывает на изменение структурных и (или) функциональных свойств порошков при хранении.
КСБ 80 АО «Молвест»
Таким образом, значительные объемы качественного сырья и современные технологичные подходы к переработке сыворотки путем использования мембранных процессов, характеризующихся простотой обслуживания, низким энергопотреблением, небольшим сроком окупаемости, делают технологию производства концентратов и изо- лятов сывороточных белков инвестиционно привлекательной. Особенно учитывая тенденции современного мирового рынка молочных ингредиентов к устойчивому повышению спроса на высокобелковые продукты [1].
Примером успешной реализации такого проекта в России является АО «Молвест», на площадке которого в 2019 г. специалистами компаний «ДМП» (Россия) и «Вздухоторг» (Словакия) совместно со специалистами молокоперерабатывающего завода внедрена комплексная линия производства первого российского концентрата сывороточного белка 80 %. Установленное оборудование позволяет предприятию из достаточно дешевого и доступного сырья получать функциональные белковые ингредиенты высокого качества с высокой добавленной стоимостью, не уступающие зарубежным аналогам.
Список литературы
1. Global fundus camera market analysis & trends — industry forecast to2025, milk protein market [report] accuracy research. 2019. P.313.
2. Whey Proteins. From Milk to Medicine, 1st Edition, Editors: Hilton C Deeth Nidhi Bansal, Paperback ISBN: 9780128121245, eBook ISBN: 9780128121252. Published Date: 1st September 2018. — 746 p.
3. Володин, Д.Н. Перспективы производства сухих белковых ингредиентов на основе молочного сырья / Д.Н. Володин, А.С. Гридин, И.А. Евдокимов // Молочная промышленность. 2020. № 1. С. 28-30.
4. Burrington, K.J. Technical Report: Milk Fractionation Technology and Emerging Milk Protein Opportunities. Доступно по адресу: http://bit.ly/1clImgChttps://www.yumpu.com/en/ document/read/32392564/milk-fractionation- technology-and-opportunities-technical-report.
5. Swarnalatha, G. Different Approaches to Improve Thermostability of Whey Proteins: A Review / G. Swarnalatha, S. Mor // Int. J. Curr. Microbiol. App. Sci. 2019. V. 8. № 4. P. 1679-1688.
6. ТР ТС 033/2013 «О безопасности молока и молочной продукции».
7. International food standards (FAO/WHO Codex Alimentarius).
8. Carter, B. The effect of spray drying on the difference in flavor and functional properties of liquid and dried whey proteins, milk proteins, and micellar casein concentrates / B. Carter, H. Patel, D.M. Barbano, M. Drake // Journal of Dairy Science. 2018. V. 101. № 5. P. 3900-3909. DOI: 10.3168/jds.2017-13780. Epub 2018 Mar 1.
Компания ДМП (Россия) в тесном сотрудничестве с компаниями Vzduchotorg spol. s r.o. (Словакия) и VPS engineering (Чехия) эффективно решают задачи по разработке комплексных технологических решений для производства сухих молочных продуктов и ингредиентов, сыра и масла в соответствие с мировыми стандартами качества. Участие в выставке DairyTech 2020 является одним из важнейших событий года, которое позволяет прорабатывать с нашими постоянными и новыми партнерами методы увеличения эффективности производств путем оптимального внедрения эффективных технологических решений, повышая результативность нашей деятельности. В рамках проводимой выставки на конференции «Решения в области мембранных методов и развитие рынка ингредиентов из молочного сырья» представитель компании ДМП представил доклад «Особенности производства сухих ингредиентов из молочного сырья», раскрывший наиболее актуальные вопросы современной молочной промышленности.
Современный рынок белковых ингредиентов на основе молочного сырья представлен несколькими основными продуктами:
концентраты и изоляты молочных белков;
концентраты и изоляты мицеллярного казеина;
концентраты, изоляты и гидролизаты сывороточных белков.
Концентраты молочного белка (КМБ) – продукты, получаемые путем фракционирования молока методом ультрафильтрации. КМБ производят из обезжиренного молока, поэтому содержание жира составляет менее 3%, белковой фракции в сухом веществе – от 42 до 85% [1]. Количество небелковых компонентов КМБ корректируется путем дополнительного использования процессов диафильтрации и микрофильтрации. При этом содержание зольного остатка в продукте остается довольно высоким, поскольку белки мицелл казеина, организованные в виде надмолекулярных динамических структур, включают значительное количество коллоидного фосфата кальция. Изоляты молочных белков (ИМБ) содержат около 90% белка в сухом веществе, но соотношение казеина и сывороточных белков и в КМБ, и ИМБ остается таким же, как в молоке (80:20) [2].
Производство концентратов мицеллярного казеина (КМК) основано на микрофильтрации обезжиренного молока. В результате около 70–90% сывороточного белка вместе с лактозой и солями удаляется и соотношение казеин: сывороточный белок в продукте изменяется. Для наиболее распространенных коммерческих продуктов на рынке оно составляет 90:10 и 95:5. КМК при восстановлении придают продукту «молочную белизну», вызванную дифракцией света на казеине в мицеллярной форме, а низкое содержание сывороточных белков значительно повышает термостабильность концентратов и изолятов мицеллярного казеина. Изоляты мицеллярного казеина содержат не менее 85% белка в сухом веществе, меньше жира и лактозы. Зольность, как и для КМБ, остается на уровне 7% [2, 3].
Схема получения белковых концентратов
Концентраты сывороточного белка (КСБ) – это наиболее распространенные белковые ингредиенты, получаемые путем фракционирования сыворотки методом ультрафильтрации. За счет удаления небелковых веществ готовый продукт содержит не менее 25% белка в сухом веществе [4]. В зависимости от используемых технологических приемов сывороточные белки вырабатываются в виде концентратов, изолятов и гидролизатов. По сравнению с изолятами концентраты имеют более высокое содержание жира и лактозы, но включают больше биологически активных соединений [5, 6]. Гидролизаты КСБ получают путем частичного протеолиза белков. Как правило, они используются в рецептурах детского и специализированного гипоаллергенного питания [7].
Можно выделить несколько основных этапов получения белковых концентратов (см. рисунок). При использовании цельного молока-сырья жир удаляют сепарированием до содержания не более 0,05%. Молочная сыворотка очищается от жира, казеиновой пыли и взвешенных частиц. Процесс осуществляется на вибросепараторах (виброситах) и сепараторах-очистителях и сливкоотделителях, разработанных специально для молочной сыворотки. Вибросита обеспечивают извлечение крупных фракций казеиновой пыли и взвешенных частиц. Центробежные сепараторы удаляют мелкую фракцию казеиновой пыли и взвешенных частиц до остаточного содержания не более 0,03% и жир до содержания не более 0,06 %. Перед мембранной обработкой сырье пастеризуется и охлаждается до температуры фильтрации. Для производства продуктов повышенной микробиологической чистоты рекомендуется доукомплектовывать технологическую линию бактофугой либо установкой микрофильтрации. Мембранное фракционирование молочного сырья проводится с использованием полимерных или керамических мембран с размером пор, соответствующим типу фильтрации. Белковые концентраты сушат на распылительных сушилках, оснащенных форсуночным распылителем.
Сравнительный состав белковых концентратов и изолятов
Показатель
КМБ
ИМБ
КМК
ИМК
КСБ 80
ИСБ
Гидролизат КСБ
Массовая доля белка, %, не менее
81
85,5
86
88,1
80
90
80
Соотношение казеин:сывороточные белки
80:20
80:20
90:5
90:5
—
—
—
Массовая доля, %, не менее
влаги
5
5
7
3,3
5
5,5
5
жира
1,5
1,6
3
1,1
7
1
7
лактозы
5
0,7
—
3
5,5
—
3
золы
7,5
6,3
7,5
7,3
4
3,5
6
С точки зрения маркетинга, белковые ингредиенты интересны за счет увеличивающегося спроса на продукты спортивного, детского и лечебного питания. Например, сегмент спортивного питания мирового рынка к 2025 г. достигнет 7739,3 млн долл., увеличившись в среднем на 7,6% с 2016 по 2025 г., по данным Accuray Research LLP. Это способствует включению белка в рецептуры продуктов премиум-класса и создает платформу для новых применений молочного белка.
Безусловно, производство высокобелковых ингредиентов из молока требует определенных капитальных затрат, которые связаны с организацией участка мембранной обработки сырья, модернизацией или приобретением современного сушильного оборудования. Но, как показывает опыт ООО «ДМП», данная технология инвестиционно привлекательна, поскольку предприятие получает возможность вырабатывать функциональные белковые ингредиенты с высокой добавленной стоимостью, не имеющие отечественных аналогов и способные конкурировать с импортными.
Список литературы
Whey Protein Concentrate (WPC) Standard. Режим доступа: https://www.adpi.org/Portals/ 0/Standards/WPCStandard_book.pdf
Concentrated Milk Proteins Standard ADPI. Режим доступа: https://www.adpi.org/Portals/0/Standards/ConcentratedMilkPowder_book.pdf
Мембранные технологии начали применяться в молочной промышленности примерно с начала 1960-х годов и произвели настоящую революцию в молочной индустрии, позволив использовать более эффективные приемы переработки молочного сырья (табл. 1). Процессы мембранного концентрирования и разделения стали наиболее жизнеспособной альтернативой традиционным технологиям, применяемым при выработке молочных продуктов: сгущению, экстракции и др. [1].
В настоящее время мировое использование мембран в молочной промышленности оценивается в несколько сотен тысяч квадратных метров. Причем наиболее широко используются ультра фильтрационные установки (рис. 1), около 2/3 всех мембранных установок применяют для переработки молочной сыворотки и только 1/3 для переработки молока [2].
С точки зрения фракционирования молоко является идеальным сырьем для мембранного разделения. Все основные компоненты молока имеют довольно широкий разброс по относительным раз- мерам частиц: жировые шарики – 10–2 – 10–3, казеинаткальцийфосфатный комплекс – 10–4 – 10–5, сывороточные белки – 10–5 – 10–6, лактоза, минеральные соли и компоненты, находящиеся в истинных растворах, – 10–6 – 10–7. Это позволяет фракционировать молоко без изменения фазового состояния отдельных компонентов, минимизируя денатурирующее воздействие на белки, витамины и другие биологически важные компоненты перерабатываемого сырья [3].
Таблица 1. Виды мембранной фильтрации, применяемой в молочной промышленности
Концентрирование и стандартизация молока по белку, получение концентратов молочных и сывороточных белков
Концентрирование сырья с частичной деминерализацией
Концентрирование сырья, извлечение всех сухих веществ сырья
В производстве сыра мембранное
фракционирование молока путем ультрафильтрации находит широкое применение, в первую
очередь для повышения сыропригодности сырья.
В процессе ультрафильтрации часть
молока под давлением проходит через мембрану с отсечкой молекулярной массы
порядка 20 000 г/моль. Соединения с молекулярной массой, превышающей 20 000
г/моль (глобулярный жир, казеин, сывороточные белки и коллоидные соли),
селективно концентрируются в ретентате, тогда как соединения с меньшей
молекулярной массой (лактоза, соли, пептиды) переходят в пермеат практически в
исходной концентрации. Межмицеллярное расстояние в концентрированном молоке
(ретентате) сокращается более чем в 10 раз [4], что способствует более
эффективному взаимодействию мицелл казеина между собой, приводя к быстрому
образованию прочного сгустка.
Процесс может быть организован на
установках мембранной фильтрации с использованием мембран с размером пор
0,01–0,1 мкм, полимерных (рис. 2) либо керамических.
Эффективность ультрафильтрационной обработки характеризуется фактором концентрирования (соотношение объема исходного сырья к объему сконцентрированной фракции – ретентату) и зависит от целого ряда факторов, в том числе цели обработки, вида обрабатываемого сырья, вида вырабатываемого сыра [5].
Например, при необходимости стандартизации молочного сырья по содержанию белка ультрафильтрация проводится на этапе его подготовки к формированию сычужного сгустка. Ультра- фильтрационной обработке может подвергаться как обезжиренное молоко, так и нормализованная смесь.
Рис. 1. Соотношение видов мембранной фильтрации, используемых в молочной промышленности
Обычно фактор концентрирования при ультрафильтрации обезжиренного молока составляет 1,4–2, что соответствует массовой доле белка от 4 до 6 % (табл. 2). Концентраты с повышенным содержанием белка нормализуются по содержанию жира и перерабатываются согласно технологическим схемам выработки того или иного вида сыров.
Это обеспечивает стабильную
работу поточных линий производства сыра, творога, сокращает количество
выделяемой сыворотки на 20–30 %; повышает эффективность работы оборудования
[3].
При ультрафильтрации
нормализованной смеси молочное сырье предварительно нормализуется по
соотношению массовой доли жира и белка согласно установленным для выработки
данного типа сыров нормам [6].
Рекомендации по коэффициенту кон-
центрирования молока для выработки того или иного вида сыров различны.
Согласно нашему опыту и
литературным данным смеси с коэффициентом концентрирования 1,2–2 могут успешно
использоваться для производства большинства типов сыров. В этом случае
ультрафильтрационная обработка обеспечивает содержание белка порядка 4–5 %
(табл. 2), в том числе и за счет удержания части сывороточных белков. Повышение
массовой доли сухих веществ способствует образованию прочного сгустка,
сокращается рас- ход ферментных препаратов, хлористого кальция, снижаются
потери белка в виде казеиновой пыли и т.д. Выход готового продукта
увеличивается, соответственно, повышается экономическая эффективность выработки
сыров.
Коэффициенты концентрирования от 2 до 6 позволяют значительно уменьшить количество отделяемой сыворотки.
Рис. 2. Установка для ультрафильтрационной обработки молочного сырья с полимерными мембранами
Однако использование высокого
коэффициента концентрирования приводит к значительному изменению соотношения
белок/жир/лактоза/минеральные вещества в целом. Существенно меняется
соотношение свободных и связанных ионов, причем связанных становится больше,
что, в свою очередь, влияет на скорость формирования сычужного сгустка, его
физико-химические и реологические свойства.
Соответственно потребуются
корректировки режимов обработки сгустка и постановки зерна для того, чтобы
добиться процента удаления влаги и минеральных веществ из сгустка вместе с
сывороткой, который обеспечит правильное течение метаболических процессов во
время созревания сыра.
DadAD
adDadAD
Поэтому чаще всего производители
твердых сортов сыра используют факторы концентрирования не выше 1,7, что
позволяет не менять режимы и оборудование, используемые в традиционном процессе
[7].
Применение высоких коэффициентов
концентрирования с получением ретентата с массовой долей сухих веществ, равной
этому показателю в готовом продукте, рекомендуется в технологии сыров с высоким
содержанием влаги, например мягких сыров без созревания [6]. В этом случае в
ретентат вносят фермент и заквасочные культуры, затем продукт направляют на
фасовку. Структура и вкусовые характеристики продукта формируются в упаковке,
практически полностью исключается образование сыворотки.
При производстве мягких сыров,
творога для сокращения потерь и жира вместе с сывороткой, увеличения выхода
готового продукта возможно использование ультрафильтрации непосредственно
сгустка.
Таким образом, использование
ультрафильтрации в производстве сыров и других высокобелковых продуктов дает
ряд преимуществ как для потребителей, так и производителей: минимизирует
неблагоприятные воздействия на компоненты сырья, предотвращая процесс
денатурации белков и изменение вкусовых характеристик продукта; уменьшает нормы
расхода сырья и вспомогательных материалов на выработку единицы продукции,
сокращает потери.
Можно отметить, что при комплекс-
ном подходе к организации производства сыров на молочном предприятии необходимо
использовать комбинацию мембранных технологий, чтобы обеспечить переработку как
основного сырья, так и подсырной сыворотки и пермеата [8].
Коллектив ООО «ДМП» совместно с
научной школой А.Г. Храмцова и И.А. Евдокимова имеет многолетний положительный
опыт внедрения мембранных технологий на нескольких десятках молочных
предприятий. Предлагаемые технологические решения позволяют не только
эффективно оптимизировать переработку молочного сырья, но и значительно
повысить рентабельность производимой продукции.
2. Kumar, P. Perspective of Membrane Technology in Dairy Industry: A Review / P. Kumar [et al.] // Asian-Australis J Anim Sci. 2013. 26. 9. P. 1347–1358.
3. Суюнчев, О.А. Мягкие сыры с УФ- концентратами / О.А. Суюнчев [и др.] // Сыроделие и маслоделие. 2007. № 1. С. 21–22.
4. Le, T.T. Membrane separations in dairy processing / T.T.Le, A.D.Cabaltica, Van M. Bui // Journal of Food Research and Technology. 2014. January–March. V. 2. P. 1–14.
5. Mistry, V.V., Maubois J.-L. Application of membrane separation technology to cheese production / In: McSweeney P.L.H., Fox P.F., Cotter P.D., Everett D.W., editors. Cheese: Chemistry, Physics and Microbiology. 4th ed. Academic Press; Cambridge, MA, USA: 2017. P. 677–697.
6. Золоторёва, М.С. Интенсификация технологии сыров и творога с применением мембранных процессов / М.С. Золоторёва [и др.] // Сыроделие и маслоделие. 2016. № 3. С. 35–36.
7. Heino, A. Pre-treatment methods of Edam cheese milk. Effect on cheese yield and quality / A.Heino, J.Uusi-Rauva, M.Outinen // LWT- Food Sci. Technol. 2010. 43. P. 640–646.
8. Володин, Д.Н. Современный сыродельный завод: масштаб предприятия и масштаб модернизации / Д.Н. Володин [и др.] // Сыроделие и маслоделие. 2018. № 6. С. 32–33.
В данной статье мы бы хотели продолжить разговор, начатый в конце прошлого года, об использовании вторичного молочного сырья в производстве маржинальных продуктов [1], которыми, наряду с молочными и сывороточными жировыми концентратами, являются заменители цельного молока.
Заменители цельного молока (ЗЦМ) – сложные кормовые смеси, содержащие в легкоусвояемой форме важнейшие питательные вещества.
По своему составу заменители должны быть близки к молоку животных, что позволяет заменить его в рационах животных начиная с послемолозивного периода их жизни [2].
Согласно данным [3], мировой рынок ЗЦМ характеризуется устойчивым среднегодовым темпом роста, поэтому ожидается, что к 2022 г. он достигнет 3,54 млрд долл. США.
Рост интереса и спроса на ЗЦМ обусловлен в первую очередь ростом цен на молоко-сырье. Вторым аспектом является более широкая осведомленность потребителей об экономических и биологических преимуществах использования заменителей молока, использовании современных методов составления и балансирования рационов кормления животных [4].
Сегодня существует множество видов ЗЦМ, отличающихся как по составу, так и по назначению. В России принято классифицировать ЗЦМ по способу производства продукта: сухие заменители цельного и обезжиренного молока, регенерированное молоко, жидкие и пастообразные заменители молока; по качеству продукта (I и II сорта) [1]. Помимо этого, выделяют ЗЦМ для животных различных видов и различной возрастной категории [2].
Современная зарубежная классификация предполагает деление по источнику белка, энергетической ценности, наличию медицинских препаратов в рецептуре и др. [5].
Источники белка являются наиболее дорогостоящими ингредиентами заменителя молока. Согласно общим рекомендациям, содержание белка в ЗЦМ составляет 20–27 %. Более высокие уровни белка обычно используют для программ интенсивного вскармливания [4].
В составе ЗЦМ (рис. 1) в качестве источника белка могут использоваться молочные и немолочные белки.
Рис. 1 Состав заменителей цельного молока
Молочные белки лучше усваиваются и обеспечивают желаемый амино-кислотный профиль продукта. Исторически в качестве основных источников белка в заменителях молока используют обезжиренное молоко, сыворотку, пахту, концентраты сывороточных белков. Однако развитие альтернативных технологий переработки обезжиренного молока на белковые продукты [5] привело к снижению использования обезжиренного молока в ЗЦМ, и в настоящий момент основным источником белка молочного происхождения являются сывороточные белки.
Из растительных белков чаще всего используются изоляты соевого белка, соевая мука, что обусловлено их широкой доступностью, относительно низкой стоимостью и в целом благоприятным аминокислотным профилем. В рецептуры также включаются модифицированные изоляты пшеничного белка, белки плазмы крови.
Жиры являются главным источником энергии в ЗЦМ. Они должны быть легко усваиваемыми и эффективно консервироваться антиоксидантами для предотвращения прогорклости продукта в процессе хранения.
Основными жирами, используемыми в производстве заменителей молока, являются свиной, говяжий и костный жир [2]. Из растительных масел, главным образом, включаются кокосовое, пальмовое, кукурузное масла. Можно отметить, что при изменении количества жиров в рецептуре для сохранения энергетического баланса эквивалентно изменяется количество углеводов, и наоборот.
Преобладающим углеводом и естественным компонентом ЗЦМ выступает лактоза, которая содержится во всех ингредиентах молочного происхождения. Как правило, заменители молока содержат до 45 % лактозы, что делает ее также важным источником энергии при вскармливании.
Использование других источников углеводов допускается в рецептурах ЗЦМ для более взрослых животных, у которых, помимо лактазы, в достаточном количестве начинается продуцирование амилазы и мальтазы.
В качестве компонентов, повышающих биологическую и функциональную ценность заменителей молока, используются жирорастворимые и водорастворимые витамины, добавки макро- и микроэлементов, пробиотики (бактериальные препараты) и пребиотики (ГОС, ФОС) и др. [6].
Лекарственные средства, добавляемые в ЗЦМ, включают два уровня комбинации антибиотиков типа окситетрацилина и неомицина для обеспечения широкого спектра антибактериальной активности и антигельминтные препараты [7]. Нужно отметить, что использование медикаментов строго регламентируется внутренними стандартами страны – производителя и потребителя.
Также в состав рецептуры включается ряд добавок, отвечающих за качество готовых продуктов: эмульгаторы (фосфатидные концентраты, дистиллированные моноглицериды), антиокислители (токоферолы, лецитин, синтетические препараты).
Для производства ЗЦМ в сухом виде используются два способа: сухое смешивание компонентов и высушивание жидкой смеси. Технология сухого смешивания предполагает дозирование и смешивание сухих компонентов, входящих в состав рецептуры ЗЦМ. Качество такого продукта определяется качеством используемых ингредиентов и эффективностью процесса перемешивания для предотвращения расслоения сухой смеси.
Особое внимание уделяется молочно-жировой основе [8], поскольку распределение и размер жировых шариков оказывают критическое влияние на растворимость ЗЦМ, срок хранения, усвояемость животными в процессе кормления.
Технологический процесс производства ЗЦМ вторым способом (рис. 2) включает операции приемки и подготовки сырья; приготовления и термической обработки смеси с массовой долей сухих веществ 42–52 %, подготовка эмульгаторов, витаминно-минерального премикса и других добавок, внесение жиров, диспергирование и гомогенизацию молочно-жировой смеси, сушку. Высушенный продукт охлаждается и фасуется.
Рис. 2. Технологические этапы производства заменителей цельного молока
Дозирование витаминно-минеральных премиксов может проводиться в сухом виде перед фасовкой смеси, а также вноситься непосредственно перед сушкой при использовании термоустойчивого состава витаминного премикса.
Из факторов, влияющих на качество продукта, можно выделить эмульгирование жировой фазы. Рецептуры заменителей цельного молока предусматривают, в отличие от сывороточно-жировых концентратов [1], обязательное использование белковых ингредиентов. Это в какой-то мере способствует формированию на поверхности жировых шариков белковой оболочки, что положительно сказывается на стабильности эмульсии «жир – молочное сырье».
Тем не менее устойчивая система формируется только при использовании эмульгаторов, препятствующих укрупнению жировых шариков. Механического воздействия на эмульсию «немолочный жир – белок» недостаточно [1] для получения системы, в которой диаметр не менее 75 % жировых шариков будет составлять не более 1 мкм [9]. После эмульгирования – с учетом того, что смесь содержит повышенное количество молочного сахара, – используется распылительная сушка при температуре греющего воздуха на входе в сушильную башню 180–185 °С, на выходе – 85–90 °С.
Для предотвращения дестабилизации жира, уменьшения риска комкования сухого продукта его охлаждают непосредственно на выходе из сушильных установок до температуры ниже точки кристаллизации жира, входящего в рецептуру ЗЦМ. Сухой замени- тель упаковывают в 4- и 5-слойные бумажные мешки с полиэтиленовыми вкладышами или Биг Баги. Срок годности продукта определяется производителем и, как правило, при хранении в кондиционируемом помещении при низкой температуре и влажности составляет не более 6 мес [10].
Также для увеличения смачиваемости и, как следствие, растворимости готового продукта нами разработана и успешно используется в технологических решениях сушки система интенсивной агломерации жиросодержащих сухих молочных продуктов.
Применение инновационных решений позволяет получать на одной единице сушильного оборудования VR большой спектр молочных продуктов: обезжиренное молоко, обезжиренное молоко улучшенной растворимости, натуральное цельное молоко, молочные и сывороточные жировые концентраты, заменители цельного молока.
Это позволяет предприятию быть гибкими на конкурентном рынке. Таким образом, сегодня замените-ли молока являются интересным и маржинальным продуктом на мировом и российском рынке. Простота использования, стабильный состав, более низкая стоимость в сравнении с молоком – одни из многих причин, по которым ЗЦМ востребованы у животноводов. Однако производителю заменителей молока следует учитывать, что только высококачественный продукт, в технологии которого найден баланс между капитальными и операционными затратами, может быть конкурентоспособным на со- временном рынке.
Компания ДМП совместно с Vzduchotorg, основываясь на многолетнем опыте использования современного высокотехнологичного оборудования, позволяет сформировать эффективную технологическую линию производства сухих ЗЦМ, избегая негативного влияния на компоненты высушиваемой смеси, открывая новые возможности в переработке вторичного молочного сырья, в частности, молочной сыворотки на качественный и маржинальный продукт.
Используемая литература
Володин Д.Н. Особенности технологии жировых концентратов на основе молочного сырья / Д.Н. Володин [и др.] // Переработка молока. – 2018. – № 12. – С. 12–14. : Библиогр.: с. 14 (10 назв.).
Гордезиани В. С. Производство заменителей цельного молока / В.С. Гордезиани. – 2-е изд.. перераб. и доп. – М.: Агропромиздат, 1990. – 272 с.
Milk replacers market. – 2016. – Режим доступа: https://www.marketsandmarkets.com/M a r k e t — R e p o r t s / m i l k — r e p l a c e r — market-245424439.html
Ковалевский В.В. Перспективы оптимизации рационов кормления коров / В.В. Ковалевский // Успехи современной науки. – 2016. – Т. 10. – № 11. – С. 156–158.
Золоторева М.С. Мембранные процессы в технологии молочных концентратов / М.С. Золоторева [и др.] // Молочная промышленность. – 2018. – № 7. – С. 36–37. : Библиогр.: с. 37 (6 назв.)
Costello R. Calf Milk Replacer Guide / Milk Specialties Global, Milk Replacer Guide – Ingredients. –2018. – Режим доступа : https:// calfsessions.com/wp-content/uploads/2018/07/ Calf-MR-Guide_Final_061308.pdf
A BAMN Publication. A GUIDE TO CALF MILK REPLACERS. Types, Use and Quality. – 2008. – Режим доступа: http://www.aphis.usda. gov/animal_health/nahms/dairy/downloads/bamn/BAMN08GuideMilkRepl.pdf
Филатов Ю. И. Жировой компонент для производства ЗЦМ сухим смешиванием / Ю. И. Филатов [и др.] // Молочная промышленность. – 2009. – № 12. – С. 44–45.
Вестергаард В. Технология производства сухого молока. Выпаривание и распылительная сушка [Электронный ресурс] / Копенгаген. Дания, Niro, 2003. – 304 с. – Режим доступа : http://www.microradartest.com/books/0112435E9AEB_vagn_vestergaard_tehnologiya_ proizvodstva_suhogo_moloka_vypa.pdf
Milk Replacer Shelf Life. – 2009 Milk Products, LLC. – Режим доступа: https://www. milkproductsin
Несмотря на огромное разнообразие сыров, вырабатываемых в мире сегодня, цикл их производства включает ряд базовых технологических операций (рис. 1).
Рисунок 1. Принципиальная блок-схема производства сыров
C точки зрения коллоидной химии эти операции направлены на образование концентрированного белкового геля, в котором распределены жир, влага, минеральные вещества и т.д. Затем из сгустка/геля формируется сырное зерно, которое является своеобразным, по словам Скотта Р., иммобилизованным бактериальным ферментером, ограниченным проницаемой перегородкой [1]. Синтез «правильных» метаболитов внутри сырного зерна в процессе созревания сыра, определяет его специфические физико-химические, органолептические и микробиологические характеристики и регулируется многими показателями, в том числе и влажностью сгустка. В свою очередь содержание влаги в сгустке, напрямую зависит от условий постановки сырного зерна, процессов формования и прессования.
Процесс формования предназначен для объединения сырных зерен в монолит определенной формы, и частичного выделения межзерновой сыворотки. В зависимости от вида сыра и требованиям к структуре и рисунку сыра могут использоваться четыре способа формования зерна: из пласта насыпью, наливом, выкладыванием сгустка кусками. Способ формования будет определять окончательную текстуру сырного зерна. При формование наливом или из пласта, зерна будут плотно прилипать друг к другу, и создавать очень гладкую однородную структуру. Если зерна предварительно отделяются от сыворотки (формование насыпью) перед прессованием, они будут перемешаны с воздухом, и полученная текстура будет более открытой и зернистой, образующие характерный «пустотный» рисунок.
При формовании сырной массы из пласта сырное зерно подается вместе с сывороткой насосом или самотеком в формовочный аппарат, в котором происходит образование монолита сырной массы и подпрессовка. Продолжительность подпрессовки зависит от вида сыра, отпрессованный пласт должен быть достаточно плотным и иметь замкнутую поверхность для предотвращения образования пороков в процессе дальнейшей обработки и созревания сыра.
При формовании наливом смесь сырного зерна с сывороткой после удалении 50 — 60% сыворотки, самотеком или насосом подается в формующие устройства или непосредственно в формы. Для равномерной подачи сырное зерно должно тщательно перемешиваться в сыроизготовителе. Сыворотка выходит через дренажные отверстия формы, а сырная масса остается в них. В формующих устройствах или формах сыры самопрессуются или подпрессовываются при малом давлении [2].
При формовании сыров насыпью предварительно удаляется около 60% сыворотки, затем смесь самотеком или при помощи насоса поступает в отделитель сыворотки. После отделения сыворотки зерно насыпают в групповые или индивидуальные формы.
Формование выкладыванием необработанного сгустка в формы характерно для некоторых видов мягких сыров. Необработанный или разрезанный на крупные куски сычужный сгусток раскладывают в формы для сыров, затем проводят процесс самопресование под собственной массой.
В настоящее время молочная отрасль России характеризуется довольно большим ассортиментом сыров, который вырабатывается, как крупными производителями, так и небольшими сыродельными заводами, и сыроварнями. Учитывая эту тенденцию, компания ДМП, совместно с VPS [3], предлагает широкий спектр автоматизированного формовочного оборудования для производства как твердых, полутвердых, рассольных, мягких, так и индивидуальных видов сыров (рис. 2).
Рисунок 2. Оборудование для формования из пласта под слоем сыворотки
Для крупных производств, в рамках улучшения и автоматизации процесса формования, могут быть использованы универсальные колонны, которые можно использовать, как для формования голландских и швейцарских сыров под слоем сыворотки, из пласта, так и для формования таких сыров, как «Тильзитер» и «Российский» без сыворотки, насыпью.
Основные преимущества данного оборудования VPS:
— конструктивное универсальное исполнение для производства сыров как насыпью, так и наливом;
— автоматическое наполнение форм;
— равномерность по весу между головками в рамках партии;
— бесконтактная мойка с помощью CIP-станции.
Список литературы
Скотт, Р. Производство сыра: научные основы и технологии / Р. Скотт, Р.К. Робинсон, Р.А. Уилби. – СПб.: Профессия, 2005. – 464 с.
Лях В.Я., Шергина И.А., Садовая Т.Н. Справочник сыродела / В.Я. Лях, И.А. Шергина, Т.Н. Садовая. – СПб.: Профессия, 2011. – 680 с.
МакСуини П.Л.Г. Практические рекомендации сыроделам / П.Л.Г. МакСуини – Пер. с англ. под ред. канд. техн. наук И.А. Шергиной. – СПб.: Профессия, 2010. – 374 с.
Мягкие сыры c «фетровым» покрытием белого мицелия, созревающие под действием поверхностной белой плесени Penicillium camemberti, становятся все более популярными среди российских потребителей.
Типичным примером таких сыров является «Камамбер», который представляет собой сыр цилиндрической формы, с мягкой консистенцией. Penicillium camemberti придает этому сыру характерный внешний вид, своеобразный аромат и вкус. Считается, что технология «Камамбера» пришла из Нормандии в 1790 г. Промышленное производство «Камамбера» и других плесневых сыров началось с конца XIX в. и получило широкое распространение во Франции. За ней последовали другие европейские страны, Америка, Новая Зеландия, Австралия, Россия. В настоящее время доля плесневых сыров составляет около 7–8 % от общего производства сыров в странах Европейского союза и 2–3 % от мирового производства [1].
В современной России производство плесневых сыров получило новый импульс в 2014 г., когда были введены ограничения на ввоз ряда продуктов зарубежного производства. Тогда наибольшие изменения коснулись рынка сыров – доля импорта в потреблении упала с 45–48 % в начале 2014 г. до 20–23 % в среднем по стране. Это активизировало производство нехарактерных для российской молочной промышленности видов сыров, в том числе и плесневых.
Производство плесневых сыров всегда было экономически привлекательным. Еще в статье основателя Вологодского молочного института профессора Аветиса Айрапетовича Калантара в 1891 г. упоминалось, что «…производство французских сыров считается наивыгоднейшим в молочном хозяйстве …ни одно производство не может дать такого дохода…» и что прибыль от плесневых сыров может быть в 2 раза больше, чем от масла [2]. На сегодняшний день, сравнивая нормы расхода молока-сырья на производство различного вида сыров, можно отметить, что «Камамбер» в связи с технологическими особенностями и коротким сроком созревания наиболее привлекателен с экономической точки зрения. В отличие от полутвердых видов сыров норма расхода молока для его производства меньше почти в 2 раза.
В качестве сырья при выработке традиционного нормандского «Камамбера», который сейчас известен как «Camembert de Normandie», используется сырое молоко. Но чаще всего производители плесневых сыров используют пастеризованное нормализованное молоко для обеспечения безопасности продукта. Созревание молока до рН 6,45–6,55 в этом случае происходит под действием специальных культур молочнокислых микроорганизмов [3] (рис. 1). Последующие операции (внесение фермента, основной заквасочной микрофлоры, образование и обработка сгустка, посолка) направлены на создание оптимальных условий протекания метаболических реакций в процессе созревания для создания уникального вкуса и аромата. Длительность созревания зависит от типа плесневого сыра и особенностей вносимой закваски, состав которой может варьироваться. Микробиота плесневых сыров, таких как «Камамбер», образует сложную экосистему, но, несмотря на многочисленные исследования, мониторинг развития микроорганизмов в процессе созревания остается одной из основных технологических задач.
Рисунок 1. Миграция метаболитов в процессе созревания «Камамбера» [3]
Для производства «Камамбера» обычно используют заквасочные культуры, содержащие штаммы мезофильных молочнокислых микроорганизмов (главным образом Lactococcus lactis subsp. lactis, Lactococcus lactis subsp. cremoris, Lactococcus lactis subsp. lactis biovar. diacetilactis, Leuconostoc lactis, Leuconostoc mesentroides subsp. cremoris) [4, 5]. В отличие от Lactococcus, которые в основном отвечают за накопление молочной кислоты и понижение рН, роль Leuconostoc состоит в формировании вкуса и аромата сыров за счет образования диацетила, углекислого газа, ацетона и т.д. Иногда в состав заквасок включают Str. thermophilus, позволяющие оптимизировать скорость созревания сыров. Основная микрофлора, участвующая в процессе созревания «Камамбера», – Penicillium camemberti, Geotrichum candidum, Corynebacterium и некоторые другие виды микроорганизмов.
Род Penicillium относится к группе аскомицетов и формирует белый воздушный мицелий. Однако после нескольких дней созревания P. camemberti может становиться сероватым за счет серого цвета спор. Поэтому в качестве заквасочной культуры пользуются вариантом P. camemberti – P. сaseicolum или P. candidum [3], мицелий которого остается идеально белоснежным в процессе созревания. P. candidum быстро разрастается в течение 6–7 дней, доминирует над микрофлорой на поверхности сыра и подавляет загрязнение нежелательными бактериями и плесенями [6]. Можно отметить, что при использовании сырого молока «Камамбер» содержит также дрожжи (K. lactis, S. cer e visiae, D. hansenii), плесени (P. camemberti, G. candidum) и бактерии (Corynebacterium и B. linens). Такое сочетание культур придает сырам сенсорные свойства, типичные для нормандского «Камамбера», но диктует повышенные требования к молоку-сырью.
Вместе с P. camemberti и молочнокислыми микроорганизмами также часто используется G. candidum. Это плесень, обладающая дрожжеподобными свойствами, колонизирует поверхность сыра до начала роста P. camemberti и ингибирует развитие нежелательной микрофлоры. Рост G. candidum стимулирует размножение P. camemberti на поверхности сыра, предотвращая его чрезмерную протеолитическую активность и снижая возможность появления горечи. Формирующийся в процессе созревания сложный состав микрофлоры [5], особенно при использовании сырого молока, требует строгого соблюдения параметров (температуры, количества соли и влаги, активности воды, pH) для обеспечения развития на поверхности сыров «правильной» микрофлоры.
Начальный период созревания плесневых сыров характеризуется активным ростом поверхностной микрофлоры, в первую очередь G. candidum и дрожжей, при использовании сырого молока. После этого поверхность сыров полностью колонизируется P. camemberti до повышения pH с 4,9 до 5,8 за счет быстрого метаболизма лактата до CO2 и H2O и диффузии лактата от центра к периферии.
Когда лактат истощается, P. camemberti начинает метаболизировать белки с образованием NH3, который диффундирует внутрь, еще больше поднимая pH. Также высокие значения рН вызывают миграцию ионов кальция и магния на поверхность сыров. Совместное действие повышения pH и снижения концентрации ионов кальция во внутренней части сыров способствует характерному размягчению внутренней части сыра, который после созревания имеет почти жидкую консистенцию (рис. 2).
Рисунок 2. Метаболиты, формирующие вкус и аромат сыров типа «Камамбер»
Повышенный уровень pH также стимулирует активность ферментов и рост микрококков и Corynebacterium, которые вызывают образование соединений, формирующих сенсорные характеристики сыра.
Анализ этих соединений показывает, что преобладающими компонентами являются продукты катаболизма жиров и жирных кислот. Причем коротко- и среднецепочечные жирные кислоты, содержание которых может варьироваться от единиц до сотен ppm в продукте, напрямую участвуют в формировании вкуса. Так, уксусная и пропионовая кислоты имеют типичный вкус и запах уксуса, масляная кислота – прогорклый, сырный запах, изомасляная – сладковатый запах, напоминающий запах гнилых фруктов. Как правило, повышение рН сыра при созревании смягчает ярко выраженные вкусы этих кислот.
Появление продуктов β-окисления жирных кислот – метилкетонов связано с ферментативной липазной активностью вторичной микрофлоры (P. camemberti и G. candidum). Эти соединения формируют специфические фруктовые и цветочные ароматы. Характерную грибную нотку «Камамберу» придает кетон 1-октен-3-он, являющийся производным линолевой и линоленовой кислот. Его производное, вторичный спирт 1-октен-3-ол, также является ключевым соединением в общем аромате сыра при низком пороге восприятия (0,01 ppm). Подобные вторичные спиртовые соединения «Камамбера», продуцируемые P. camemberti из соответствующих метилкетонов, вносят значительный вклад во вкус «Камамбера» с похожими, но более тяжелыми вкусовыми нотами. Причем значительное превышение пороговых значений приводит к появлению пороков вкуса. Выраженные фруктовые ноты персика, абрикоса, а также кокоса «Камамберу» придают лактоны, а производные пропионовой и уксусной кислот формируют оттенки вкуса розы, груши, медовый аромат [6].
Для углеводов основным метаболитом является лактат, который образуется в процессе гликолиза. Лактат – источник диацетила и ацетона, которые придают сырам характерный маслянистый привкус, и этилового спирта, обладающего мягким эфирным вкусом и ароматом.
Продукты протеолиза (низкомолекулярные пептиды и жирные аминокислоты) формируют так называемый «фоновый», неспецифичный сырный вкус и имеют ограниченное влияние на его аромат. Более того, как известно, главной причиной горечи в сырах является накопление коротких гидрофобных пептидов, чему способствует сильная протеолитическая активность P. camemberti, особенно его кислой протеазы. G. candidum может понижать вероятность возникновения горечи в сыре за счет высокой пептидазной активности и придавать определенную «мягкость» вкусу продукта [3].
Однако при избыточной влажности окружающей среды G. candidum может развиться настолько сильно, что размягчит корочку сыра, проникнет внутрь, сделает консистенцию сыра излишне жидкой, а вкус – горьким.
Совместная коррекция температуры и влажности позволяет регулировать процесс созревания, изменяя соотношение заквасочной микрофлоры. Напри — мер, повышение температуры в камере созревания на 1–2 °С при нештатной ситуации можно скомпенсировать понижением влаги примерно на 5 % [6]. Аммиак, образующийся при дезаминировании аминокислот, в значительной степени способствует созданию типичного аромата «Камамбера» и повышению pH. Продуцирование аммиака связано с дезаминирующей активностью P. сamemberti и B. linens.
Аммиак, который ассоциируется со зрелым «Камамбером», образуется на поздних этапах созревания, когда P. camemberti начинает подавлять B. linens и Cory neba — cterium [4]. Пороговое значение запаха для аммиака довольно низкое (около 5 ppm), поэтому его интенсивное образование приводит к возникновению пороков вкуса и аромата, характерных для «перезрелого» сыра.
Большее значение представляют катаболиты аминокислот – первичные и вторичные спирты, эфиры, амины, серосодержащие соединения, альдегиды. Во время окислительного дезаминирования или трансаминирования аминокислоты могут превращаться в α-кетокислоты, которые могут быть либо декарбоксилированы, либо химически разложены до альдегидов. Альдегиды придают травянистый аромат, но могут вызывать пороки вкуса при превышении пороговых значений.
Обобщая приведенную информацию, можно отметить, что вкусовой букет сыров типа «Камамбер» формируется более 100 метаболитами, продуцируемыми заквасочной микрофлорой в ходе сложных биохимических процессов. Преобладание «правильных» вкусоароматических соединений зависит от многих факторов, в особенности от условий технологического процесса. Поэтому для получения продукта высокого качества необходимы не только контроль условий созревания (содержания соли, pH, температуры, влажности и др.), строгое соблюдение технологических режимов, но и коррекция режимов с учетом условий производства.
Практическая реализация технологии плесневых сыров на примере ООО «Калория» (рис. 3) показывает, что, безусловно, производство точной копии нормандского «Камамбера» из сырого молока – задача трудно реализуемая, особенно принимая во внимание критическое влияние сырья на качество и главное – безопасность продукта. С другой стороны, правильный подбор заквасочных культур и условий созревания позволяет варьировать вкус и аромат продукта и добиваться желаемого результата.
Рисунок 3. Производство плесневых сыров на ООО «Калория»
При использовании термофильных микроорганизмов сыры более стабильны при созревании, меньше подвергнуты влиянию отклонений от технологических параметров, но созревают на 10–15 дней дольше. Такие сыры более устойчивы в процессе хранения, что является важным параметром при реализации в торговой сети. Мезофильные заквасочные культуры приближают вкус продукта к классическому «Камамберу». Но этот вид закваски требует жесткого соблюдения всех технологических параметров созревания и хранения сыра. Даже небольшие отклонения в режимах созревания могут привести к быстрому появлению таких пороков, как «жабья шкура» и коричневые пятна на поверхности сыра, размягчению поверхности сыра.
Таким образом, несмотря на то что технологии получения сыров, вырабатываемых с использованием плесеней, известны давно, их широкомасштабное и успешное внедрение в практику сыроделия требует глубокого понимания всех процессов, происходящих при выработке сыра. С другой стороны, еще одним немаловажным фактором выработки качественных сыров является использование современного и надежного оборудования на основе комплексного подхода, в котором одновременно решаются задачи технологии и аппаратурного оформления.
ООО «Калория» (Краснодарский край) является одним из основателей производства плесневых сыров в современной России. Практический опыт компании показывает, что прежде всего производитель должен четко понимать, какой продукт он намерен предложить потребителю. При этом подход к построению технологических линий должен быть комплексным. Учитывая данные факторы, ООО «Калория» совместно с VPS engineering (Чехия) успешно реализовало технологическую линию, которая позволяет производить высококачественный продукт, востребованный потребителями, и дает возможность дальнейшего развития производства с минимальными издержками в отношении капитальных затрат.
3. Comparative study on freeze-dried lactic cheese starters and ripening cultures for the production of camembert cheese: a thesis submitted in partial fulfillment of the requirements for the degree of Master of Food Technology, Massy [i.e. Massey] University, Albany, New Zealand. [Электронный ресурс]. – Режим доступа: http://hdl.handle.net/10179/4811.
4. Wolfe, B.E. Cheese rind communities provide tractable systems for in situ and in vitro studies of microbial diversity / B.E.Wolfe [et al.] // Cell. 2014. V. 158. P. 422–33.
5. Bockelmann, W. Cultures for surface ripening of smeared soft cheese (in German) / W.Bockel — mann [et al.] // Kieler Milchwirtschaftliche Forschungsberichte. 2003. V. 55 (4). P. 277– 299.
6. Садовая, Т.Н. Научное обоснование и разработка технологий производства сыров с плесневыми грибами Penicillium: дис. … д-ра техн. наук: 05.18.04 / Т.Н.Садовая; [Место защиты: Кемеровский технологический институт пищевой промышленности]. – Кемерово, 2011. – 345 с.
Возможность полного использования компонентов молока с максимальным сохранением его биологически ценных составляющих является одной из основных целей любой технологии молочной отрасли.
В полной мере этот принцип соблюдается при производстве сухих молочных продуктов. Благодаря длительному сроку годности и питательным свойствам сухие молочные продукты находят широкое применение как в пищевой промышленности (кондитерской, производстве мороженого, шоколада и др.), так и для непосредственного использования после восстановления.
Пищевая и биологическая ценность сухих молочных продуктов обусловлена их основными компонентами (белками, жирами, углеводами и витаминно-минеральным комплексом), соотношение которых колеблется в зависимости от вида продукта (рис. 1) и воздействия на сырье в технологическом цикле.
Рис. 1. Соотношение основных компонентов сухих молочных продуктов
В сухом цельном и обезжиренном молоке в большом количестве содержится казеин. С точки зрения пищевой ценности казеин – полноценный белок, включающий весь набор незаменимых аминокислот [1]. По сравнению с сывороточными белками казеин медленно усваивается организмом, давая больше времени для абсорбции питательных веществ. Биологическая ценность казеина несколько ограничивается дефицитом цистина и аргинина – частично незаменимой аминокислотой.
В сывороточных белках содержание дефицитных серосодержащих и других незаменимых аминокислот более сбалансировано, чем в казеине. Сывороточные белки богаты аминокислотами с разветвленной цепью, так называемыми BCAA аминокислотами (Bran — ched-chain Amino Acids). Поэтому молочная сыворотка наряду с сухим обезжиренным молоком является одним из обязательных компонентов детского питания (рис. 2 [2]).
Рис. 2. Усредненный состав сухих смесей детского питания + 20–25 %
Жировая фаза сухого цельного молока представлена широким спектром жирных кислот, основные из которых – каприловая, лауриновая, пальминитовая, стеариновая, олеиновая, альфа-линоленовая. Линолевая кислота относится к незаменимым жирным кислотам, так называемым ω6. К сожалению, как в цельном, так и сухом молоке ее содержание составляет только 2 % от всех жирных кислот, поэтому иногда для корректировки жирно-кислотного состава используются специальные растительные жиры.
Углеводный состав сухого молока представлен лактозой и рядом минорных сахаров. Две изомерные формы лактозы (α и β) находятся в кристаллическом и аморфном состоянии. Аморфная лактоза оказывает большое влияние на физико-химические и структурные свойства продукта и может быть причиной слеживания продукта при хранении. С точки зрения пищевой ценности лактоза является источником энергии для биологических процессов в организме, пребиотиком, способствующим развитию нормальной микрофлоры кишечника, усвоению кальция, фосфора, магния и других минеральных веществ.
Наиболее значимыми минеральными компонентами сухих молочных продуктов являются кальций (около 1,3 %) и калий (около 1,8 %). Как известно, кальций необходим для регулирования кровяного давления, уменьшения риска заболевания некоторыми разновидностями рака; хлориды натрия и калия, фосфаты участвуют в построении элементов крови и плазмы; сера – в синтезе большинства белков, ряда витаминов, гормонов и других биологически активных веществ.
В процессе сгущения и сушки содержание большинства водорастворимых витаминов (тиамина, биотина, пантотеновой кислоты, рибофлавина) значительно не изменяется. Количество фолиевой кислоты в сгущенном и сухом молоке может даже повышаться, поскольку под влиянием температурной обработки освобождаются свободные формы этого витамина [3]. Менее стойкие при сгущении – кобаламин и пиридоксин, потери которых могут достигать более 40 %, а пиридоксина – даже 90 %.
Потери аскорбиновой кислоты при сгущении составляют от 17 до 26 %, а при последующем высушивании – 60 %.
Несмотря на значительное снижение содержания витаминов в сухих продуктах по сравнению с сырьем, сухое обезжиренное молоко содержит порядка 17 % от суточной потребности в витамине D, около 20 % – витамина А. В свою очередь, сухая молочная сыворотка содержит 834 МЕ витамина А, но не содержит витамин D. Поэтому, как правило, при использовании сухих продуктов непосредственно в пищу после восстановления в их рецептуры могут быть включены специальные витаминно-минеральные премиксы.
Производство сухого молока и сыворотки состоит из несколько этапов: тепловая и механическая обработка молока-сырья, концентрирование молока, сушка и фасовка сухого продукта. От организации технологического процесса и соблюдения эксплуатационных режимов зависят пищевая и биологическая ценность конечного продукта, его потребительские свойства. Интенсивное механическое воздействие, высокие температуры приводят к нарушению структуры белков, оболочек жировых шариков, меланоидинообразованию и другим необратимым изменениям, в результате которых снижаются качество и хранимоспособность сухих продуктов [4].
Как показывает опыт ООО «ДМП» совместно с компанией «Вздухоторг», использование современного высоко-технологичного оборудования, пленочных выпарных установок и распылительных сушильных аппаратов позволяет сформировать эффективную технологическую линию производства сухих молочных продуктов и в значительной степени избежать негативного влияния на компоненты сырья, открывая новые возможности для производства высокорентабельных продуктов.
Список литературы
Просеков, А.Ю. Анализ состава и свойств белков молока с целью использования в различных отраслях пищевой промышленности/ А.Ю.Просеков, М.Г.Курбанова // Техника и технология пищевых производств. 2009. № 4. С. 68–71.
Centre national interprofessionnel de l’économie laitière. Milk ingredients. Режим доступа: http://www.filiere-laitiere.fr/en/milk- products/milk-ingredients.
Остроумова, Т.А. Химия и физика молока: учебное пособие / Т.А.Остроумова. – Кемерово: Кемеровский технологический институт пищевой промышленности, 2004. – 196 с.
Золоторева, М.С. О переработке молочной сыворотки и внедрении наилучших доступных технологий / М.С.Золоторева [и др.] // Переработка молока. 2016. № 7. С. 17–19.
Использование заменителей молочного жира в производстве молочных продуктов является одним из самых спорных и обсуждаемых вопросов молочной отрасли на протяжении последних лет. Тем не менее молочно-жировые и сывороточно-жировые концентраты активно включают в свой ассортимент как российские, так и мировые производители [1], поскольку такой подход позволяет им обеспечивать безотходную переработку сырья и выпускать востребованные на рынке продукты. Основными поставщиками подобных продуктов на мировом рынке являются Новая Зеландия, Европейский союз, Аргентина, Австралия и Соединенные Штаты Америки [2]. Главным образом это сухие продукты, предназначенные для экспорта в страны с дефицитом молочных продуктов [1]. Российский рынок также представлен главным образом сухими продуктами. Жидкие и сгущенные продукты, как правило, ориентированы на местные рынки.
Процесс сушки вызывает ряд структурных и физико-химических изменений, которые, в свою очередь, влияют на показатели качества, срок хранения, процесс восстановления и реологические свойства сухих продуктов. В этом контексте первостепенное значение приобретает понимание параметров, которые влияют на потребительские свойства концентратов на основе молочного сырья, особенно получаемых в сухом виде.
В зависимости от используемого сырья можно выделить несколько категорий продуктов с заменителями молочного жира пищевой и кормовой категорий качества, выпускаемых мировыми и отечественными производителями:
• молочно-жировые концентраты (fat-filled milk), вырабатываемые на основе обезжиренного молока; • сывороточно-жировые концентраты (fat-filled whey), вырабатываемые на основе молочной сыворотки;
• молочные белково-жировые концентраты, в которых в качестве сырья используются молочной основы, рецептуры которых включают обезжиренное молоко, сыворотку, белковые добавки.
Массовая доля жиров в концентратах различных производителей сильно варьируется и может достигать 80 %. В большинстве случаев содержание жировой фазы составляет порядка 30 %, это связано как с технологическими параметрами производства, так и с требованиями нормативных документов стран-производителей [3, 4]. Кроме того, сушка высокожирных смесей может потребовать значительных конструкционных изменений сушильного оборудования [5].
При выработке пищевой категории продуктов обычно используются заменители молочного жира. Согласно ГОСТ 31648-2012, это продукты «с массовой долей жира не менее 99,5 %, изготавливаемые из натуральных и (или) модифицированных растительных масел путем регулируемого структурирования в процессе охлаждения в сочетании с механической обработкой, с добавлением или без добавления пищевых добавок и других ингредиентов», которые используются в рецептурах пищевых продуктов «с целью частичной или полной замены молочного жира» [6]. Для их производства применяются различные виды растительных масел: соевое, горчичное, кукурузное и т.д., требования к которым, в свою очередь, определены соответствующими нормативными документами [7].
Животные жиры используются главным образом в рецептурах кормовых продуктов – заменителей цельного молока для выпаивания молодняка сельскохозяйственных животных.
Предприятие может включать в рецептуры готовые композиции, которые предлагаются компаниями – производителями жировых ингредиентов [8], либо формировать жировые композиции самостоятельно. В последнем случае появляется возможность оперативно изменять соотношение компонентов жировой фазы, что делает технологию более гибкой. С другой стороны, требуется четкое понимание того, что состав жировой композиции должен соответствовать назначению готового продукта.
Немолочные жиры могут присутствовать в эмульгированной и инкапсулированной форме.
Иногда в рецептуры жировых концентратов включаются дополнительно пищевые добавки, состав которых обосновывается спецификой их дальнейшего использования. Например, заменители цельного молока пищевой категории качества, предназначенные для непосредственного использования в пищу, обогащаются витаминноминеральными комплексами, включающими, помимо прочего, витамины А, D, E. Кормовые концентраты могут обогащаться растительными белками, моноглицеридами, премиксами, содержащими минеральные вещества, аминокислоты и т.д.
Можно выделить несколько направлений использования жировых концентратов на основе молочного сырья:
Производство кормовых продуктов как основы для заменителей цельного и обезжиренного молока.
Производство пищевых продуктов различными отраслями промышленности:
молочной промышленностью (цельномолочная продукция, спреды, сметанные продукты, творога и творожные изделия, йогурты, мороженное, сгущенное молоко, плавленые сыры и напитки). Использование концентратов способствует улучшению текстуры, вкуса, вязкости, повышению питательной ценности, предотвращению синерезиса, понижению точки замерзания мороженого, позволяет придать кремовую структуру;
кондитерской промышленностью (мучные и сахаристые кондитерские изделия, шоколадные пасты, начинки конфет и разнообразные глазури);
пищеконцентратной промышленностью (продукты быстрого приготовления, супы и соусы, сухие смеси);
мясной промышленностью;
хлебопекарной и макаронной промышленностью (хлебобулочные изделия, макаронные изделия).
Технология производства жировых концентратов на основе молочного сырья включает несколько базовых этапов (рис. 1):
1. Подготовку молочного сырья (тепловая и механическая обработка, концентрирование, сгущение).
2. Подготовку жировой фазы продукта.
3. Подготовку белкового наполнителя.
4. Смешивание компонентов.
5. Гомогенизацию смеси.
6. Сушку продукта.
Рисунок 1. Обобщенная блок-схема процесса производства жировых концентратов на основе молочного сырья
Молочная сыворотка, в отличие от молока, является более проблемной основой для производства концентратов. Состав сыворотки очень вариабелен и зависит как от вида сыворотки (подсырная, творожная, казеиновая), так и от технологических режимов, использующихся на предприятии при выработке соответствующих продуктов. Поэтому при подготовке сыворотки требуются тщательный анализ входного сырья, подбор методов тепловой обработки, применение мембранных методов концентрирования, возможно, деминерализации и/или корректировка уровня активной кислотности [8].
На данном этапе очень важно сохранить как можно больший процент сывороточных белков в неденатурированном виде для получения продукта высокого качества, с высоким индексом растворимости и пониженным содержанием свободного жира в продукте.
Свободный жир продукта является причиной возникновения пороков сухих жиросодержащих молочных консервов [10]. Появление свободного незащищенного жира на поверхности сухих частиц объясняется пористостью самих сухих частиц и оболочек жировых шариков, в результате которой жир под действием капиллярных сил мигрирует из центра частицы к ее внешней поверхности, образуя на ней локальные жировые скопления.
Молоко-сырье содержит жировые шарики, образующиеся в результате секреции молочных желез. Оболочка такого жирового шарика представляет собой комплексное соединение фосфолипидов с белками (рис. 2), что позволяет называть молоко практически идеальной эмульсией.
Жиры, вносимые в концентраты, не имеют такой «природной» оболочки, устойчивость жировой фазы в этом случае обеспечивается белками молочного сырья и внесением в систему специальных компонентов – эмульгаторов.
Рисунок 2. Строение жирового шарика молока
В последнее время в качестве ингредиента, понижающего количество свободного жира, также используются мальтодекстрины. Мальтодекстрины – это продукты неполного гидролиза крахмала, которые позволяют повысить растворимость конечного продукта и имеют небольшую стоимость [9]. Помимо эмульгаторов, в состав рецептуры могут быть включены стабилизаторы консистенции и антиокислители, разрешенные к применению в пищевых/ кормовых продуктах.
Белковый наполнитель может вноситься в целях обогащения и повышения пищевой ценности конечного продукта. Кроме того, белки способствуют укреплению белковой мембраны поверхности жировых шариков, что позволяет придать смеси дополнительную коллоидно-химическую стабильность. Особенно это актуально для молочной сыворотки, в которой, в отличие от обезжиренного молока, содержание белков составляет порядка 10 % в сухом веществе.
Подготовка белкового наполнителя заключается в восстановлении сухих высокобелковых компонентов, таких как концентраты сывороточных и молочных белков, изоляты растительных белков, также может применяться обезжиренное молоко. Все компоненты вносятся в расплавленный жир с температурой 60–65 °С. Для подготовки жировой фазы используются жироплавительные установки, для транспортировки расплавленного жира – трубопроводы с подогревом.
Затем сыворотка, или обезжиренное молоко, или смесь обезжиренного молока и сыворотки, сгущенные до массовой доли сухих веществ 30–50 %, соединяются с подготовленной жировой фазой. Для хорошего перемешивания всех компонентов смеси в линии используется насосдиспергатор. Данный прием позволяет добиться устойчивой эмульсии с равномерным распределением всех компонентов смеси. Температура смешивания компонентов не должна быть ниже 60 °С.
Для повышения стабильности, снижения содержания свободного жира смесь гомогенизируют, при этом может использоваться двухстадийная гомогенизация. Гомогенизация предотвращает повреждение оболочки жировых шариков, вызывающее окисление жира и порчу продукта при хранении, а также снижает риск налипания продукта в сушильной башне при сушке. После гомогенизации полученная смесь направляется на распылительную сушилку. При использовании в качестве сырья молочной сыворотки перед смешиванием с жировой эмульсией и гомогенизацией может проводиться процесс направленной кристаллизации лактозы в сгущенной сыворотке.
При выработке жировых концентратов с массовой долей жира около 50 % предварительная кристаллизация сыворотки с последующим нагревом положительно влияет на процесс распылительной сушки смеси.
При комплектации распылительной сушилки следует отдавать предпочтение форсуночным распылителям, которые способны распылять высоковязкие смеси жировых концентратов. Также хорошо себя зарекомендовали сушильные комплексы, снабженные системой рукавной фильтрации отработанного рабочего воздуха. Рукавный фильтр оказывает меньшее механическое воздействие на частицы жировых концентратов в отличие от циклонных отделителей, что, в свою очередь, снижает нагрузку на протеиновую оболочку жирового шарика, а значит, уменьшает количество свободного жира в готовом продукте.
Немаловажную роль играет охлаждение готового продукта, что позволяет стабилизировать жировую фазу, уменьшить риск комкования сухого продукта [10].
После процесса сушки основного компонента в соответствии с рецептурой могут вноситься дополнительные компоненты: витамины, наполнители, ароматизаторы и т.д. Для этого используют линии дозировки и сухого смешивания компонентов.
Стоит отметить, что для получения качественного продукта, востребованного на рынке, необходим комплексный подход к формированию производственной линии, начиная от линейки продуктов и заканчивая подбором оборудования в технологическую цепочку. Компания ДМП совместно с Vzduchotorg специализируется на разработке и реализации комплексных технологических решений в полном соответствии с требованиями заказчика к конечному продукту. Многолетний опыт специалистов позволяет нам реализовывать крупномасштабные проекты от этапа проработки концепции до отладки технологического процесса и выпуска качественного продукта на рынок.
Сегодня связка мембранного оборудования, включающая микро-, ультра-, нанофильтрацию и обратный осмос, является классическим решением при организации технологического цикла безотходного использования молочного сырья [1]. Комбинирование процессов мембранной обработки дает предприятию возможность концентрировать и частично деминерализовать сырье, отделять сывороточные и молочные белки, жир, возвращать воду в производственный цикл и т.д.
Мембраны микрофильтрации позволяют производить очистку от коллоидных соединений, взвесей и бактерий.
С точки зрения реализации мембранных технологий в промышленных масштабах микрофильтрация относительно нова для молочной отрасли. При микрофильтрации молочного сырья используются мембранные модули (см. рисунок), оснащенные полимерными или керамическими мембранами с размером пор в диапазоне от 0,05 до 10 мкм, при давлении 0,5–2 бар и температурном режиме от 5 до 50 °С [2].
Наиболее часто микрофильтрация применяется для «холодной стерилизации» молочного сырья, при которой клетки вегетативных и споровых форм микроорганизмов, соматические клетки удаляются практически на 99,9 % [2]. Также микрофильтрация может использоваться для холодного обеззараживания рассола, применяемого при посолке сыров. Микрофильтрация является реальной альтернативой термообработке рассола и использованию консервантов, которые практикуются на некоторых сыродельных заводах. Что касается фракционирования молочного сырья, то одним из перспективных направлений является получение концентрата мицеллярного казеина. Мицеллярный казеин – это медленно усвояемая белковая добавка, позволяющая сохранять уровень аминокислот, являющихся ключевыми в синтезе мышечного белка, в течение нескольких часов [4]. Именно поэтому он становится все более популярным ингредиентом для спортивного питания. Также мицеллярный казеин используется в качестве добавки при производстве сыров, кисломолочных продуктов, сухих супов и т.д. за счет технологических свойств: термостабильности, хорошей диспергируемости, придания продуктам «сливочного вкуса», повышения вязкости и т.д.
Технологически процесс производства концентрата мицеллярного казеина привлекателен тем, что в отсутствие термолабильных белков концентрат остается стабильным даже при температуре около 80 °С, что облегчает последующее концентрирование белка путем выпаривания. Сконцентрированная фракция мицеллярного казеина при низкой температуре образует термоустойчивый гель, который при нагревании легко переходит в жидкое состояние, что, в свою очередь, положительно сказывается на процессе сушки продукта [3].
Микрофильтрационный пермеат молока, который часто называют «идеальной/нативной сывороткой», содержит растворимые сывороточные белки сырья с размером молекул 2–10 нм. В отличие от сывороточных пермеатов он не содержит остаточного жира, микроорганизмов, ферментных препаратов, гликомакропептида и других продуктов ферментного и микробного гидролиза компонентов молочного сырья, образующихся при сычужном свертывании молока.
Если микрофильтрационный пермеат подвергается дальнейшей ультрафильтрации в сочетании с диафильтрацией, то образуется концентрат/изолят сывороточных белков молока с массовой долей белка в сухом веществе порядка 90 %. Полученный продукт затем сгущается до 36–37 % сухих веществ и высушивается.
В отличие от белковых концентратов, полученных из подсырной и творожной сыворотки, концентраты «идеальной сыворотки» имеют чистый вкус, большую растворимость, пенообразующую и эмульгирующую способность. При восстановлении дают прозрачные растворы, даже при высоком содержании сухих веществ [4]. За счет высокой доброкачественности такие концентраты имеют преимущества при использовании в рецептурах сухих смесей для детского питания при коррекции белкового состава.
С другой стороны, «идеальная сыворотка» является идеальной основой для создания комбинации молочных смесей с заданным белковым составом. Процесс может быть осуществлен путем сочетания микро-, ультра- и нанофильтрации молока (см. рисунок) [5].
Обезжиренное молоко подвергается микрофильтрации, после чего пермеат концентрируется, деминерализуется, досгущается и высушивается на распылительной сушилке [6]. Перед сушкой в продукт вводится концентрат мицеллярного казеина, полученный при микрофильтрации, для того чтобы соотношение казеина и сывороточных белков было таким же, как и в женском молоке, т.е. составляло 60:40 соответственно.
Таким образом, микрофильтрация, как и другие мембранные процессы, является одним из необходимых технических этапов при формировании линий производства молочных продуктов нового поколения, премиум-класса с новыми функциональными возможностями. Как показывает опыт ООО «ДМП» и компании «Вздухоторг», использование современного высокотехнологичного оборудования на заключительных технологических этапах – пленочных выпарных установок и распылительных сушильных аппаратов, обеспечивает высокую рентабельность и качество готовых продуктов.
Список литературы
1. Золоторева, М.С. Преимущества мембранных технологий в процессах обеспечения микробиологической безопасности молочного сырья и продуктов / М.С.Золоторева [и др.] // Молочная промышленность. № 5. 2018. С. 56–57.
3. Micellar Casein Concentrate. 2015 U.S. Dairy Export Council | WW017E. Режим доступа: USA dairy.org/products/milk-proteins.
4. Kimberlee, K.J. Burrington. Technical Report: Milk Fractionation Technology and Emerging Milk Protein Opportunities. Режим доступа: https://www.usdairy.com/~/media/usd/public/tecnicalreportmilkfraction ationtechnologypdf.pdf.
5. Patent WO 2013/068653 A2, 16.05.2013. Method for producing a milk product // World International Property № 068653, A2 2013, 16.05.2013 / Tikanmäki R., Harju M.E., Tossavainen O.
6. Patent WO 00/30461, 02.06.2000. Method for preparing a protein composition and an infant formula containing same // World International Mп Property № 00/30461, 02.06.2000 / Jost R., ec.
#сушка молока #сушка сыворотки #сушка обрата #сушка белковых продуктов #сушка в виброкипящем слое #сушильные установки
Современный рынок молочных консервов представлен довольно широкой линейкой продукции. Мировые объемы производства сухих и сгущенных продуктов из молочного сырья остаются довольно стабильными даже при небольших колебаниях рынка отдельных видов продукции [1]. Например, аналитики отмечают незначительное снижение роста производства сухого цельного и обезжиренного молока в Европе и США в 2018 г. Тем не менее, большинство прогнозов оценивают совокупные темпы годового роста производства сухих молочных продуктов порядка 3–5 % в течение 2018– 2027 гг. [3].
Несмотря на разнообразие технологических приемов, необходимых для производства сгущенных и сухих продуктов из молочного сырья, одним из основных этапов является концентрирование или сгущение сырья методом выпаривания влаги [4, 5]. Учитывая многокомпонентный состав молочного сырья, его термолабильность, к условиям выпаривания всегда предъявлялись особые требования. Для исключения необратимых изменений свойств компонентов за счет денатурации белков, реакции меланоидинообразования и т.д. температура кипения молочного сырья должна быть пониженной, так же, как и температура греющей поверхности, контактирующей с продуктом.
Со времен изобретения первого выпарного аппарата для сгущения молока в XVIII в. процесс выпаривания осуществляется в условиях искусственно созданного вакуума и конденсации пара, выпаренного из молока [5]. Первые выпарные установки представляли собой аппараты периодического действия со встроенными трубчатыми нагревателями (рис. 1).
Емкость, заключенная в кожухе, наполнялась молоком, пока нагревательные элементы не погружались в жидкость. В процессе нагрева молока и выпаривания влаги в аппарат дозированно подавалось свежее молоко, чтобы поддерживать требуемый уровень жидкости. По достижении требуемой концентрации сухих веществ в полученном молоке нагрев прекращался, вакуум сбрасывался и сгущенный продукт удалялся из аппарата. Весь процесс выпаривания занимал несколько часов, поэтому в результате длительного температурного воздействия значительно повышалась вязкость продукта, что позволяло достигать максимально 40 % сухих веществ. Даже в более позднее время давались рекомендации не проводить сгущение более чем в 2 раза для нормальной эксплуатации выпарной установки и обеспечения качества готового продукта.
Рисунок 1. Схема вакуум-выпарного аппарата (1871 г.), размещенная в бюллетене Ассоциации американских молочных фермеров [6]
Современные вакуум-выпарные установки (ВВУ) представлены аппаратами трех типов: циркуляционные с естественной и принудительной циркуляцией; пленочные. Установки могут быть одно- или многокорпусными, периодического или непрерывного действия.
Основные элементы вакуум-выпарных установок: калоризатор, обеспечивающий подогрев сырья до точки кипения и выпаривание влаги, сепаратор для отделения полученного (выпаренного) пара от продукта, вакуумный насос для создания и поддержания вакуума, конденсатор выпаренного пара [11]. Помимо этого в зависимости от комплектации, используемого сырья установки могут быть оснащены дополнительными узлами: пастеризаторами, охладителями, устройствами для компрессии пара и т.д.
Конструкции калоризаторов в выпарных установках разнообразны и могут быть выполнены в виде трубчатых и пластинчатых аппаратов.
В России в молочноконсервном производстве главным образом используются циркуляционные вакуум-выпарные установки «Виганд» (рис. 2), внедренные в производство в 1960-х годах. Производительность одно- и двухкорпусных установок циркуляционного типа «Виганд» по испаренной влаге колеблется от 500 до 8000 кг/ч. Исходный продукт направляется в подогреватели, где нагревается до температуры сгущения или необходимой температуры пастеризации исходного продукта, а затем поступает в калоризатор, где закипает, и далее часть продукта вместе с образовавшимся паром поступает в пароотделитель. Здесь пар отделяется от продукта, который по циркуляционной трубе возвращается в калоризатор, где вновь закипает, и цикл повторяется до достижения требуемого содержания сухих веществ в сгущенном продукте.
Основной недостаток данной установки состоит в длительности цикла сгущения – 1–1,5 ч при повышенных температурах, снижающих качество продукции, и повышенном расходе острого пара – не менее 0,4 кг/кг испаренной влаги против 0,2–0,22 кг/кг для современного оборудования [9].
В мировой практике наибольшее распространение получили вакуум-выпарные установки с падающей пленкой, оснащенные механической или термической компрессией вторичного пара. Аппараты появились около 40 лет назад и постепенно вытеснили выпарные установки с естественной и принудительной циркуляцией. Одно- и многокорпусные пленочные аппараты с нисходящей пленкой подразумевают однократный проход концентрируемого сырья через греющую поверхность, что существенно сокращает время пребывания сырья в вакуум-аппарате и способствует получению продукта высокого качества.
В пленочной установке (рис. 3) сырье подается в верхнюю часть трубки греющей камеры и стекает вниз по внутренней поверхности трубки в виде тонкой пленки, во время движения сырье нагревается и влага испаряется. При этом продолжительность сгущения молочного сырья составляет не более 3–5 мин. Качество продукта в результате повышается, уменьшается расход воды и греющего пара, исключается возможность пенообразования и потерь продукта [10].
Рисунок 3. Схема двухкорпусной вакуум-выпарной установки пленочного типа с термокомпрессией вторичного пара
В верхней части калоризатора над трубной решеткой установлено распределительное устройство для равномерного распределения продукта по трубам (рис. 4).
Рисунок 4. Конструкция распределительного устройства пленочной вакуум-выпарной установки [11]
Многопроходные секции и корпуса с рециркуляционной системой продукта позволяют адаптировать вакуум-выпарные установки к одновременному использованию различного вида молочного сырья: обезжиренного молока, молочной сыворотки, пермеата и т.д. [5].
Системы механической и термической компрессии пара наряду с многокорпусными установками можно рассматривать как одну из возможностей обеспечения высокой эффективности процесса сгущения. Основная цель использования компрессии – повышение давления вторичного пара до значений, позволяющих применять его в качестве греющего.
Установки с механической компрессией вторичного пара работают по принципу теплового насоса, используя турбокомпрессоры, одноступенчатые радиальные вентиляторы или высоконапорные вентиляторы в качестве агрегатов для сжатия вторичного пара. Такой тип оборудования требует незначительного количества острого пара при пуске, но система энергообеспечения установки должна предусматривать возможность пикового потребления электроэнергии [11].
В аппаратах с термической компрессией используется энергия свежего (острого) пара в паровых эжекторах, которые работают по принципу струйного насоса. В качестве «активного потока» в данном случае используется острый пар высокого давления (до 18 бар). Такие конструкции достаточно надежны за счет отсутствия движущихся частей и не требуют больших затрат на техническое обслуживание.
С учетом специфики вырабатываемой продукции вакуум-выпарные установки для молочного сырья могут включать теплообменное оборудование (поверхностное или контактное) для обеспечения требуемых микробиологических показателей путем пастеризации сырья перед подачей на сгущение.
На выходе из вакуум-выпарного аппарата температура продукта ниже температуры кипения при сгущении и обычно составляет 50–60 °С. При производстве сухого цельного и обезжиренного молока сгущенный продукт с такой температурой подается на сушильные установки. При изготовлении сухой сыворотки сгущенный продукт поступает на направленную кристаллизацию лактозы. Для достижения температуры кристаллизации 30–35 °С в выпарных установках пленочного типа предусматриваются охладители мгновенного действия (flash-cooler). Сгущенный продукт подается в камеру при пониженном давлении, создаваемом пароструйным насосом. Происходит мгновенное выпаривание влаги с одновременным охлаждением и подсгущением продукта [8].
Практически все типы современных выпарных установок могут эксплуатироваться в автоматическом режиме. Автоматизация систем управления выпарных установок позволяет осуществлять не только эффективный контроль за стабильностью технологических режимов и работой оборудования, но также архивировать и анализировать данные для их дальнейшей оптимизации [9]. В аппаратах с падающей пленкой используется меньший поток сгущаемого продукта, чем в циркуляционных, поэтому системы автоматизации пленочных установок быстрее реагируют на изменения основных параметров процесса [10].
Таким образом, для сгущения молочного сырья современные поставщики выпарного оборудования предлагают довольно широкий спектр оборудования, выбор которого должен опираться на анализ вида перерабатываемого сырья, конечного продукта, экономических возможностей предприятия и т.д.
Опыт показывает, что использование установок пленочного типа имеет целый ряд преимуществ перед установками циркуляционного типа:
снижение энергозатрат на выпаривание;
возможность использовать современные системы автоматизации;
мягкие условия процесса сгущения: низкие температурные воздействия на термолабильные компоненты молочного сырья (около 55 °С) и минимальное время воздействия на продукт; возможность получения сгущенного продукта с массовой долей сухих веществ до 62 %;
повышение качества готового сухого продукта;
конструкция выпарного аппарата позволяет снижать операционные затраты на кристаллизацию и сушку.
Сегодня ООО «ДМП» совместно с компанией «Вздухоторг» реализован целый ряд проектов по внедрению вакуум-выпарных аппаратов пленочного типа (рис. 5).
Рисунок 5. Трехкорпусная вакуум-выпарная установка пленочного типа для сгущения молочного сырья
Отечественные молокоперерабатывающие предприятия уже оценили их высокую экономическую и технологическую эффективность. Все реализуемые нами комплексные технологические линии оснащены ВВУ пленочного типа, что в совокупности с современным сушильным оборудованием позволяют предприятиям получать продукцию высокого качества с высокой рентабельностью.
4. Чекулаева, Л.В. Технология продуктов консервирования молока и молочного сырья [Текст]: учебное пособие для вузов / Л.В.Чекулаева, К.К.Полянский, Л.В.Голубева. – М.: ДеЛи принт, 2002. – 249 с.
5. Pisecky, J. Handbook of milk powder manufacture / J.Pisecky. – Niro A/S, Copenhaguen, Denmark, 1997.
9. Золоторева, М.С. Модернизация оборудования для производства сухих молочных консервов / М.С.Золоторева [и др.] // Переработка молока. 2018. № 7. C. 21–23.
10. Haasbroek, A. A comparison of control techniques for dairy falling film evaporators / A.Haasbroek, L.Auret, W.H.Steyn // Preprints of the 10th IFAC International Symposium on Dynamics and Control of Process Systems The International Federation of Automatic Control December, 18–20, 2013. Mumbai, India.
11. Munir, MTajammal. Modelling of a falling film evaporator for dairy processes [online] / MTajammal Munir [et al.] // In: Chemeca 2014: Processing excellence; Powering our future. Barton, ACT: Engineers Australia, 2014: [174]– [181]. Availability: ISBN: 9781922107381.
#сушка молока #сушка сыворотки #сушка обрата #сушка белковых продуктов #сушка в виброкипящем слое #сушильные установки
Спрос на продукты с повышенным содержанием белка растет во всем мире, и, по мнению экспертов, сегодня это одна из основных тенденций на мировом рынке пищевых продуктов и напитков [1]. Согласно данным [2, 3], европейский рынок сывороточных белков в 2017 г. составил более 2200 млн долл. Причем мировые аналитические агентства прогнозируют дальнейший ежегодный прирост рынка приблизительно на 7,5 % в течение последующих 5 лет. Основной драйвер рынка сывороточных белков в Европе – это хорошо сформированная культура употребления продуктов спортивного питания и функциональных напитков. Наиболее развитыми региональными европейскими рынками, по мнению [2], являются рынки Испании и Италии, которым присущи черты «зрелого рынка» из-за масштабного производства подсырной сыворотки, особенно в Испании. Германия и Франция в 2017 г. столкнулись с резким спадом спроса на сывороточные белки из-за растущего рынка продуктов, альтернативных молочным, которые особенно популярны среди потребителей, страдающих непереносимостью лактозы.
Особенностью России, напротив, является популяризация функциональных молочных напитков и спортивного питания, что вполне прогнозируемо делает российский рынок сывороточных белков самым быстрорастущим в Европе – с 9%-ным средним уровнем годового роста в 2018– 2023 гг. [4]. Поэтому вполне объясним интерес предприятий отрасли к производству рентабельного продукта, пользующегося спросом на рынке, который одновременно обеспечит более полное использование белков молока и получение прибыли. Однако невозможно рассматривать технологию концентрата сывороточных белков (КСБ) изолированно, без учета основных принципов комплексной переработки молочного сырья [5]. Необходимо проектировать комплекс технологий, обладающих определенной гибкостью и многовариантностью технологических решений, который позволяет обосновать производство продуктов устойчивого сбыта.
Главным технологическим приемом при производстве КСБ является баромембранное разделение молочной сыворотки методом ультрафильтрации на два потока: концентрат (ретентат) и фильтрат (пермеат). Если основным компонентом ретентата является сывороточный белок, то основным компонентом перемеата – лактоза, содержание которой составляет более 90 % от массы сухого остатка пермеата. Поэтому валоризация этого продукта чаще всего связана с организацией производства молочного сахара различных категорий качества (пищевой, рафинированной, технической, фармакопейной) [6, 7].
Процесс выработки молочного сахара высокотехнологичный и требует от предприятия значительных затрат энергетических и кадровых ресурсов не только на основное производство, но и на переработку вторичных продуктов – мелассы, промывных вод и т.д. Поэтому организация производства молочного сахара/лактозы оправдана экономически только при наличии высокого рыночного потенциала и значительных объемов перерабатываемого сырья.
Пермеат распылительной сушки может быть интересной альтернативой молочному сахару, поскольку из процесса переработки исключается ряд технологических операций и побочных потоков (рис. 1).
Рис. 1. Блок-схема выработки пермеата распылительной сушки и лактозы пищевой категории качества
Основной задачей при выработке пермеата распылительной сушки является обеспечение производства продукта, приближенного по своим качественным характеристикам и технологическим свойствам к лактозе пищевой категории качества (табл. 1) [6, 7, 8] для того, чтобы пермеат мог успешно использоваться в технологии различных напитков, мороженого, молочных консервов, кондитерском и хлебобулочном производстве.
Поскольку пищевая лактоза используется в качестве подслащивающего компонента, ингредиента, улучшающего структуру и внешний вид продуктов, и нейтрального молочного наполнителя (заменителя), обращать внимание следует как на компонентный состав пермеата и пищевой лактозы, который, безусловно, будет отличаться (см. таблицу), так и на обеспечение высоких органолептических показателей и показателей, характеризующих качество сухих продуктов в целом: слеживаемость, слипание, комкование и т.д.
Особенностью пермеата как сырья является повышенное содержание минеральных солей и лактозы, а для пермеата, полученного из сквашенного молока и кислой сыворотки, харатерна еще и высокая кислотность [5]. Повышенное содержание солей обуславливает солоноватый привкус сухого продукта, что является нежелательным фактором при использовании пермеата для формирования требуемых сенсорных характеристик, например, в рецептурах кондитерских изделий. Включение в технологическую линию процесса деминерализации позволяет максимально удалить из пермеата нежелательные минеральные вещества и кислоты. Тем самым улучшаются его органолептические и технологические характеристики. Удаление несахаров повышает содержание основного компонента – лактозы, которая в деминерализованном пермеате может достигать 95 %, что увеличивает привлекательность пермеата как альтернативы пищевой лактозы [8]. Кроме того, удаление кальциевых солей снижает риск образования накипи на греющих поверхностях выпарного оборудования.
Лактоза оказывает большое влияние на физико-химические и структурные свойства продукта, поскольку присутствует в пермеате как непрерывная фаза. Если в сухом продукте лактоза находится в стекловидном, аморфном состоянии, то порошок может легко поглощать влагу из атмосферы при хранении, образуя высоковязкую жидкость. В результате происходит слипание, комкование и слеживание продукта, иногда даже с формированием монолита, что делает невозможным его дальнейшее использование.
Наиболее приемлемый и эффективный способ предотвращения негативных последствий повышенной гигроскопичности продукта – кристаллизация лактозы перед распылительной сушкой, целью которой является получение порошка, в котором кристаллическая форма лактозы будет преобладать над аморфной.
Микроструктура промышленного образца пермеата, выработанного без использования процесса кристаллизации, определенная, согласно [9], на рентгеновском микротомографе SkyScan 1176, представлена на рис. 2. Микроструктура включает смесь шарообразных частиц неправильной формы наряду с большими и мелкими кристаллами с острыми краями, которые образуются в результате спонтанной кристаллизации в период технологического процесса производства сухого пермеата. Размер частиц колеблется в диапазоне от 17 до 170 мкм, при этом встречаются агломераты размером до 2,0 мм.
Таблица 1 – Сравнительная характеристика пермеата распылительной сушки и лактозы пищевой категории качества
Наименование показателя
Характеристика сухого продукта
Внешний вид и консистенция
Мелкодисперсный порошок, допускается незначительное количество комочков, легко рассыпающихся при механическом воздействии
Кристаллический свободно пересыпающийся порошок
Вкус и запах
Чистый молочный, сладкий
Слегка сладковатый без запаха
Цвет
Белый, с желтоватым оттенком
От белого до светло-желтого, однородный по всей массе
Массовая доля сухих веществ, %
Не менее 97
Не менее 98
Массовая доля общего белка, % в пересчете на сухое вещество, не более
3,5
1,0
Индекс растворимости, мл сырого осадка, не более
0,5
Отсутствие осадка
Массовая доля лактозы, % в пересчете на сухое вещество
72,0 — 95,0
97,0 – 98,0
Массовая доля золы, % в пересчете на сухое вещество
1,0 -14,0
Не более 1,53
Микроструктура пермеата с использованием процесса направленной кристаллизации (рис. 2 [10]) более упорядочена. Капли высушиваются в виде правильных глобулярных частиц, состоящих из всех растворенных веществ, которые первоначально содержались в пермеате: лактозы, минеральных и органических солей, азотистых соединений. Гранулометрический состав кристаллов лактозы более однороден, размеры кристаллов не превышают 100 мкм [10]. Поскольку более 70 % лактозы находятся в форме α-моногидрата [10], готовый продукт содержит меньшее количество лактозы в безводной форме, что увеличивает его стабильность при хранении.
Рис. 2. Микроструктура промышленного образца пермеата распылительной сушки, выработанного без кристаллизации
Рис. 3. Микроструктура образца пермеата распылительной сушки с контролируемой кристаллизацией [10]
Кроме того, после предварительной кристаллизации снижается вязкость сгущенного пермеата, что способствует более эффективному протеканию процесса распылительной сушки.
Таким образом, для обеспечения производства продукта с гарантированно высоким качеством и заданными физико-химическими показателями технология пермеата распылительной сушки должна включать следующие этапы (рис. 1): приемку сырья, предварительное концентрирование и деминерализацию, сгущение, контролируемую кристаллизацию и сушку.
Для предварительной концентрации и деминерализации применяют электро- и баромембранные процессы, при необходимости ионный обмен, которые обеспечивают требуемые органолептические показатели и корректировку содержания основного компонента лактозы. Сгущение пермеата проводят с использованием пленочных вакуум-выпарных аппаратов, в которых сырье стекает по греющей поверхности в виде тонкой пленки. Качество продукта в результате повышается, уменьшается расход воды и греющего пара, исключается возможность пенообразования и потерь продукта [11]. Применение пленочных вакуум-выпарных аппаратов позволяет повысить сухие вещества пермеата до 62 %, что значительно снижает энергозатраты при последующей сушке. Наличие в вакуум-аппарате системы быстрого охлаждения (Flash Cooler) позволяет быстро и эффективно охладить сгущенный продукт и создать оптимальные условия для последующей кристаллизации лактозы.
Кристаллизация сгущенного пермеата проводится в специализированных аппаратах – кристаллизаторах, обеспечивающих постепенное охлаждение продукта до 10–15 °С со скоростью 1,0–2,5 °С/ч при постоянном перемешивании. Согласно нашему опыту, такой режим кристаллизации наиболее оптимален и позволяет в течение 8–12 ч перевести порядка 80 % лактозы в кристаллическую форму, при этом гранулометрический состав будет оптимальным.
Распылительная сушка молока проводится в сушильных аппаратах распылительного типа, где достигается высокая интенсивность испарения влаги за счет дисперсного распределения сырья в рабочей камере, через которую движется нагретый воздух. При этом удельная поверхностность испарения становится настолько большой, что процесс высушивания завершается чрезвычайно быстро, обеспечивая высушивание в мягких условиях, с последующим получением качественного порошкообразного продукта хорошей растворимости [11].
Таким образом, описанная технология позволяет получать пермеат заданного состава и качества, который является наилучшей альтернативой пищевой лактозе в производстве многих продуктов питания, где нет необходимости в использовании высокоочищенных категорий молочного сахара. При этом затраты на производство такого пермеата значительно ниже затрат на производство лактозы, а выход готового продукта примерно в 2,5 раза выше, чем высокоочищенной лактозы [12].
Список литературы
1. Global milk protein market analysis & trends – industry forecast to 2025/ACCUR AY RESEARCH // MILK PROTEIN MARKET [REPORT]. – URL: ttp://www.accurayresearch. com/chemicals-and-materials/milk-proteinmarket-analysis-size-share-trends. – Февраль, 2017. – 331 р.
2. Global Whey Protein Market to Hit $13.5 Billion by 2020. – URL: https://www. naturalproductsinsider.com/healthy-living/ global-whey-protein-market-hit-135- billion-2020
3. Mordor Intelligence. Europe Whey Protein Market – Growth, Trends, and Forecast (2018– 2023). – URL: https://www.mordorintelligence. com/industry-reports/europe-whey-proteinmarket
4. Mordor Intelligence. Russia Whey Protein Market – Growth, Trends & Forecasts (2017– 2022). – URL: https://www.mordorintelligence. com/industry-reports/russia-whey-proteinmarket
8. Discover our dairy powders and ingredients for infant formulas. – URL: https://www. euroserum.com/en/for-your-recipes/for-yourinfant-formulas/demineralized-wheypermeate/#discover
9. X-ray micro-tomography to quantify frozen ice cream structure / G. Alvarez, D. Cantre, P. Verboven, F.T. Ndoye, M. Warren, W.R. Hartel, B. Nicolai // 24ième Congrès International du Froid ICR. – 2015, August. – Yokohama, Japan.
10. Kalab Miloslav. Composition and Structure of Demineralized Spray-Dried Milk Permeate Powder, Food Structure / Miloslav Kalab, Marijana Caric and Spasenija Milanovic. – 1991. – Vol. 10. – №. 4. Article 6. Available at: http:// digitalcommons.usu.edu/foodmicrostructure/ vol10/iss4/6
11. Современные решения для производства сухих молочных продуктов / А.С. Гридин // Переработка молока. – 2017. – № 7. – С. 33–37.
12. О переработке молочной сыворотки и внедрении наилучших доступных технологий / М.С. Золоторёва, Д.Н. Володин, В.К. Топалов, И.А. Евдокимов, Б.В. Чаблин // Переработка молока. – 2016. – № 7. – С. 17–19.
#сушка молока #сушка сыворотки #сушка обрата #сушка белковых продуктов #сушка в виброкипящем слое #сушильные установки
В последнее время вопросам продовольственной безопасности, т.е. самообеспечения страны основными продуктами питания, уделяется большое значение. В соответствии с Доктриной продовольственной безопасности РФ, утвержденной Указом Президента от 30.01.2010 г. № 120, самообеспеченность России молоком и молочными продуктами должна находиться на уровне 90 %. По данным аналитиков, обеспеченность внутреннего молочного рынка собственными продуктами по состоянию на 2015–2017 гг. составляет около 80 %.
В общей тенденции наблюдались нехватка молока (за исключением отдельных регионов), сокращение импортных поставок сырья, повышение мировых цен, что спровоцировало в 2016 г. рост цен на готовую молочную продукцию. При этом снижение покупательной способности населения немного сдерживало темпы роста розничных цен.
Для оценки технологической и экономической безопасности сыродельных предприятий по традиции обратимся к статистике и рассмотрим рынок молока и молочных продуктов.
Российский рынок сыров. Сыр – один из продуктов, на который в наибольшей степени повлияло введение ответных мер на санкции. Кроме того, отечественные сыродельные предприятия оказались в непростых условиях: дефицит качественного сырья, высокие закупочные цены на молоко, отсутствие и (или) дороговизна требуемого оборудования и технологий, слабый рубль, недобросовестная конкуренция, снижение покупательной способности населения – и это далеко не весь список.
До введения санкций и ответных мер рынок сыров в России был достаточно стабильным: потребление увеличивалось, самообеспеченность составляла около 50 %, остальной спрос удовлетворялся импортом в основном из Европы. После событий 2014 г. российские производители начали наращивать объемы производства сыров, которые за 2015 г. увеличились примерно на 30–35 % к досанкционному периоду (2013 г.) и заняли долю на рынке более 70 % (по данным Milknet.ru).
В последующих 2016–2017 гг. отмечено снижение темпов роста производства сыров. Так, в 2016 г. выработано на 2,4 % больше, чем в 2015 г., а в 2017 г. – минус 0,4 % по отношению к 2016 г. А вот производство более дешевых сырных продуктов в 2017 г. показало рост более чем на 30 %.
Следует отметить, что отпускная цена в среднем за год медленно поднимается, при этом она подвержена колебаниям от месяца к месяцу, определяя нестабильность рынка. Что касается цен на импортные сыры, то в течение 2016 г. они были ниже, чем на российскую продукцию (от 250 до 290 руб/кг), но уже в начале 2017 г. цены на импортные сыры сравнялись с отечественными и составили около 360– 370 руб/кг. Кроме того, отмечается посте- пенный рост розничной цены, которая меньше подвержена колебаниям, так как определяется ритейлом и ограничивается лишь спросом.
По мнению Вадима Семкина – эксперта рынка молока и молочных продуктов ИКАР: «Российский рынок сыра является наиболее показательным по эффекту импортозамещения, который на данный момент себя практически исчерпал. Драйверов для дальнейшего бурного роста на данный момент нет, так как все упирается в потребительский спрос».
Рынок сухих молочных продуктов. После введения ограничений на поставки молочной продукции из европейских стран в 2014 г. произошло существенное снижение импорта сухого молока в нашу страну (минус 19,7 % в 2014 г. по отношению к 2013 г. (по данным «АБ-Центра»).
Сокращение поставок из Европы и достаточно высокий спрос стимулировали наращивание собственного производства сухих молочных продуктов в 2014 г. почти на 30 % к 2013 г. Но в 2015 г. увеличился ввоз сухого молока из Белоруссии, что в совокупности с дефицитом товарного молока повлияло на объемы производства отечественной продукции, в результате чего в течение 2015–2016 гг. оно снизилось до прежнего уровня. В 2016 г. на долю белорусской продукции приходилось до 80 % всего объема импорта сухого молока.
Что касается потребления сухих молочных продуктов, то мнения аналитиков расходятся, и рынок показывает колебания как в объемах потребления, так и динамике цен аналогично другим категориям молочных продуктов. Например, по оценкам «АБ-Центра» в 2016 г. объем потребления сухой молочной продукции демонстрировал наибольшие за предыдущие несколько лет показатели. В последующий год отмечается снижение уровня потребления и рынок в целом нестабилен.
Импорт молочной продукции. В 2016 г. наблюдается увеличение импорта отдельных видов молочной продукции (в том числе сухого цельного и обезжиренного молока, сыров и сыворотки) по отношению к 2015 г. В начале 2017 г. объем импорта увеличился на 7 % (по данным «Союзмолоко»). Основным импортером молочной продукции на российский рынок выступает Белоруссия, на долю которой в 2016–2017 гг. приходится приблизительно 75–80 % общего объема.
Увеличение импорта более дешевой продукции привело к росту конкуренции, при этом ситуация осложнилась снижением потребительского спроса, увеличением доли так называемого фальсификата (продукции, содержащей растительные жиры), ростом цен.
По данным ФТС России (без учета торговли со странами ЕАЭС), в марте 2018 г. по сравнению с аналогичным периодом 2017 г. импортные поставки сыра увеличились в 1,4 раза – до 6,2 тыс. т, поставки сливочного масла снизились почти в 3 раза, сухого молока из дальнего зарубежья (Швейцария, Новая Зеландия) снизились в 8 раз.
Экспорт молочной продукции из России небольшой, однако в 2016 г. отмечается увеличение поставок молочной продукции за рубеж (743 тыс. т на сумму 267 млн долл.) в сравнении с 2015 г. За первый квартал 2017 г. было экспортировано 159,8 тыс. т молочной продукции (в пересчете на молоко), на сумму 70,1 млн долл. При этом отмечено увеличение отгрузок СОМ и сырной продукции. Импортерами российской молочной продукции являются страны СНГ, Южная Осетия, Абхазия, Грузия, Израиль, США, Чили, Канада, Республика Конго, ОАЭ, Япония, Республика Корея, Монголия, Гонконг, Китай и некоторые европейские страны (по данным «Союзмолоко»).
По мнению аналитиков, российским производителям молочной продукции следует обратить внимание на азиатско-тихоокеанские рынки и пробовать на них выходить. Обладая преимуществами в развитии потенциала производства молока, Россия в силах осуществлять значимые для экономики экспортные поставки продукции с высокой добавленной стоимостью.
Факторы, определяющие ситуацию на молочном рынке и развитие отрасли в целом:
действие эмбарго (должно способствовать увеличению внутреннего производства);
ситуация на мировом молочном рынке (уровень цен на сырье и готовую продукцию);
качество и количество молока-сырья, уровень закупочных цен на него; уровень потребления молочной продукции населением, в том числе сыров (производство качественной импортозамещающей продукции сдерживается покупательной способностью и уходом спроса в сегмент более дешевой молоко- содержащей продукции);
укрепление национальной валюты, повышение доходов населения;
государственная поддержка и регулирование отрасли.
В сложившихся экономических условиях современное молочное предприятие должно обладать определенной гибкостью в плане технологий, оборудования и ассортимента выпускаемой продукции, чтобы иметь возможность быстро реагировать на изменения рынка.
Говоря о решении вопросов безопасности сыродельных предприятий, стоит начинать не только с количества товарного молока, но с его качества, т. е. сыропригодности, которая остается актуальной проблемой отрасли и зависит от многих факторов: сезонности, состава кормов, состояния здоровья, породы животного и др.
Справиться с нестабильностью качества молочного сырья можно с помощью баромембранных методов обработки. Прежде всего речь идет о микрофильтрации (МФ) и ультрафильтрации (УФ). Эти процессы отличаются размером пор фильтрующих элементов и величиной рабочего давления. Таким образом, МФ позволяет решать вопросы бактериальной загрязненности молока, механически удаляя из сырья до 99,9 % клеток микроорганизмов, спор и соматических клеток. То есть по сравнению с традиционной тепловой обработкой, где бактерии инактивируются, а их клетки остаются в молоке, при МФ они удаляются из сырья, в том числе и проблемные для сыроделия микроорганизмы, такие как термофильные стрептококки, дрожжи, Clostridium tyrobutyricum, которые способны частично выжить при стандартных режимах пастеризации и в дальнейшем вызвать пороки сыров.
Спиральные мембраны доступны из различных материалов, разного диаметра и длины. Они быстро стали самым распространенным из всех доступных конфигураций мембран
Процесс микрофильтрации характеризуется щадящими температурными режимами обработки, что также исключает негативное действие на белковые компоненты молочного сырья.
Ультрафильтрация в сыроделии имеет много применений, особый интерес вызывает стандартизация молока по белковому компоненту. Размер пор ультрафильтрационных элементов подобран таким образом, что позволяет концентрировать казеин и сывороточные белки, а более низкомолекулярные компоненты молока (лактоза, минеральные вещества и др.), проходя через поры мембран, пере- распределяются между потоками концентрата и фильтрата таким образом, что состав молока стандартизируется не только по содержанию белков, но и белково-солевому равновесию, а это, в свою очередь, улучшает свертываемость, позволяет снизить дозу фермента и повысить выход готового продукта на 2–5 % в зависимости от вида сыра, получить больше продукта с единицы оборудования. Фактор концентрирования по белковому компоненту в случае стандартизации молока по белку составляет 1,2–1,5, т. е. содержание белка в сырье повышается в 1,2–1,5 раза – до 3,7–4,5 %. Далее УФ-концентрированное молоко подвергается стандартным технологическим операциям, принятым в технологии того или иного вида сыра.
Ультрафильтрация также характеризуется низкотемпературными режимами обработки, исключает денатурацию белков и позволяет повысить качество сыра.
Процессы МФ и УФ легко встраиваются в технологическую цепочку и могут использоваться как вместе, так и по отдельности, в зависимости от важности решаемых задач. В любом случае применение мембранной техники в сыроделии значительно интенсифицирует производство.
В процессе производства сыра образуется значительное количество сопутствующего продукта – молочной сыворотки (от 80 до 90 % первоначального объема молока), а если в технологической цепочке присутствует ультрафильтрация, то образуется УФ-пермеат (раствор низкомолекулярных компонентов молока – преимущественно лактозы и части минеральных веществ). Количество УФ-пермеата, полученного в процессе стандартизации молока, может достигать от 20 до 30 % объема исходного сырья. С точки зрения рациональности и безопасности сыворотка и пермеат должны быть переработаны, на что также указывают их ценный состав, ожесточающееся экологическое законодательство и возможность получения дополнительной прибыли за счет реализации новых видов продукции. Так как сыворотка характеризуется низким содержанием сухих веществ и плохой хранимоспособностью, наиболее целесообразным путем ее переработки является производство сухих концентратов.
Учитывая вышеизложенное, модернизация сыродельных предприятий должна быть направлена на организацию безотходного производства. В таких условиях внедрение оборудования для производства сухих концентратов (современных вакуум-выпарных установок и распылительной сушки) является интересным решением вопроса экономической безопасности предприятия. Так, оборудование по удалению влаги из молочного сырья позволяет получать продукты, которые имеют определенные преимущества перед остальным ассортиментом, прежде всего самой популярной категорией – цельномолочной продукцией. Эти преимущества заключаются в том, что:
на одном и том же оборудовании, предназначенном для производства сухих молочных концентратов, можно получать различные продукты: СОМ, СЦМ, сухую сыворотку и пермеат, что расширяет ассортимент выпускаемой продукции;
сухие молочные продукты имеют длительные сроки хранения (до 12 мес, а иногда и больше), их объем гораздо меньше объема исходного сырья, поэтому они могут легко транспортироваться даже на дальние расстояния, что дает определенные преимущества и может рассматриваться как продукция для экспорта;
сухие молочные концентраты могут быть реализованы не только как ингредиенты для изготовления молочных продуктов в молочной промышленности, они также хорошо востребованы в кондитерской, хлебобулочной, мясной промышленности, что расширяет направления сбыта;
появляется возможность переработки сопутствующего сырья (молочной сыворотки и УФ-пермеата) в сухие продукты, что обеспечивает как безотходность производства, в том числе решение ряда экологических проблем, так и получение дополнительной прибыли от их реализации.
Кроме того, внедрение указанного оборудования в условиях колебания рынка позволит управлять ассортиментом выпускаемой продукции, перераспределяя потоки наиболее выгодным образом, т. е. при возникновении излишков молока или снижении рентабельности сыра, производить сухие молочные продукты.
Остановимся подробнее на оборудовании для сухих молочных продуктов, на первый взгляд хорошо знакомых специалисту отрасли. Говоря о современных вакуум-выпарных установках (ВВУ), речь идет об аппаратах пленочного типа, которые являются более эффективными по сравнению с привычными циркуляционными. В основу работы такой вакуум-выпарной установки положен принцип пленочного выпаривания или «стекающей пленки», который обеспечивает эффективный теплообмен, короткое время пребывания продукта в установке, щадящие температуры процесса выпаривания, что в совокупности обеспечивает хорошее качество готового продукта.
Процесс сгущения обеспечивается кратковременным тепловым воздействием при средней температуре процесса 55 °С (Володин Д.Н. и др., 2015).
Для охлаждения сгущенного сырья (молочной сыворотки или пермеата) используют вакуумный охладитель типа «флешкулер». На личие термической или механической компрессии позволяет значительно снизить потребление энергии, экономить пар и охлаждающую воду.
Работа современных ВВУ (выпаривание и мойка) полностью автоматизирована, а для каждого продукта заданы необходимые параметры процесса. Сгущенный продукт на выходе имеет содержание сухих веществ: для сыворотки и пермеата порядка 60 %, для молока – 48 %, что позволяет дополнительно экономить энергию в процессе сушки. При удалении влаги из молочного сырья процесс сгущения может быть интенсифицирован с применением мембранных технологий.
Для сыворотки и пермеата – это нанофильтрация или обратный осмос, позволяющие концентрировать сырье до 20 % сухих веществ (СВ) (при этом в случае нанофильтрации дополнительно может быть удалено до 25 % минеральных соединений). Для обезжиренного молока – обратный осмос, позволяющий эффективно удалить до 50 % влаги, что соответствует 18 % СВ в концентрированном молоке, а при необходимости возможно повысить содержание сухих веществ до 24 %. Указанные процессы протекают при низких температурах (около 10 °С), что обеспечивает высокое качество продуктов и энергоэффективность всей технологии.
Что касается сушильного оборудования, то предпочтение необходимо отдавать многостадийной сушке, обеспечивающей минимальные затраты энергии. Высушиваемое сырье подается к распылителю сушилки и распыляется в сушильную камеру, где мелкодисперсные капли влажного продукта полностью смешиваются с горячим воздухом, в результате чего происходят интенсивное испарение и быстрое высушивание (первая ступень сушки). Сухой продукт в камере падает на интегрированное флюидное дно (ИФД), где в статическом флюидном слое продукт досушивается сушильной средой (вторая ступень сушки). Сухой продукт из ИФД попадает на виброфлюидный желоб, или в зону распыления для агломерации, где и охлаждается до требуемой температуры. Высушенный и охлажденый порошок перемещается с помощью пневмотранспорта в бункер для хранения.
Отделение мелких фракций сухого продукта от сушильной среды осуществляется системой очистки воздуха, которая должна обеспечивать минимальный унос (потери) продукта, в связи с чем необходимо рассматривать установку высоко- эффективных циклонов или специализированных СIP-фильтров.
Необходимо учитывать, что в случае производства сухих молочных продуктов с достаточно высокой массовой долей жира (СЦМ, сливки) линия должна быть оснащена гомогенизатором. С повышением в продукте массовой доли жира и (или) белка стоит рассмотреть вариант сушильной установки с форсуночным распылительным узлом.
В качестве греющего агента для процесса сушки предпочтительнее использовать природный газ, а не пар, это более экономично, а также обеспечивает стабильность температуры сушильного воздуха, контактирующего с продуктом в башне.
Предложенное оборудование и принцип организации технологической переработки всего спектра имеющегося на сыродельном предприятии сырья позволяют эффективно его перерабатывать в целую гамму качественных сухих молочных продуктов. Внедрение современного оборудования: фильтрационных мембранных установок, ВВУ и сушильного оборудования (возможно поэтапно на основе приоритетности технологических задач для снижения финансовой нагрузки на предприятие) – хоть и требует определенных капитальных затрат, но в силу энергоэффективности и ресурсосбережения быстро окупается.
#сушка молока #сушка сыворотки #сушка обрата #сушка белковых продуктов #сушка в виброкипящем слое #сушильные установки
В настоящее время на молокоперерабатывающих предприятиях Российской Федерации оборудовано около 400 сушильных установок производительностью от 300 до 3500 кг испаренной влаги в час (табл. 1). Большинство установок производилось в СССР, ЧССР, ГДР, и к настоящему моменту значительная их часть отработала свой ресурс и морально устарела.
Замена этого оборудования на новое зачастую по тем или иным причинам может быть затруднительна. С другой стороны, как показал опыт, для приведения характеристик сушильных установок к современным требованиям достаточно провести их модернизацию и выполнить комплекс необходимых ремонтных и восстановительных работ.
Таблица 1. Характеристики наиболее распространенных в РФ типов сушильных установок
Тип
Количество, ед.
Производительность по испаренной влаге, кг/ч
Расход кВт на 1 кг исп. влаги
Расход пара на 1 кг исп. влаги
А1-ОРЧ
170
350-400 (500)
0,282 (0,226)
3,75 (3,00)
А1-ОР2Ч
40
350-400 (500)
0,300 (0,240)
3,50 (2,80)
РСМ-500
35
460-500 (500)
0,142 (0,136)
2,71 (2,60)
РС-1000
65
800-950 (1150)
0,180 (0,156)
2,55 (2,20)
ВРА-4
95
850-1000 (1150)
0,170 (0,148)
2,65 (2,30)
* В скобках указаны характеристики по паспортным данным к установке.
В результате потребитель получает практически новое производство, отвечающее самым современным требованиям и по технико-экономическим показателям, и по качеству вырабатываемых продуктов.
Сушильная установка
Следует отметить, что модернизация может быть проведена в любом объеме в зависимости от возможностей и пожеланий заказчика.
Существенно облегчают выбор тех или иных мероприятий по модернизации предварительный детальный анализ существующего производства и состояния действующего оборудования. Наиболее оптимальное решение по модернизации сушильных производств включает семь основных этапов.
Установка узла обработки сушильного агента
Модернизация обеспечивает значительное снижение расхода пара на предприятии, позволяя исключить необходимость в применении пара давлением 1,2 МПа. При этом решается проблема возврата конденсата. Достигается стабильная температура поступающего воздуха (минимальное значение 180 °С). Повышается стабильность процесса сушки и производительность оборудования. КПД сушильного комплекса повышается на 40–50 %.
Установка узла двухступенчатой сушки
Повышается эффективность процесса сушки: снижаются возникающие при работе оборудования потери, устраняется образование нагара продукта на стенках сушильной камеры, улучшаются качественные характеристики получаемого продукта. Достижение оптимальных режимов технологического процесса повышает общую производительность сушильного комплекса и снижает энергозатраты на 10–15 %.
Этот этап включает:
модернизацию сушильной башни, в том числе распределителя воздуха, потолочной части, обстукивателей, системы обдува стен камеры, системы возврата порошка и другого оборудования;
установку 2-й ступени сушки, а именно интегрированного флюидного дна с подводом сушильной среды;
ремонт и модернизацию виброжелоба;
установку системы распыления с возможностью производства агломерированного продукта;
модернизацию трубопроводной системы.
Виброаппарат для охлаждения сухого продукта
Установка узла очистки отработанного сушильного агента
Конструктивно фильтр-камера представляет собой емкость, разделенную на две части горизонтальной перегородкой, в которую вмонтированы фильтрующие элементы. Очищаемый воздух подается в нижний объем емкости, проходит через фильтрующую ткань этих элементов и выходит через патрубок в верхней части. Частицы продукта осаждаются на внешней поверхности ткани и периодически удаляются с нее путем продувки элементов сжатым воздухом. Установка фильтр-камеры за циклонными отделителями для окончательной очистки отработанного воздуха обусловлена, как правило, требованиями защиты окружающей среды, а также позволяет уменьшить потери продукта с отработанным воздухом.
Фильтр-камера для очистки отработанного воздуха
Применение фильтр-камеры вместо циклонов для очистки отработанного воздуха позволяет практически исключить унос продукта, упростить технологическую схему сушки, отказаться от пневмотранспорта, разгрузочного циклона и вентилятора пневмотранспорта, уменьшить общие габариты модернизированной сушильной установки. Такая замена особенно целесообразна, например, при сушке продуктов с высоким содержанием жира (сливки, жировой концентрат) ввиду опасности постоянного налипания частиц на стенки циклонов и их быстрого выхода из строя.
Установка системы пневмотранспорта и хранения сухого продукта
Одной из значительных проблем является выброс частиц сухого продукта при фасовочных операциях. Современные системы пневмотранспорта и хранения позволяют сократить негативное влияние данного фактора, оптимизируя технологический процесс, а также снижая величину потерь и повышая качество готового продукта.
Бункер для хранения сухого продукта
Этот этап предусматривает:
установку системы пневмопроводов, вентиляторов и прочего оборудования;
модернизацию бункера с установкой фильтров.
Установка узла фасовки и упаковки сухого продукта
Данный этап модернизации обеспечивает проведение автоматизированного процесса фасовки, что позволяет сократить использование ручного труда на производстве. При этом осуществляется контроль за наличием металлических включений в сухом продукте.
Установка системы КИП и автоматики
Максимальная автоматизация про- цесса производства сухих продуктов поз- волит осуществлять эффективный конт- роль за функционированием сушильного оборудования, что обеспечит стабильный процесс сушки. Этот этап включает в себя полную замену кабелей, датчиков и прочего оборудования.
Модернизация циркуляционной вакуум-выпарной установки типа «ВИГАНД»
Позволяет достигать более эффективного использования греющего пара (снижение удельного потребления на 8–15 %), теплоэнергии и полученного конденсата, а также обеспечивает автоматическое поддержание оптимального технологического режима работы ВВУ (табл. 2).
Производительность ВВУ увеличивается до 5 % по сравнению с паспортными данными. Модернизация заключается в замене и дооборудовании ВВУ узлами, устройствами, исполнительными механизмами и системой автоматизации.
Таблица 2. Сравнительные характеристики ВВУ типа «ВИГАНД» до и после модернизации
Параметр
До модернизации
После модернизации
Массовая доля сухих веществ, %, исходный/сгущенный*
Технологии производства сухих продуктов не стоят на месте, и с каждым годом открываются все новые горизонты, позволяющие создавать более современные, эффективные, экологичные и безопасные производства.
Фильтрационные установки состоят из блока фильтрации, насосного агрегата, трубопроводов обвязки, запорной арматуры, расходомера и электрооборудования
Задача, поставленная перед производителями, – не идти вслед за прогрессом, а развивать его, прокладывая новые пути в достижении максимальных результатов в сушильном деле.
#сушка молока #сушка сыворотки #сушка обрата #сушка белковых продуктов #сушка в виброкипящем слое #сушильные установки
В последнее время наблюдается усиление тенденции к здоровому образу жизни в России, потребители стали уделять больше внимания правильному режиму и рациону питания, вследствие чего вырос интерес к полезным продуктам, обогащенным функциональными ингредиентами. Кроме того, потребитель уделяет особое внимание составу продуктов. Существует понятие «чистая этикетка», которая содержит информацию только о натуральном сырье и компонентах и не содержит, например, ингредиентов с индексом «Е», которые выполняют в продуктах важные технологические свойства, такие как стабилизирующая, влагоудерживающая, эмульгирующая способность и др. В этих условиях рынка сывороточные ингредиенты играют важную роль в пищевых системах, так как, обладая функциональными свойствами, выполняют одновременно технологические функции и не имеют обозначение «Е».
Мировой рынок сывороточных ингредиентов представлен сухими сывороточными продуктами, белковыми концентратами, лактозой, ее производными и аналогами. Мировые аналитики предполагают дальнейший рост производства этих ингредиентов в 2017 г., особенно ингредиентов с высокой добавленной стоимостью, при этом прогнозируемый среднегодовой рост спроса составит 5–10 % [1]. Наибольший интерес у мировых потребителей вызывают высокобелковые концентраты и изоляты, а также сухой пермеат. Аналогичная ситуация наблюдается и на современном российском рынке с той лишь существенной разницей, что такие сывороточные ингредиенты практически не производятся в России, а импортируются из-за рубежа, несмотря на огромный собственный сырьевой потенциал [2].
Для современного российского предприятия, уже занимающегося переработкой сыворотки в сухой продукт, организация производства сывороточных ингредиентов возможна на существующей линии с внедрением мембранной техники и модернизацией имеющегося оборудования при необходимости. Организовывая выпуск качественных и дорогих сывороточных ингредиентов, производитель задумывается не только об инвестиционных затратах, но и о направлениях реализации продукции, которые напрямую зависят от их функциональных и технологических свойств.
Говоря о применении сывороточных ингредиентов в продуктах питания, стоит отметить, что все они, прежде всего, могут быть использованы в производстве молочной продукции как источник натуральных и ценных молочных компонентов для обогащения продукции, придания требуемых технологических свойств (например, структурно-механических, реологических и др.), расширения ассортимента, увеличения выхода и экономии молока-сырья. Так как ингредиенты, полученные из молочной сыворотки, являются продуктами переработки молока (согласно формулировкам ТР ТС), то их применение в молочных продуктах не противоречит законодательным документам.
Сухая молочная сыворотка является источником сухих веществ молока и характеризуется относительно невысоким содержанием белка по сравнению с белковыми сывороточными ингредиентами и высоким содержанием лактозы и минеральных веществ, что влияет на ее вкусовые качества (явно выраженный соленый вкус). Такой состав в небольших дозировках востребован при производстве некоторых кондитерских и хлебобулочных изделий и используется для усиления аромата и улучшения цвета готовых продуктов. Сладкая сухая сыворотка обеспечивает более мягкий вкус, а кислая сухая сыворотка является источником вкуса и аромата молочной кислоты. Однако применение сухой сыворотки на пищевые цели ограничено ввиду ее органолептических свойств, относительно высокого содержания минеральных веществ и ряда физико-химических свойств, которые влияют на технологические процессы. Кроме того, производство сухой кислой сыворотки затруднено из-за ее высокой кислотности, что сильно влияет на процессы удаления влаги и качество конечного продукта. В современных рыночных условиях целесообразно производить сухую деминерализованную сыворотку, что обеспечивается внедрением электродиализа как наиболее эффективного и экономически оправданного процесса удаления минеральных веществ и регулирования кислотности сырья.
Деминерализованная сыворотка имеет ряд преимуществ перед обычной сухой. Электродиализ обеспечивает получение стандартизированного продукта высокого качества из любого вида сыворотки. При аналогичном количестве белка содержание минеральных веществ и кислот в сыворотке значительно снижено в зависимости от уровня деминерализации, который в коммерческих продуктах составляет от 50 до 90 %. В результате сыворотка легче поддается дальнейшей переработке, улучшаются ее органолептические и технологические характеристики, рас- творимость, снижается гигроскопичность, повышаются хранимоспособность и качество продукта, расширяется спектр применения на пищевые цели [1, 3]. Деминерализованная сыворотка может быть реализована как пищевой ингредиент для детского и специализированного питания (при уровне деминерализации 90 % как источник биологически ценных сывороточных белков и лактозы), цельномолочных продуктов, молочных напитков и десертов, консервов, кондитерских, хлебобулочных и мясных продуктов.
Востребованность концентратов/ изолятов сывороточных белков в производстве различных продуктов определяется их свойствами (функциональными и технологическими) и составом, прежде всего массовой долей белка.
По составу различают концентраты сывороточных белков (КСБ) с массовой долей белка в сухом веществе: 35, 55– 60, 70–85 %. Изоляты характеризуются массовой долей белка более 90 %.
К функциональным свойствам белковых концентратов/изолятов относится высокая пищевая и биологическая ценность:
высокий аминокислотный скор;
антиоксидантная активность;
легкая усвояемость;
участие в синтезе собственных белков организма, в том числе и мышечной массы;
содержание аминокислот с разветвленной боковой цепью.
Это используется при производстве продуктов лечебно-восстановительного, диетического, детского, спортивного и здорового питания.
Технологические свойства сывороточных белковых концентратов/изолятов определяются их составом, в частности содержанием белка. Так, КСБ-60 в пищевых системах проявляет жиро- и влагосвязывающие свойства, эмульгирующую способность, хорошую растворимость в кислых растворах. КСБ-70-85 в дополнение к указанным проявляют стабилизирующие и гелеобразующие свойства, хорошо растворимы при более нейтральном рН и комнатной температуре, а ИСБ обладает всеми перечисленными свойствами и отличной пенообразующей способностью (взбитостью) [1]. Среди свойств следует также отметить способность сывороточных белков вступать в реакции с сахарами (реакция Майяра), что формирует характерный карамельный привкус и цвет некоторых продуктов кондитерского и хлебопекарного производства.
Высокобелковые сывороточные концентраты с содержанием белка от 70 % и выше, а также изоляты целесообразно направлять на производство клинического питания, детских и спортивных смесей. Медицинское применение КСБ и ИСБ связано с потреблением напитков и продуктов, содержащих препараты сывороточных белковых концентратов/изолятов, что в клинической практике позволяет предотвратить или добиться выздоровления от болезней, связанных с белковой недостаточностью, повысить скорость восстановления и помочь сократить продолжительность пребывания в стационаре, а также снизить общие экономические издержки на лечение (Arla Foods Ingredients) [4]. Сывороточные белки в лечебно-восстановительном питании могут быть применены в составе напитков, в том числе содержащих менее 10 % белка в качестве его единственного источника. Их также включают в клинические пищевые растворы с содержанием белка до 30 %. Иногда коммерческие препараты (формы) сывороточных белков рекомендуют добавлять непосредственно в молоко или воду. Предпочтение отдается концентратам с содержанием белка от 70 % и выше [4].
При производстве смесей для детского питания используют высокобелковые сывороточные концентраты для обогащения и приведения состава смесей по соотношению сывороточных белков к казеину аналогично грудному молоку, т. е. 60:40 против 20:80 в коровьем молоке [5].
Сывороточные белковые концентраты и изоляты активно используются в производстве сухих протеиновых смесей для спортивного питания как источник легкоусвояемого белка, так называемые быстрые протеины. Сухие белковые смеси на основе сывороточного белка выпускаются с различными вкусовыми и витаминно-минеральными добавками, при этом содержание белка в них может варьировать от 24 до 80 % [6].
Высокобелковые сывороточные концентраты, особенно обезжиренные, могут быть использованы при производстве взбитых кондитерских изделий и десертов как заменитель яичного белка, так как обладают высокой пенообразующей и стабилизирующей способ- ностью. Концентраты сывороточных белков с содержанием белка до 70 % целесообразно направлять на производство продуктов питания общего потребления: молочные, хлебобулочные и кондитерские продукты, мясные и рыбные изделия, напитки [7, 8, 9]. При этом КСБ используются как белковые обогатители и технологически важные ингредиенты.
КСБ-35 по составу похож на обезжиренное молоко и применяется как источник сухих веществ молока для частичной или полной замены сухого обезжиренного молока при производстве кисло-молочных продуктов [1, 7], молочных напитков, мягких сыров [8], мороженого, десертов, печенья и крекеров, снеков, растворимых супов. При этом он обеспечивает различный белковый и минеральный состав готовых продуктов.
КСБ-60 и более используются при изготовлении мясных и рыбных продуктов, в молочной промышленности для определенных видов плавленых сыров, йогуртов и десертов [7], в кондитерской промышленности в производстве молочного шоколада, ириса, молочной карамели и печенья.
Интерес для производителей продуктов питания представляет модифицированная форма КСБ, называемая микропартикулированным сывороточным белком (МСБ). МСБ за счет формирования в нем укрупненных белковых частиц, имитирующих шарики молочного жира, является компонентом для жирового замещения и используется как «имитатор жира» при производстве низкожирных продуктов. Он обладает свойствами, аналогичными свойствам КСБ. Помимо этого усиливает молочный цвет; сдерживает рост кристаллов в замороженных десертах; связывает и равномерно распределяет влагу в продукте, формирует мягкую и эластичную структуру.
Использование МСБ в производстве йогуртов, десертов, мороженого, молочных напитков, сырных и творожных продуктов способствует снижению калорийности, улучшению структуры и стабильности продуктов, формированию вкуса. Введение МСБ в мясные фарши приводит к повышению рН, что положительно сказывается на водосвязывающей способности. Концентраты сывороточных белков используются в мясной промышленности для улучшения вкуса конечных продуктов, придания аромата, улучшения текстуры, повышения качества продуктов в целом [9].
В производстве хлеба и булочек концентраты сывороточных белков могут применяться для частичной замены яичного белка и играют важную роль в формировании аромата и внешнего вида готовой продукции [10].
Лактоза является важным углеводом для питания младенцев, источником энергии и выполняет ряд функций при производстве лекарств и продуктов питания. По степени очистки различают несколько видов лактозы: фармацевтическая, пищевая и техническая.
Высокоочищенная лактоза активно используется фармацевтической промышленностью как наполнитель для таблетированных лекарственных форм.
Пищевая лактоза характеризуется меньшей сладостью по сравнению с сахарозой, но способна усиливать вкусовые свойства продуктов. Техническая лактоза используется как сырье для производства лактозы высокого качества и ее производных. Лактоза является достаточно дорогим продуктом ввиду сложности и многостадийности ее технологии, и для ее рентабельного производства необходимы большие объемы сырья – более 500 т/сут [2], что под силу переработать далеко не каждому предприятию.
Отличной альтернативой пищевому молочному сахару служит сухой деминерализованный пермеат с достаточно высокой степенью деминерализации (около 90 %). Пермеат, являясь сопутствующим продуктом производства концентратов сывороточных белков или УФ-концентратов молока, характеризуется достаточно высоким содержанием лактозы (более 80 %) и большими объемами, подлежащими технологической переработке.
Деминерализация пермеата позволяет извлечь из него значительную часть минеральных веществ и кислот, при этом повышается содержание лактозы до 90–95 % [2]. По сравнению с молочным сахаром при переработке пермеата отсутствуют потери лактозы с мелассой, повышается ее выход, исключаются операции выделения и измельчения кристаллов, упрощается технологический процесс, продукт может быть получен на распылительной сушильной установке.
Присутствие в пермеате остаточных количеств белковых веществ и некоторых минеральных соединений придает ему дополнительные преимущества, заключающиеся в более выраженном молочном вкусоароматическом профиле по сравнению с лактозой и даже с деминерализованной молочной сывороткой. К другим важным свойствам пермеата следует отнести:
более быструю растворимость по сравнению с лактозой, полученной традиционным способом;
оптимальную насыпную плотность и гигроскопичность;
способность смягчать вкус и усиливать аромат продуктов;
участие в реакции Майяра с образованием меланоидинов, что придает специфический аромат и цвет продуктам;
связывание летучих ароматических компонентов;
хорошую адгезию с другими компонентами в смесях.
Эти свойства определяют направления использования сухого пермеата при производстве: молочных смесей и сухих напитков для усиления сладости, вкуса и аромата, создания объема; молочных напитков, коктейлей, десертов с наполнителями; хлебобулочных изделий для формирования цвета корочки и создания аромата; пирожных и печенья, кремов и начинок для усиления вкуса; кондитерских изделий для придания молочного вкуса, повышения содержания сухих веществ, формирования цвета, усиления аромата; продуктов быстрого приготовления, соусов, супов, приправ, специй для увеличения объема сухих продуктов, усиления вкуса и аромата.
Многие отрасли пищевой промышленности в поисках качественных, альтернативных и экономически выгодных источников сырья приходят к выводу об эффективности использования сывороточных ингредиентов, формируя тем самым спрос на них. Рассмотренные сывороточные ингредиенты являются наиболее востребованными продуктами переработки сыворотки на современном рынке. Мы остановились на их свойствах и наиболее вероятных и приемлемых направлениях использования. Однако ассортимент сывороточных ингредиентов больше и спектр их применения не ограничивается только лишь пищевой промышленностью. С развитием и более широким внедрением современных промышленных мембранных процессов, хроматографии, ионного обмена, высокотехнологичного оборудования открываются перспективы более глубокой переработки молочной сыворотки в такие высококачественные препараты с высокой добавленной стоимостью, как белковые фракции: лактоферрин, лактопероксидаза, a-лактоальбумин, b-лактоглобулин, иммуноглобулины; производные лактозы: лактулоза, лактитол, галактоолигосахариды, тагатоза и др.
Направления их использования гораздо шире и включают фармацевтическую, медицинскую, биотехнологическую, микробиологическую, косметическую, химическую отрасли.
Список литературы
Tage Affertsholt, Morten Fenger. Whey Book 2014. The Global Market for Whey and Lactose Ingredients 2014–2017/3A Business Consulting. – August 2014. – 146 p.
Евдокимов И.А. Пути решения импортозамещения молочной продукции. Продукты из молочной сыворотки / И.А.Евдокимов, Б.В.Чаблин, М.С.Золоторева, Д.Н.Володин// Переработка молока. 2015. № 3. C. 10–13.
Healthy living with naturally enhanced yoghurt // Arla Foods Ingredients. URL: http://www.arlafoodsingredients.com/globalas- sets/restricted/dairy_ho1-11.pdf
Храмцов А.Г., Суюнчев О.А., Рудаков А.С., Сардак А.С. Использование КСБ-УФ для непрерывного производства мягкого сыра // сб. научных трудов СевКавГТУ. Серия «Продовольствие». 2008. № 4.
Шипулин В.И., Назарова О.Н. Теоретические и практические аспекты биотехнологии мясопродуктов с использованием микропартикулированного сывороточного белка// Современная наука и инновации. 2013. № 1. С. 55–62.
Евдокимов И.А., Гапонов В.И., Лодыгин А.Д., Люблинский С.Л. Перспективные технологии хлебобулочных изделий, обогащенных незаменимыми нутриентами, для профилактики основных алиментарнозависимых состояний человека // материалы IV Между — народной научно-практической конференции «Современные достижения биотехнологии». – Минск; Ставрополь: Изд-во СКФУ, 2014. С. 75–77.





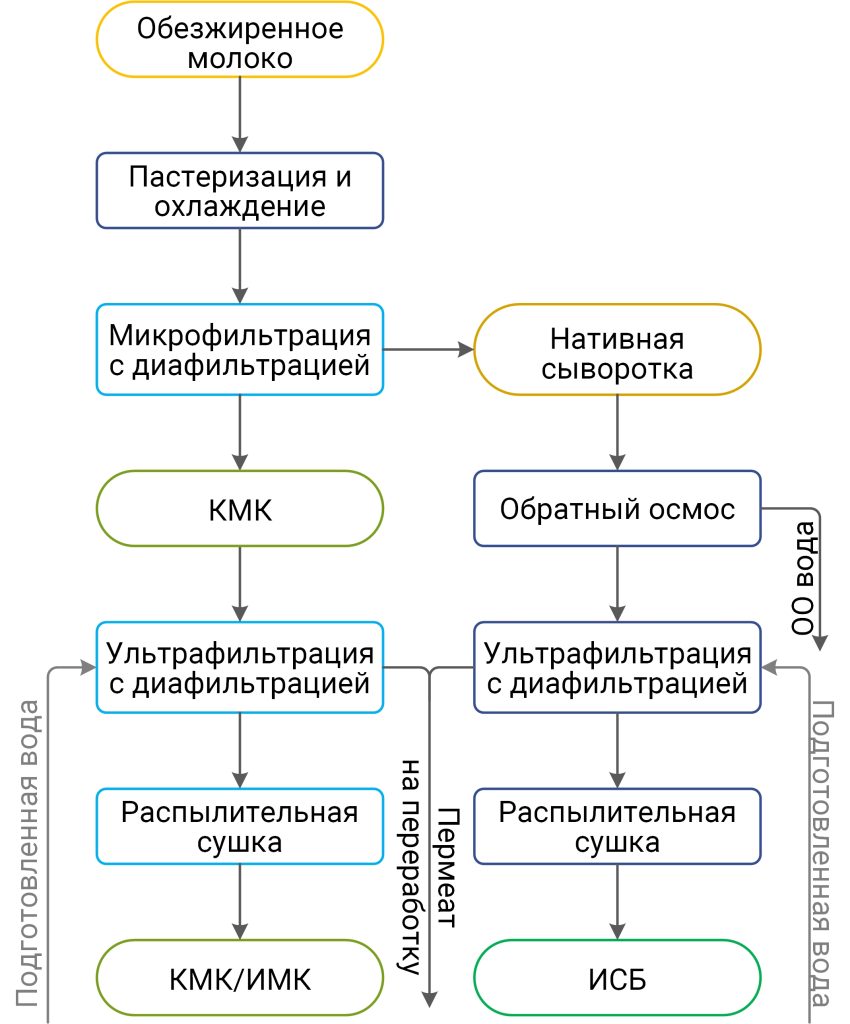
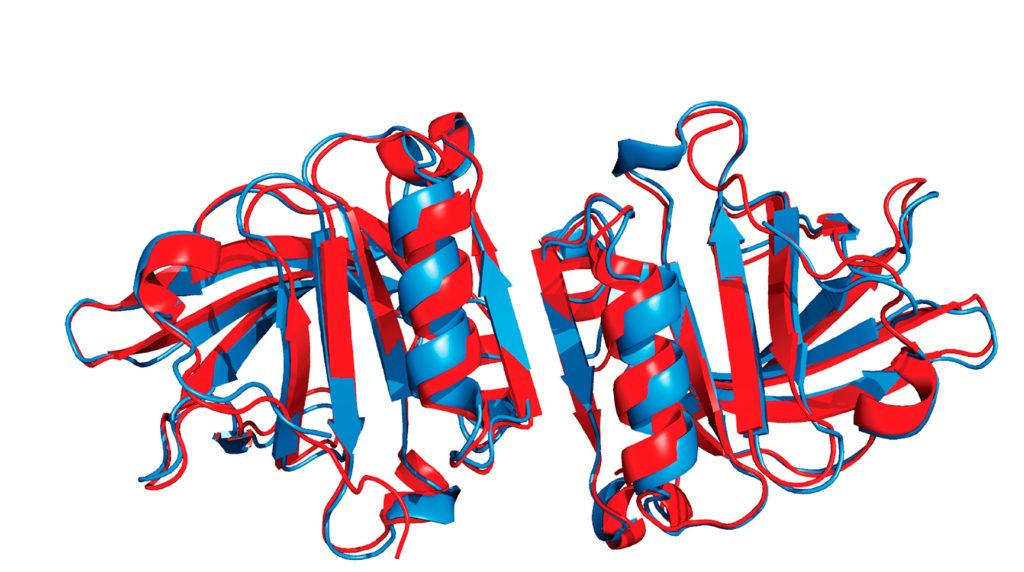
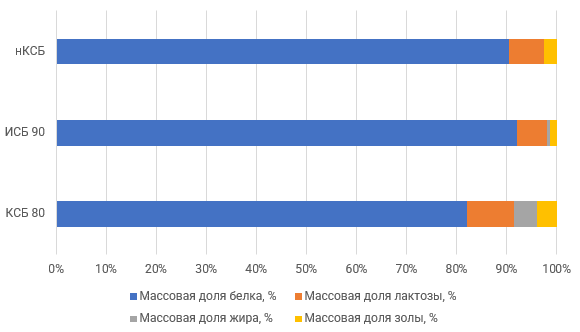









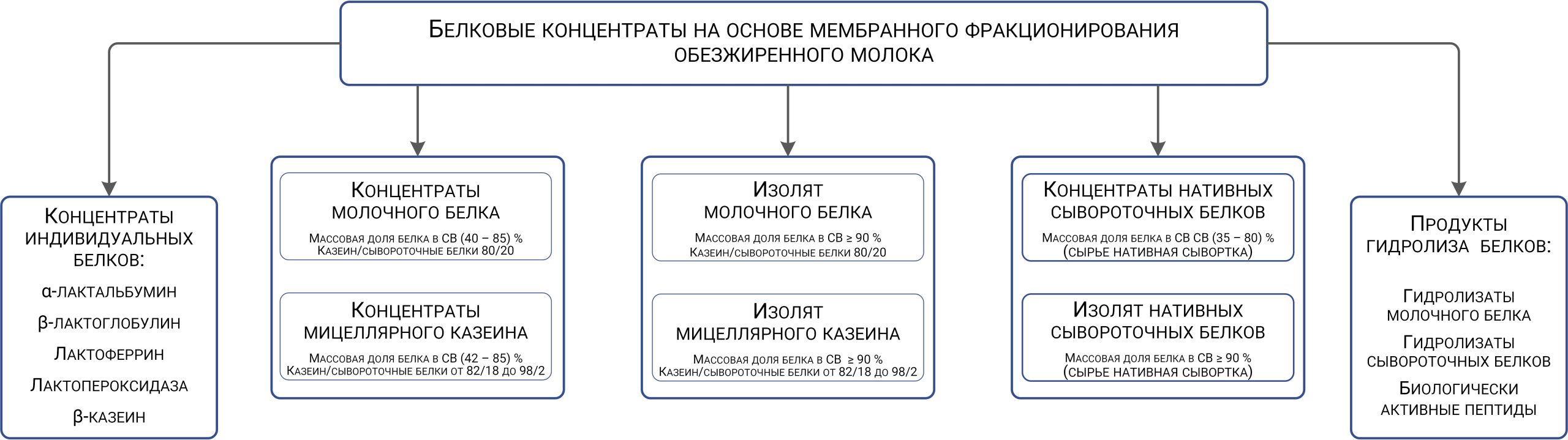
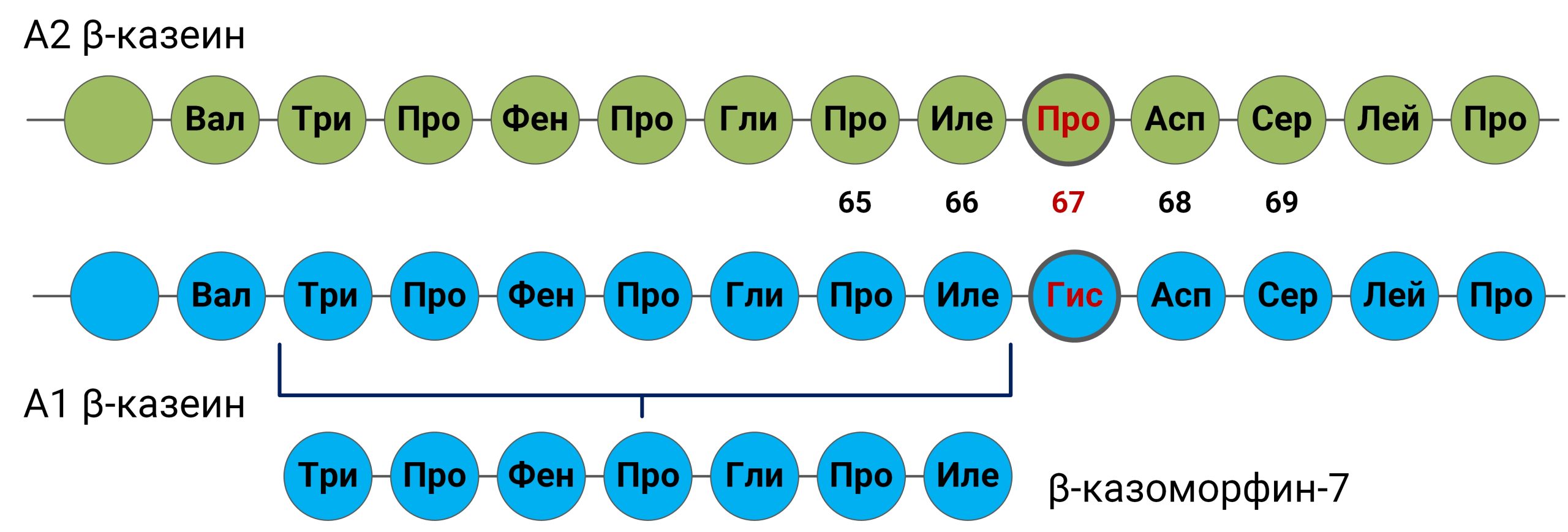
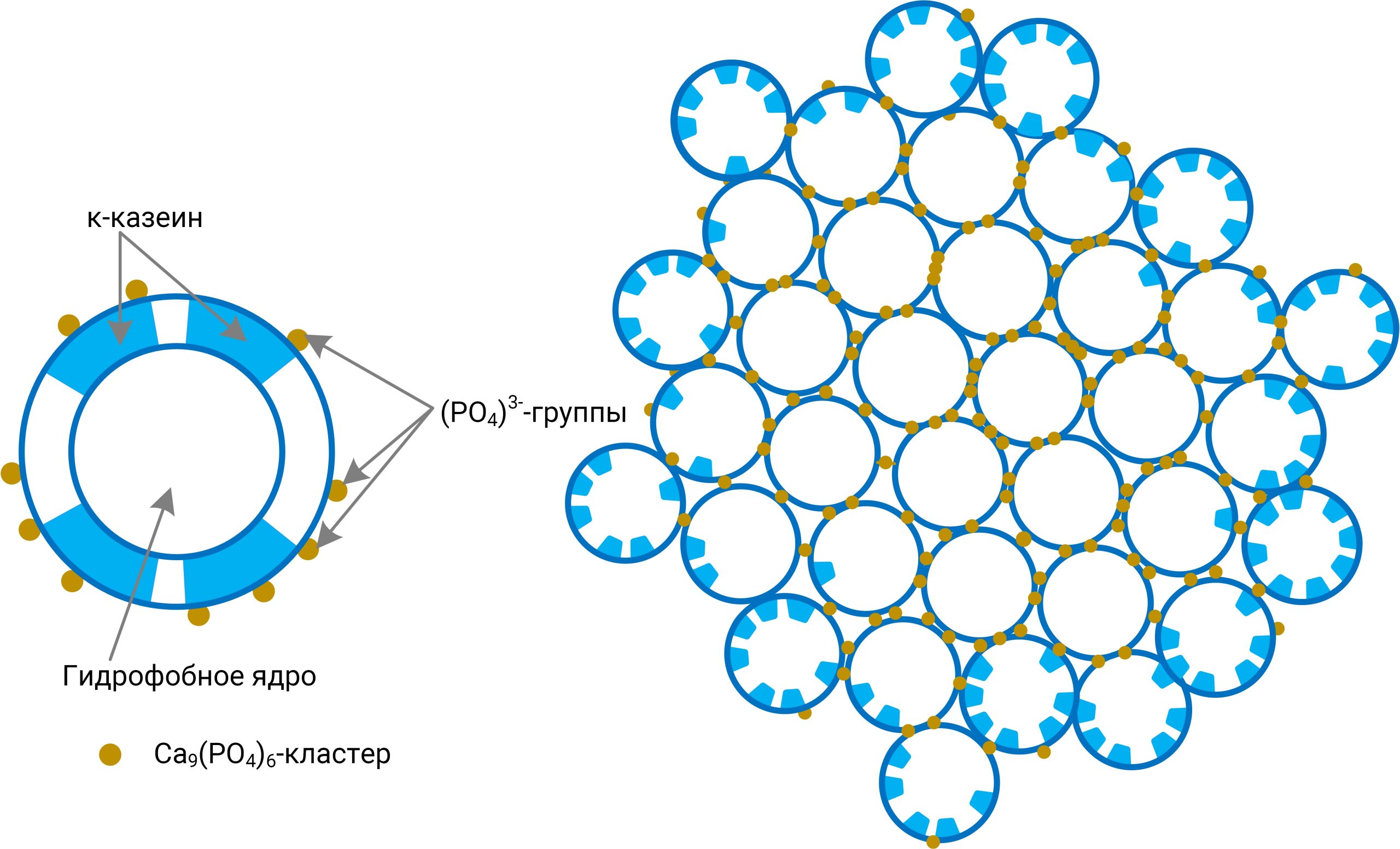
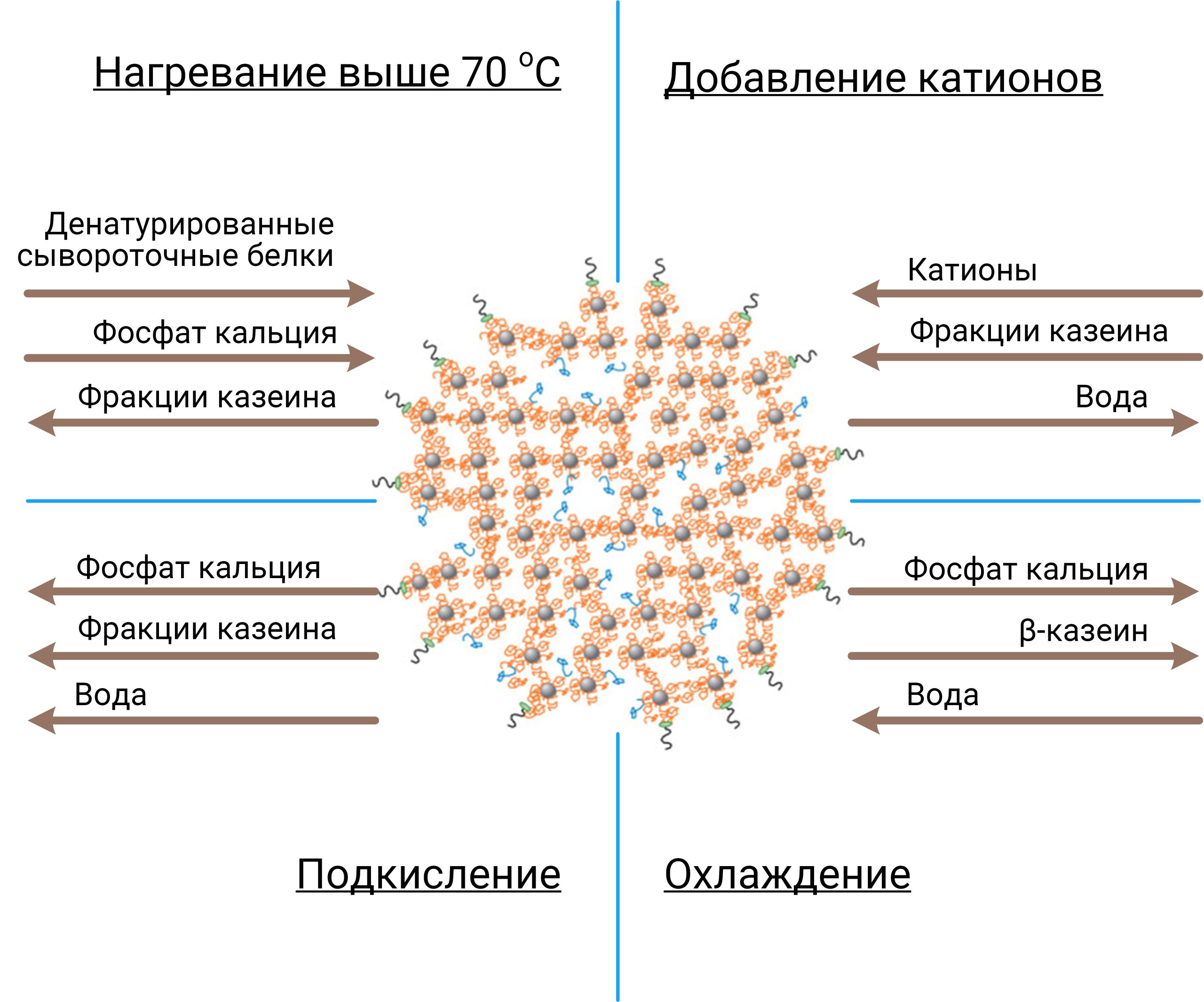
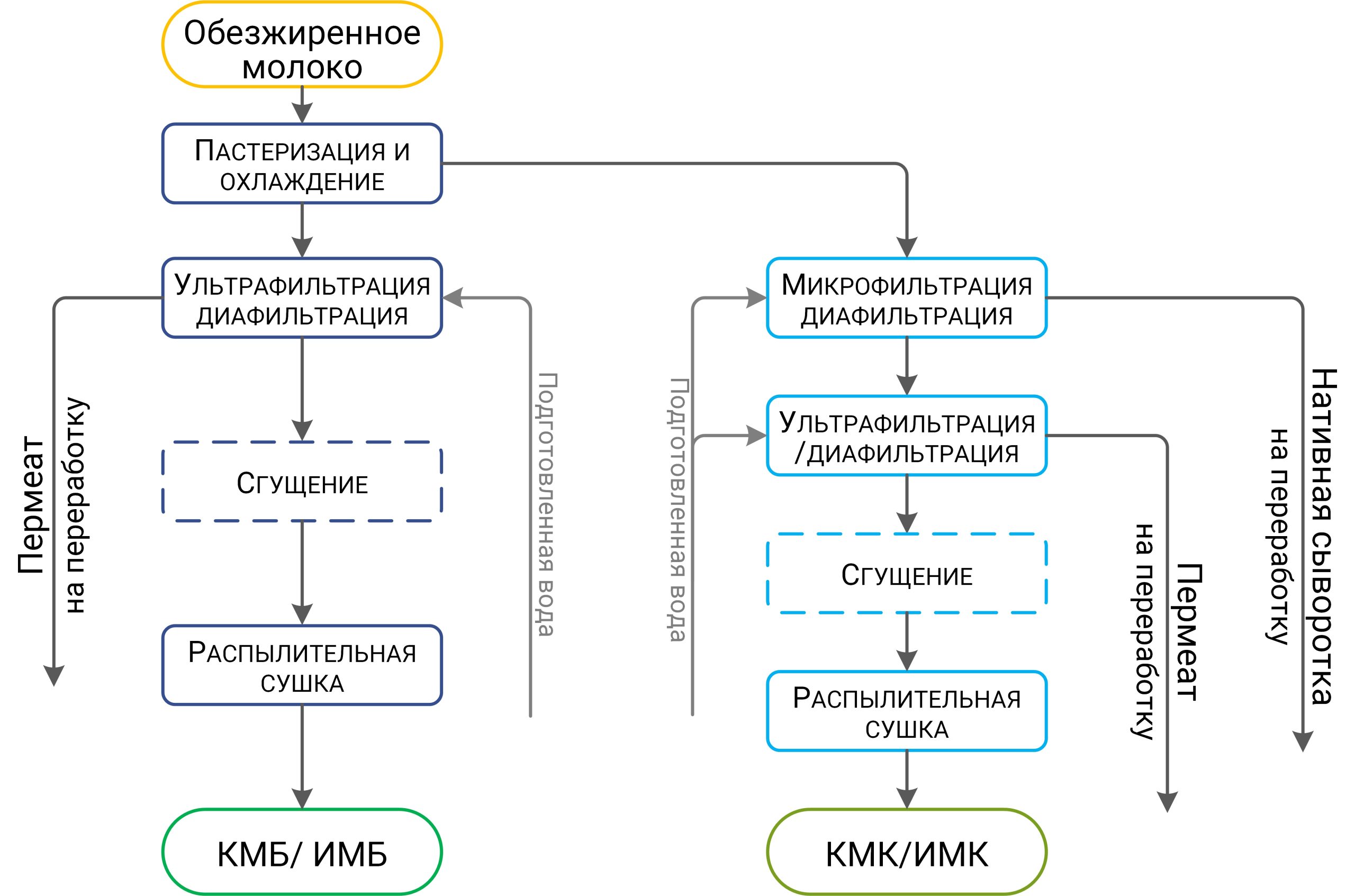






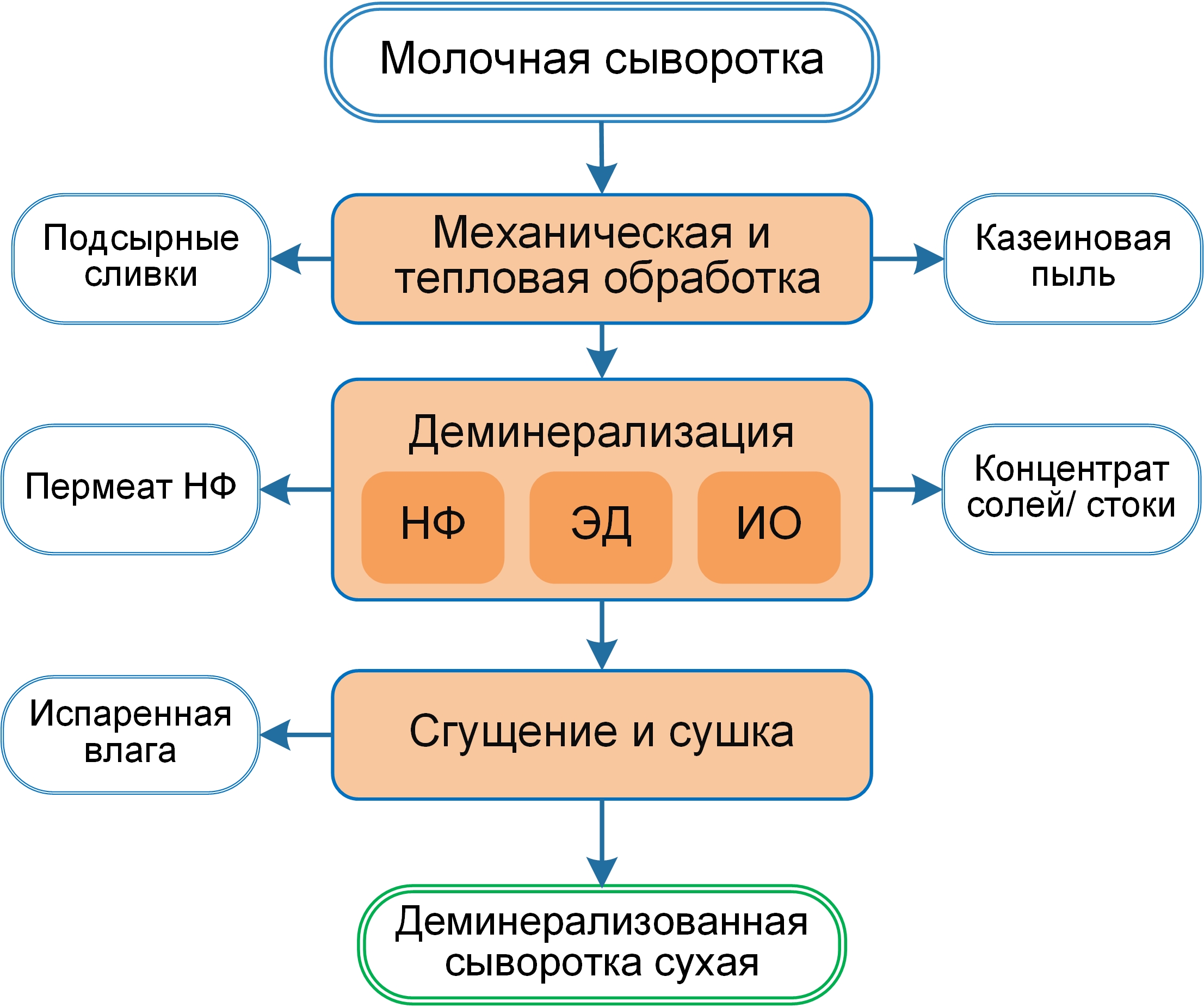
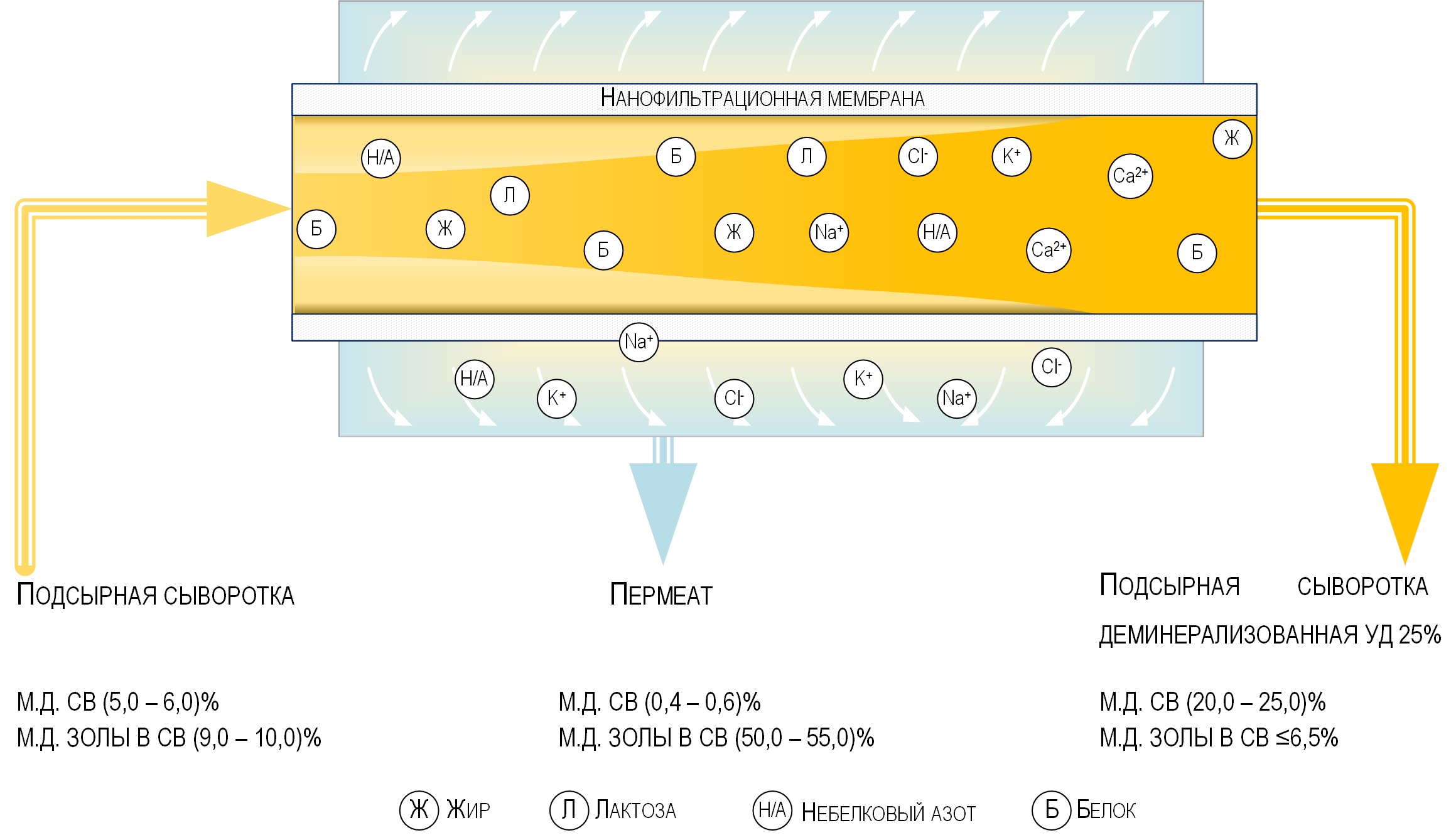
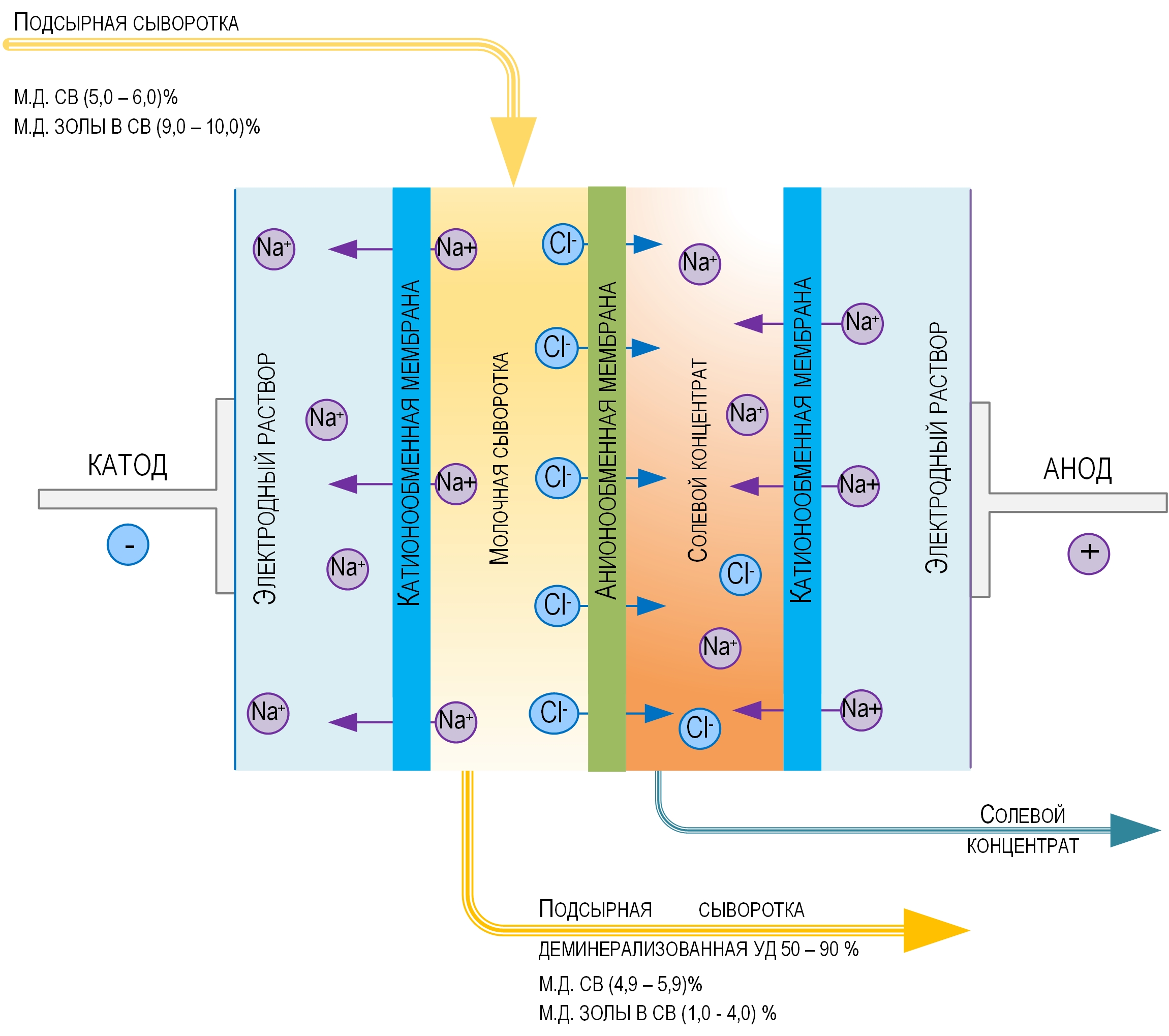
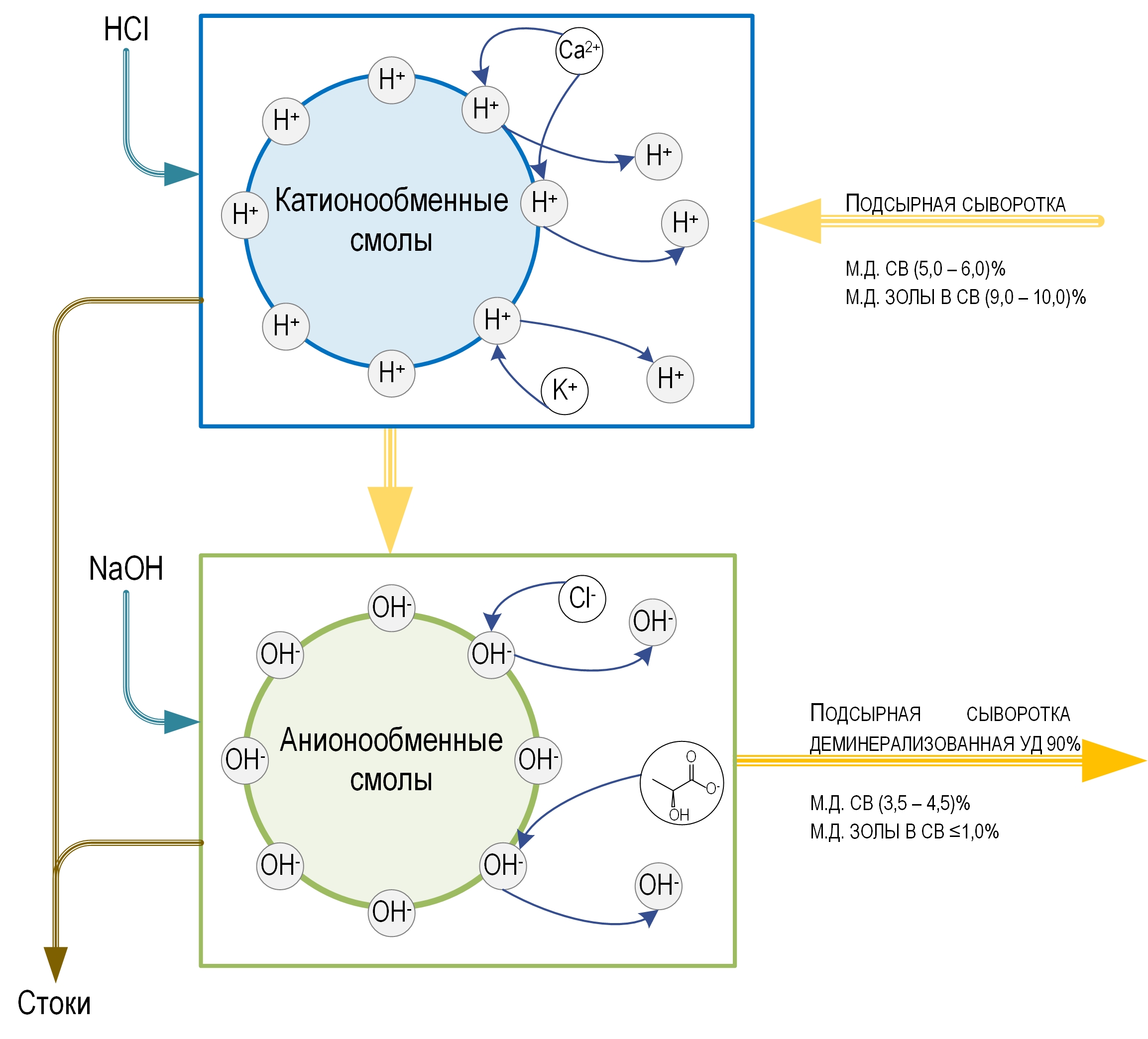
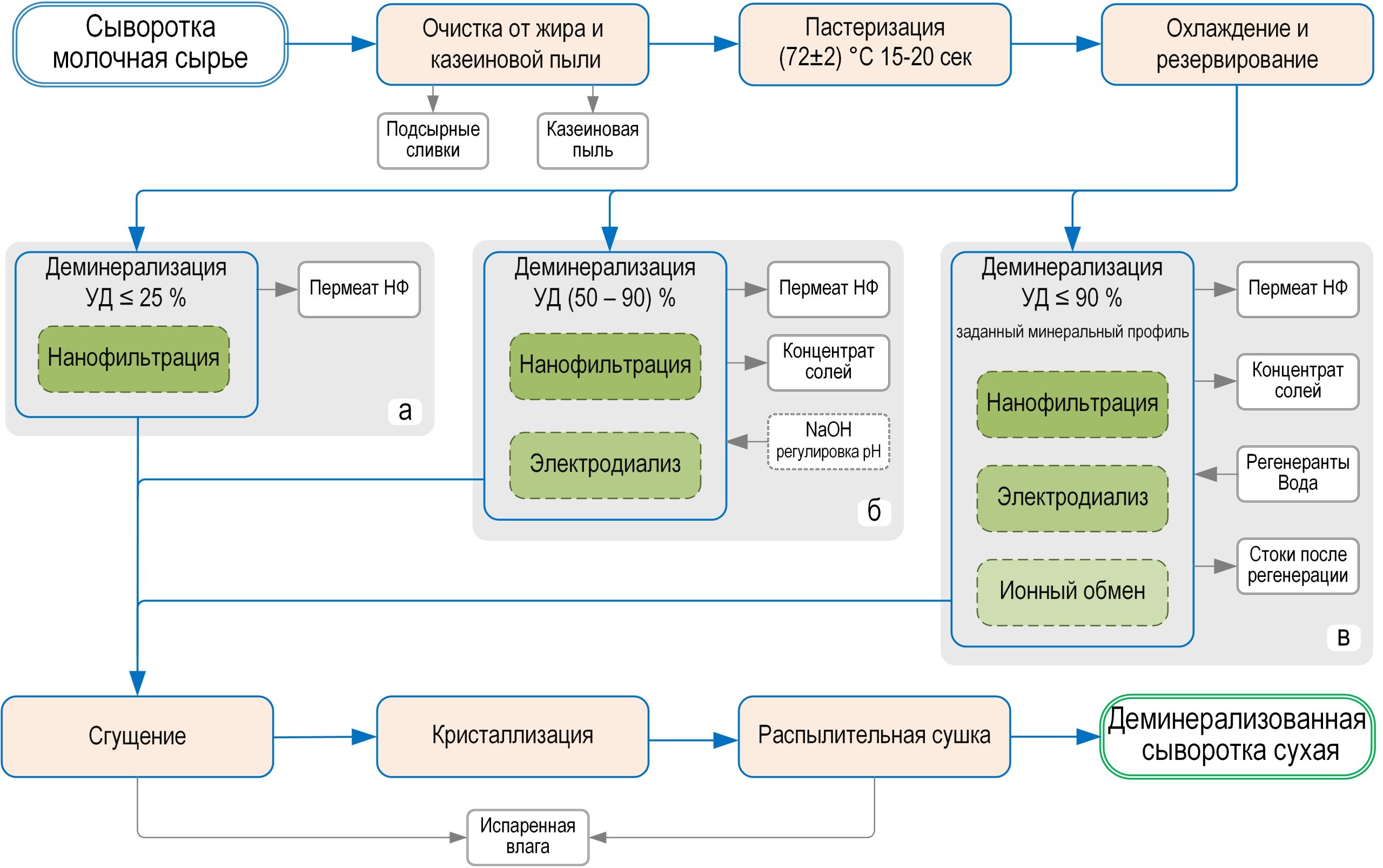
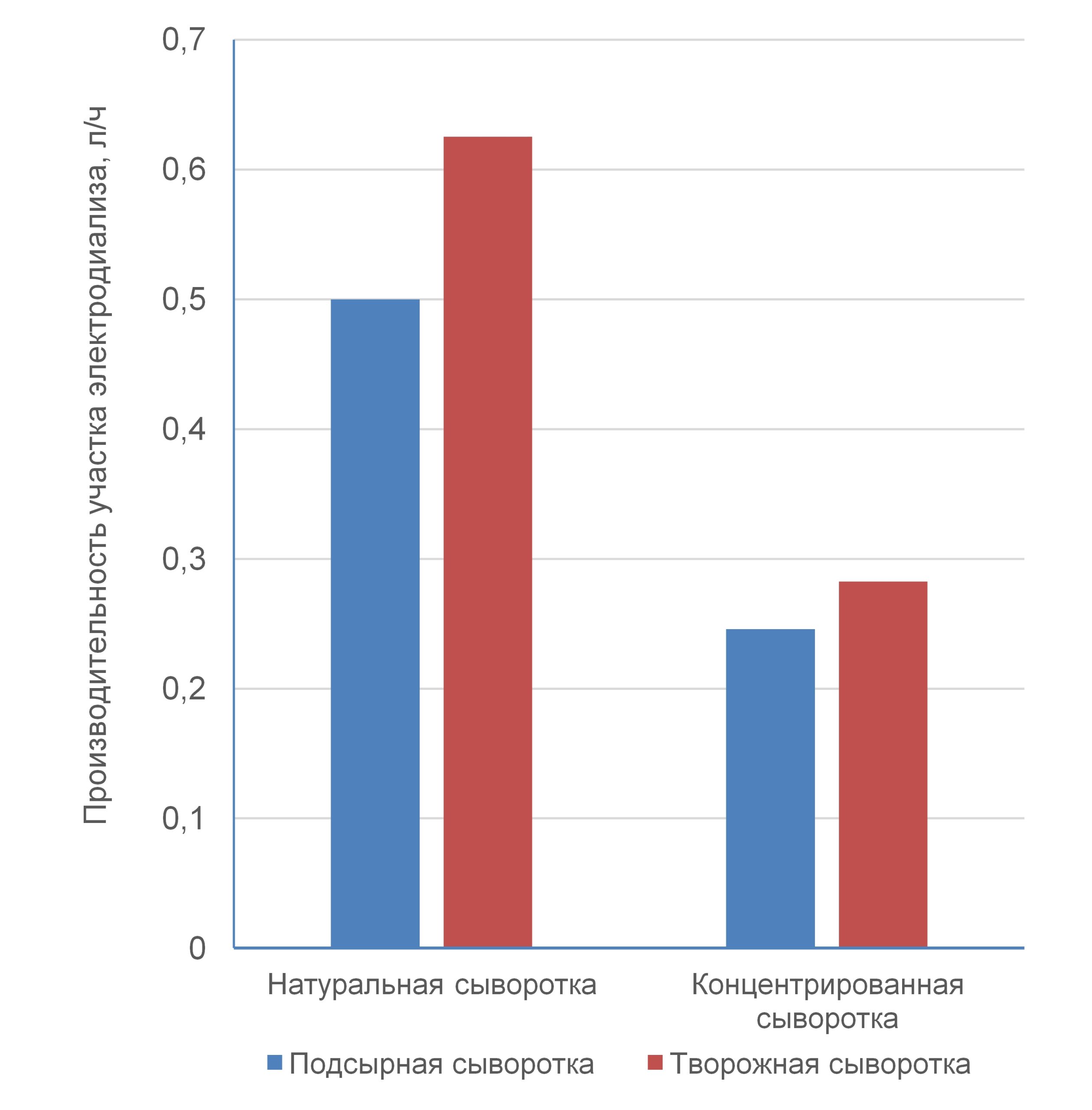


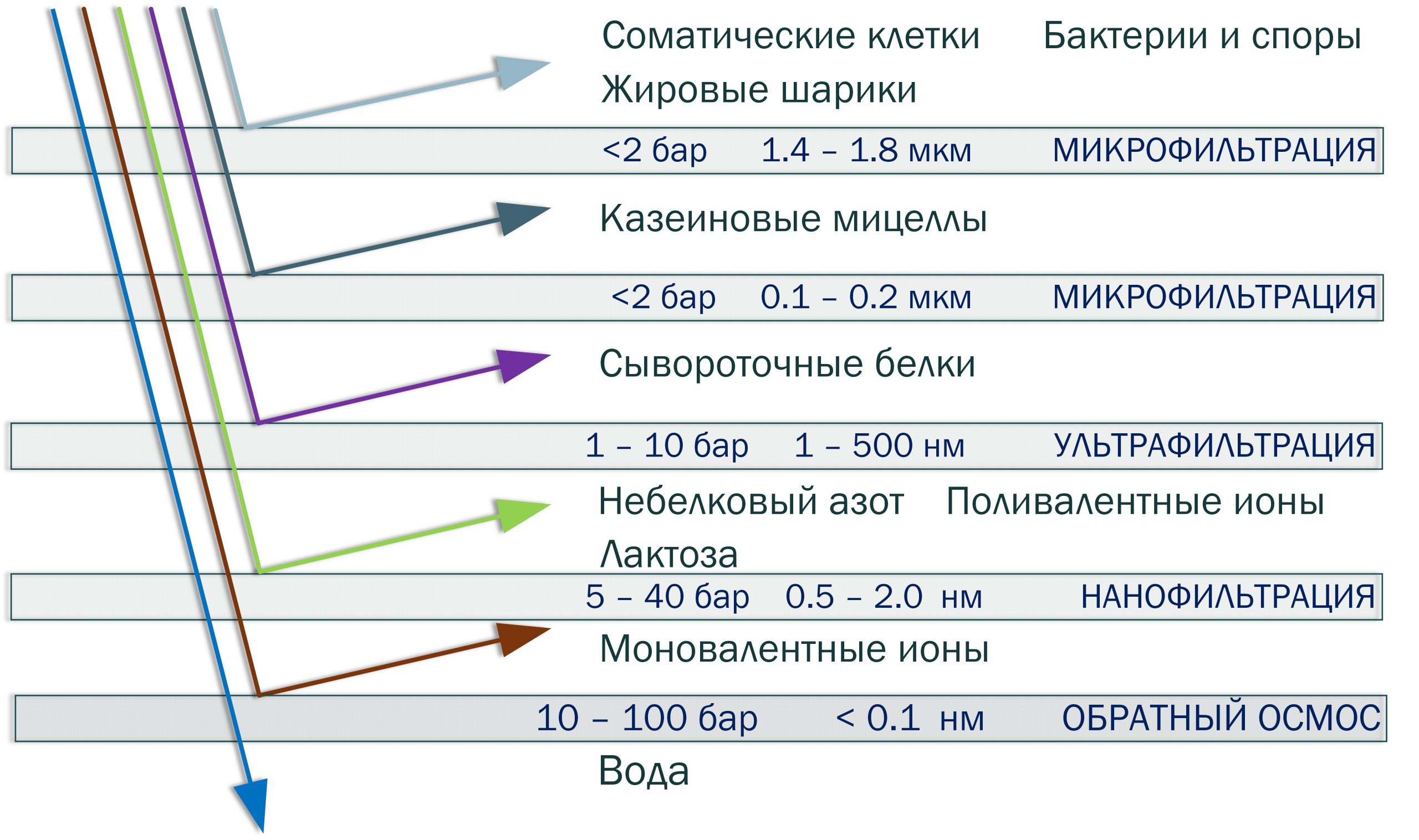
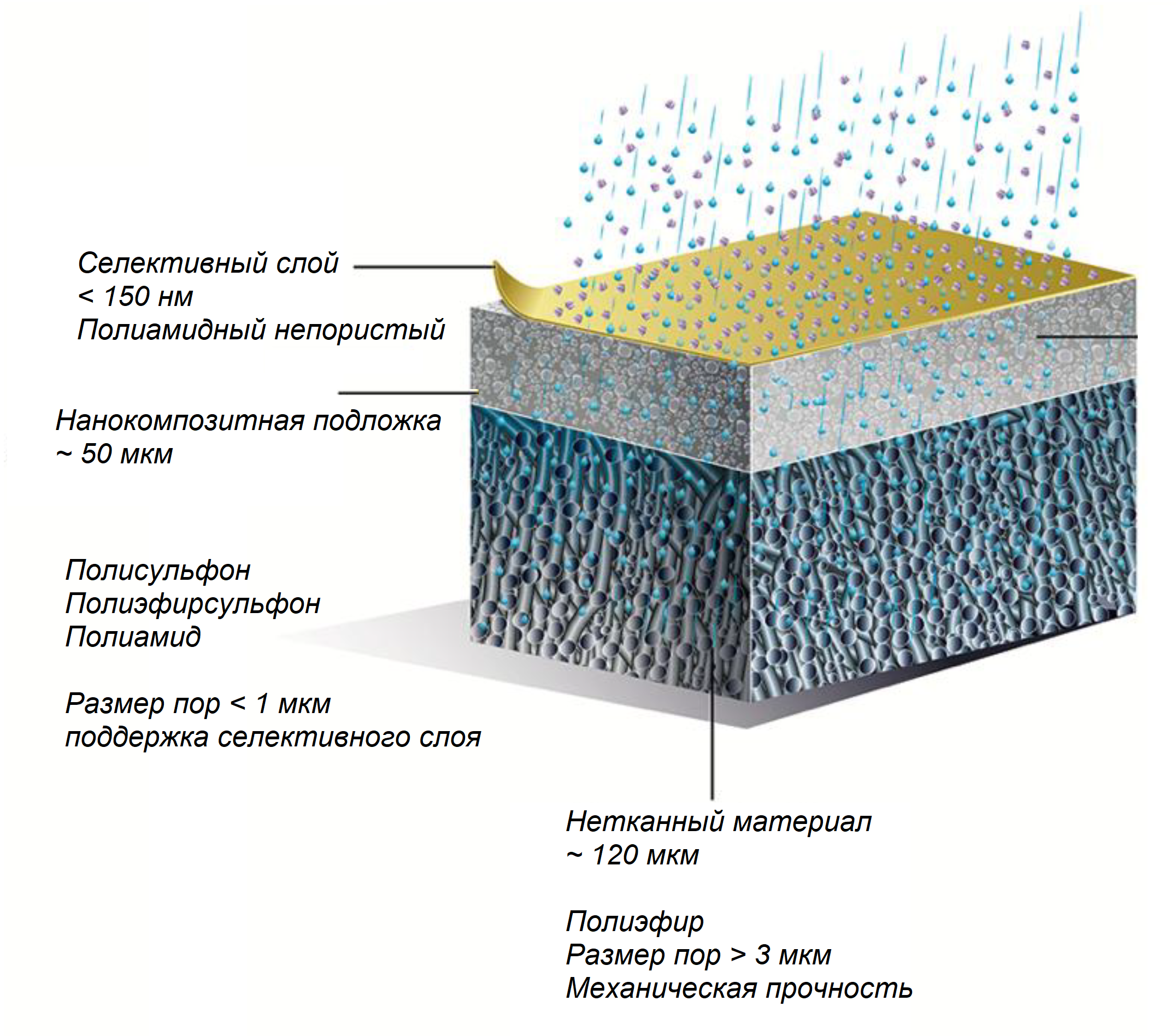
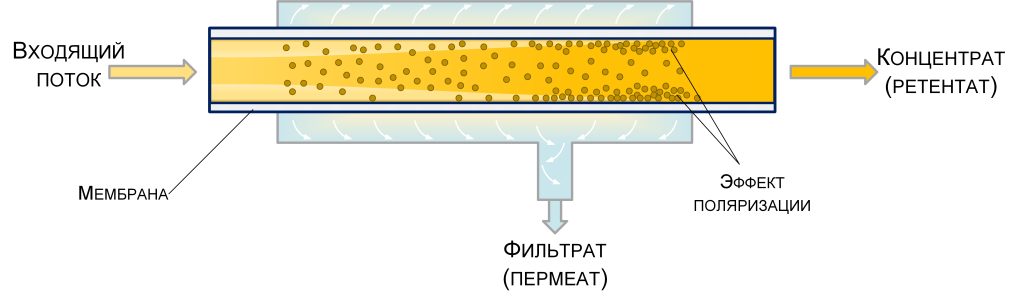
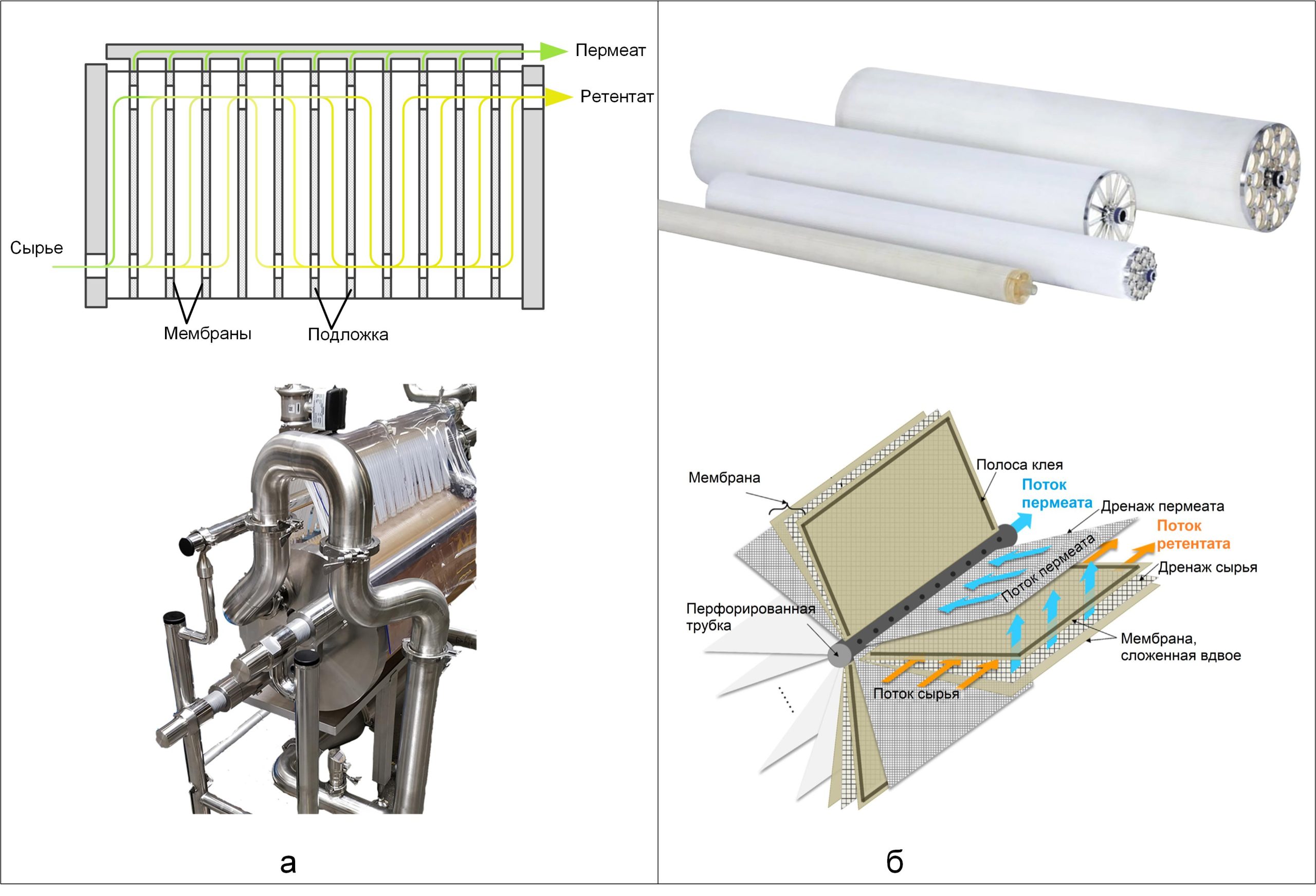






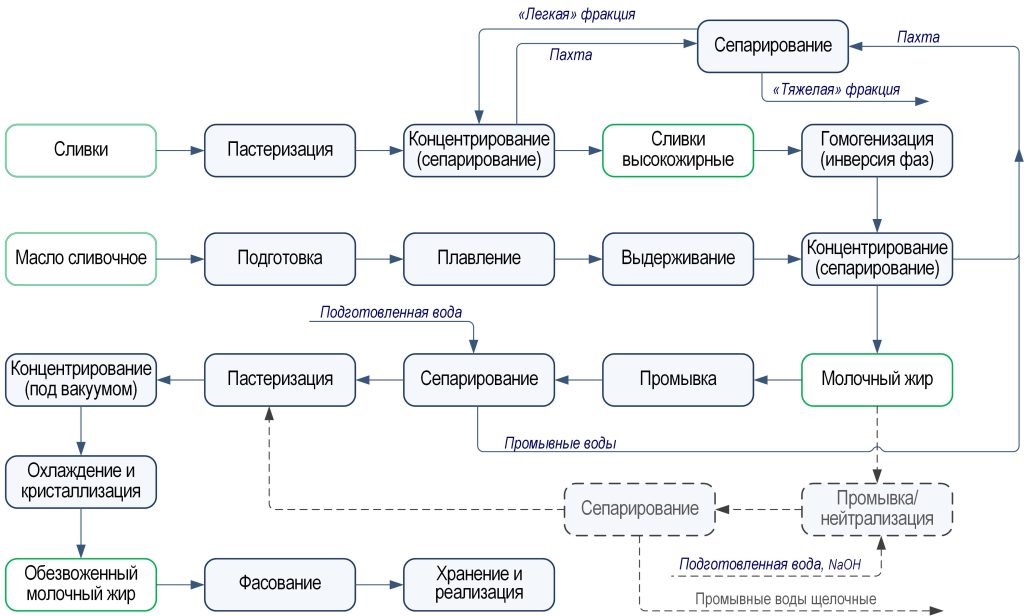


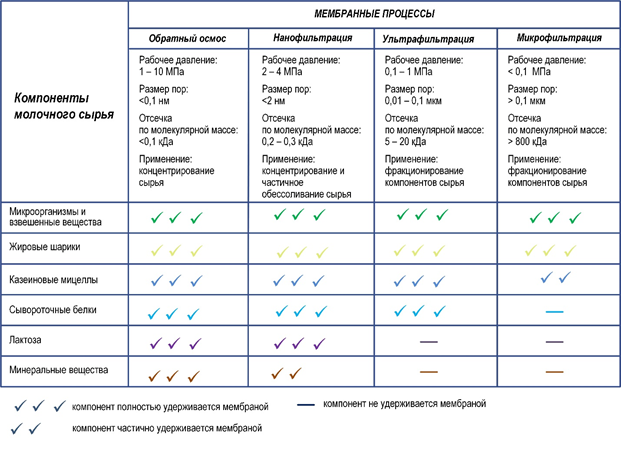

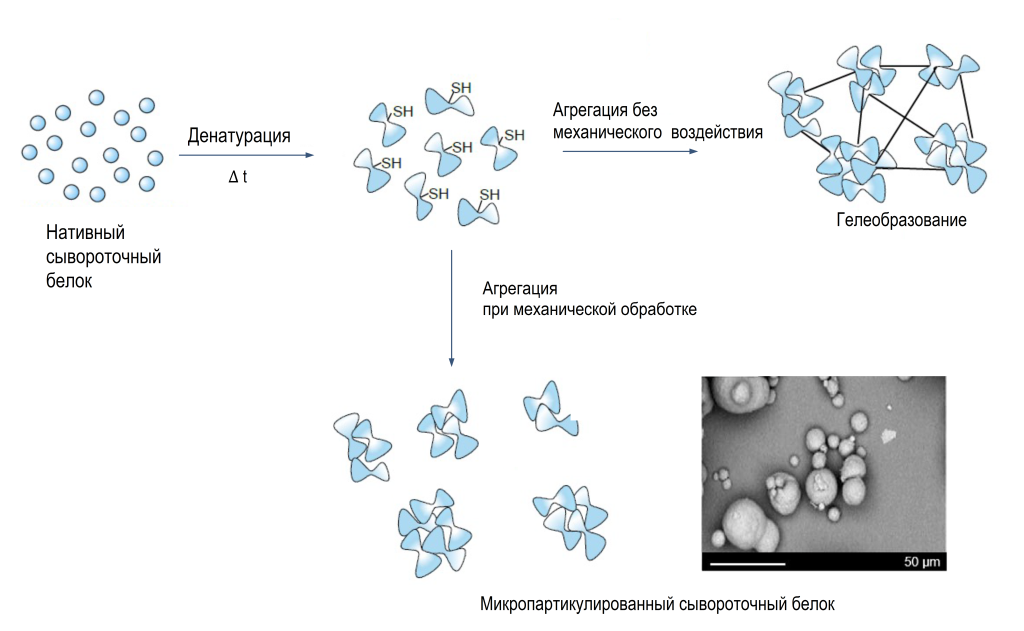









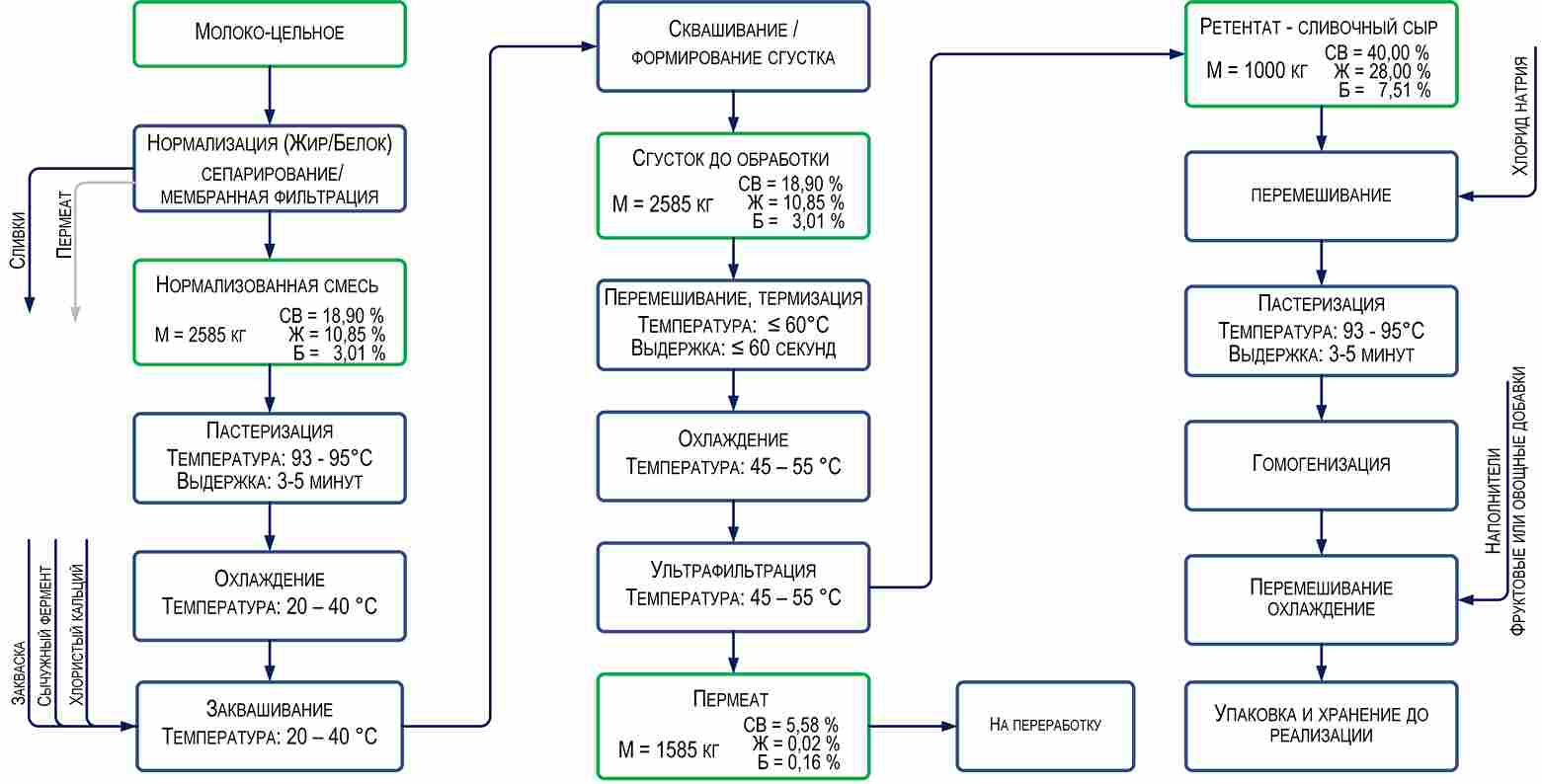



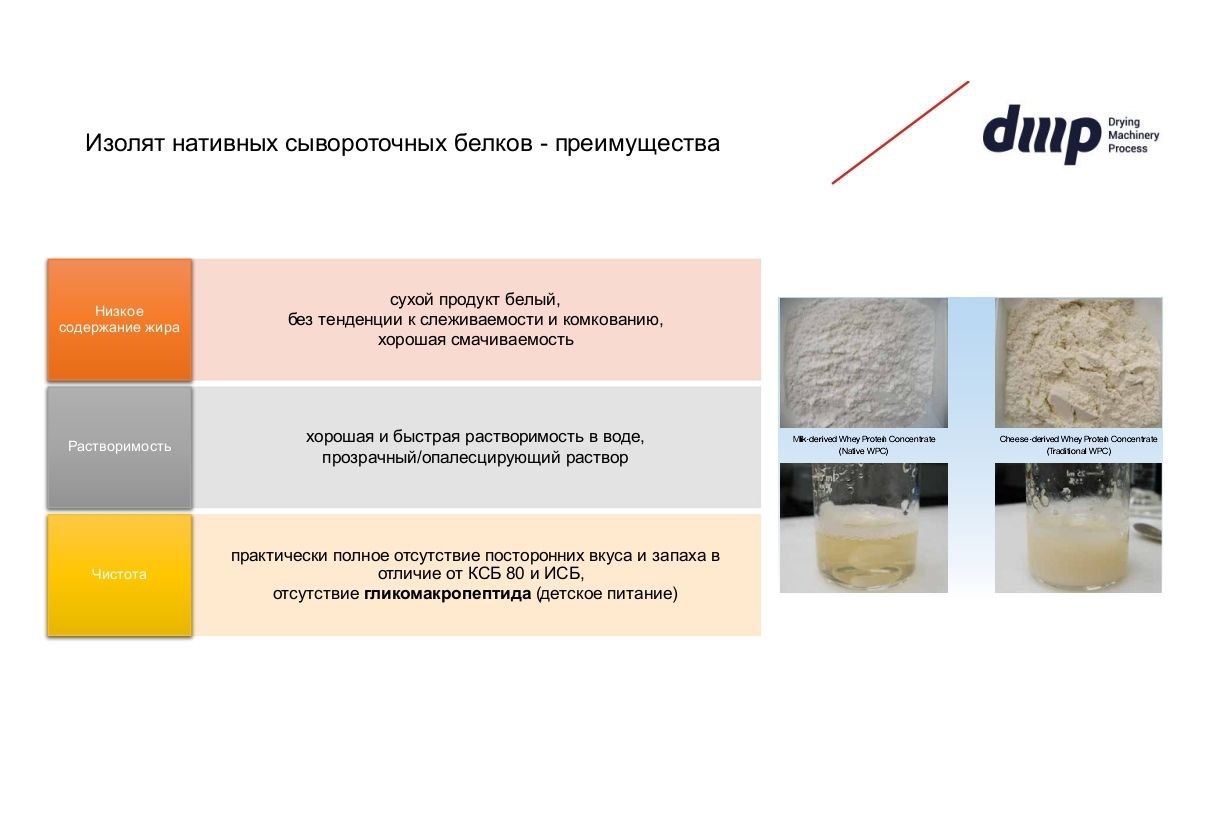





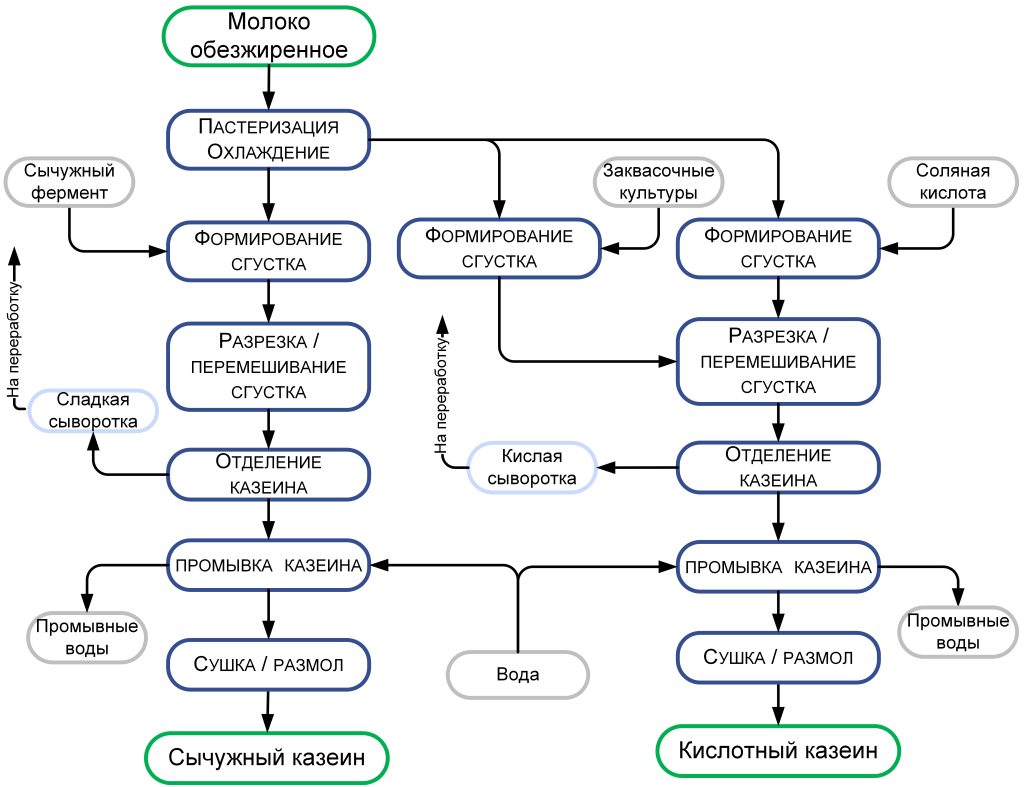
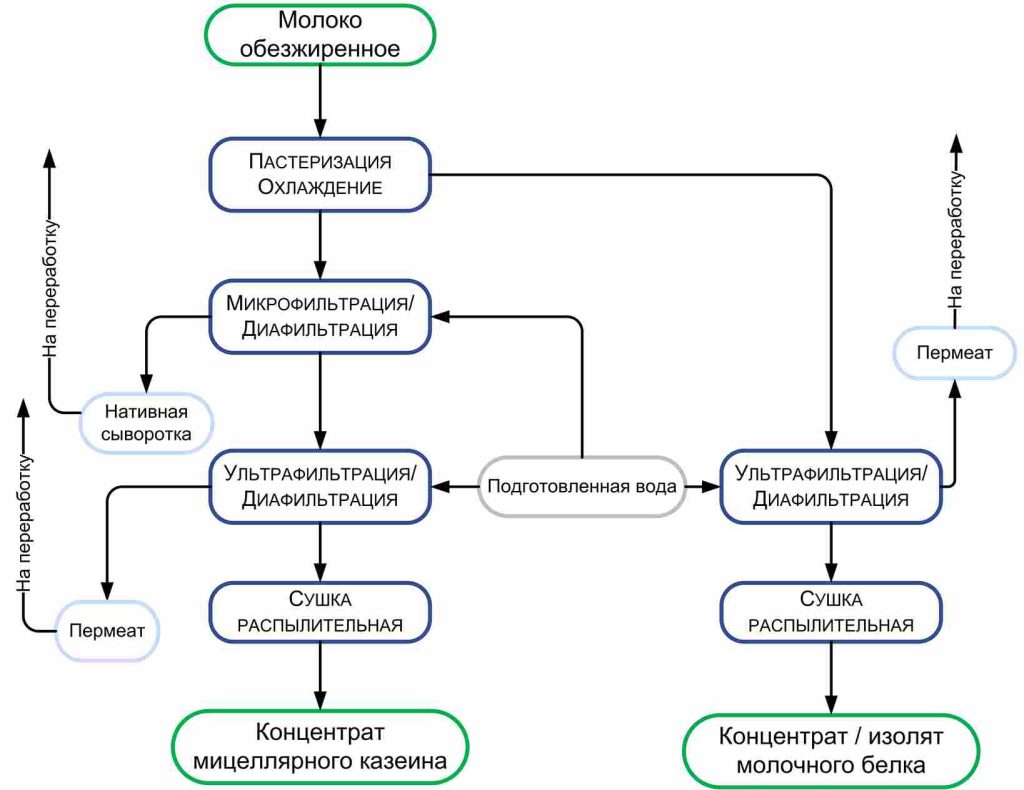
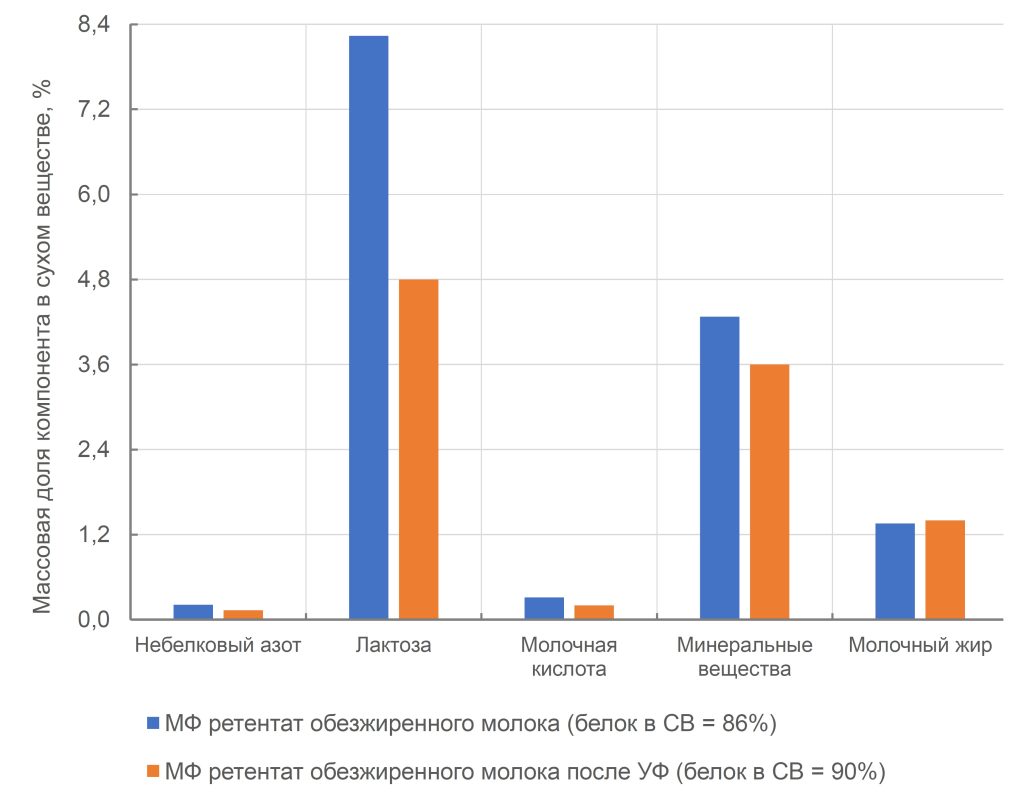


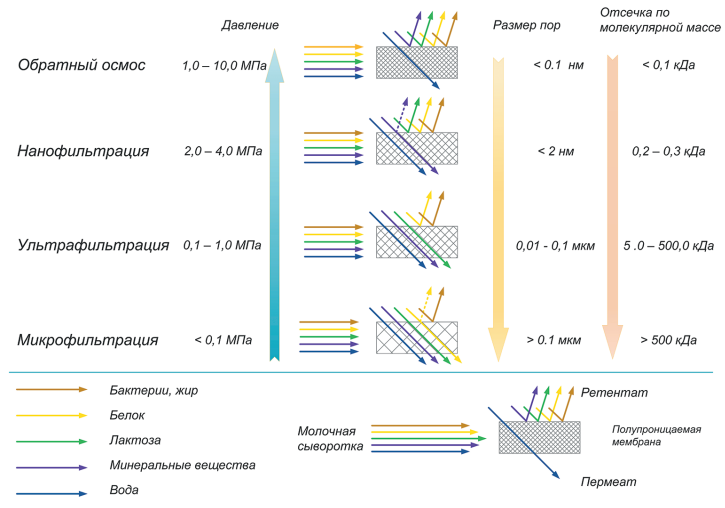
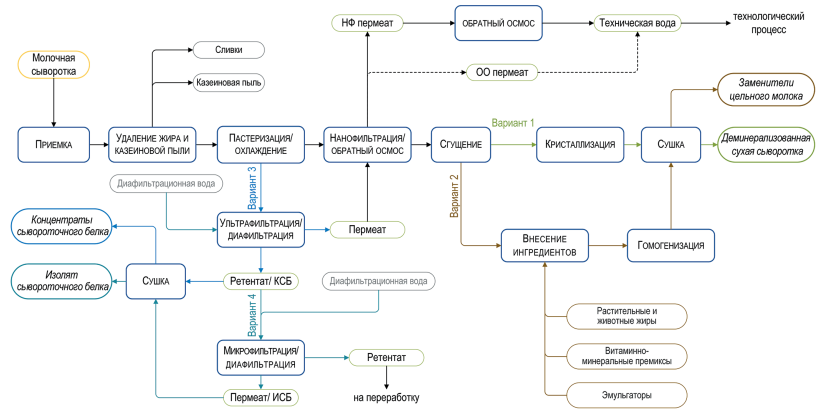

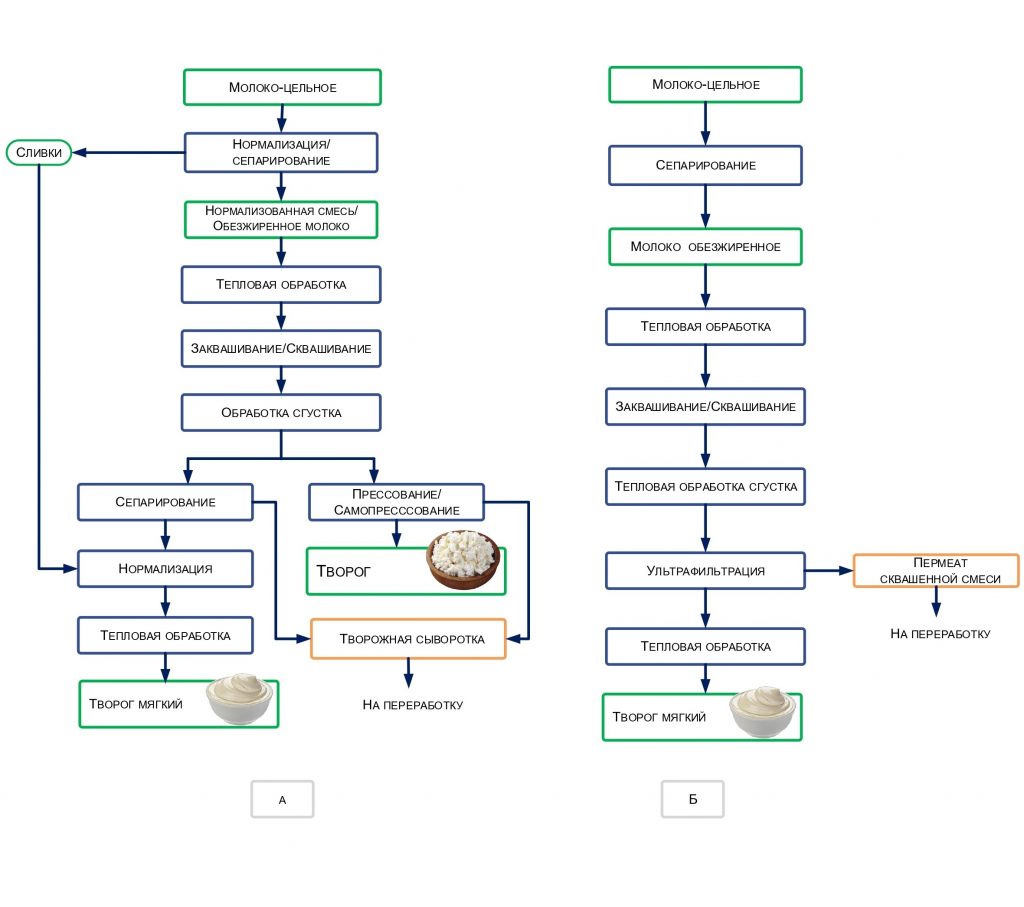
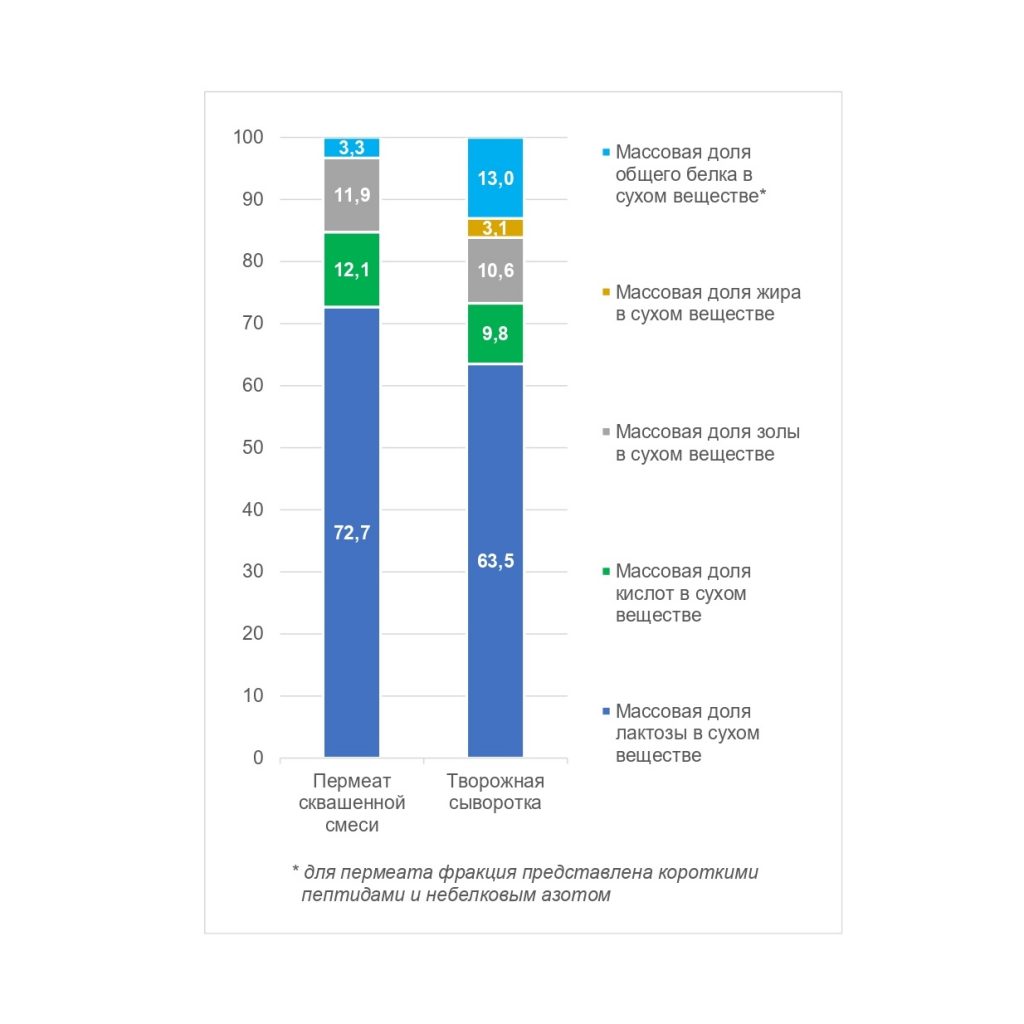

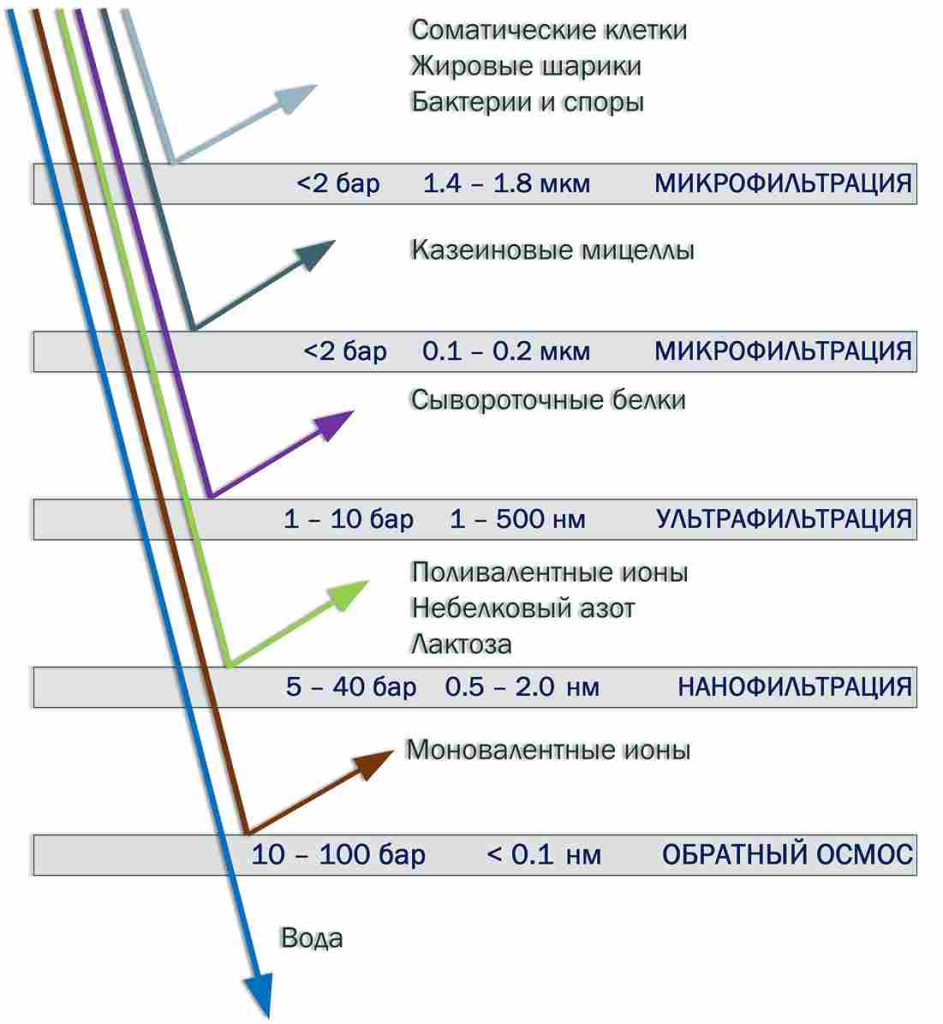
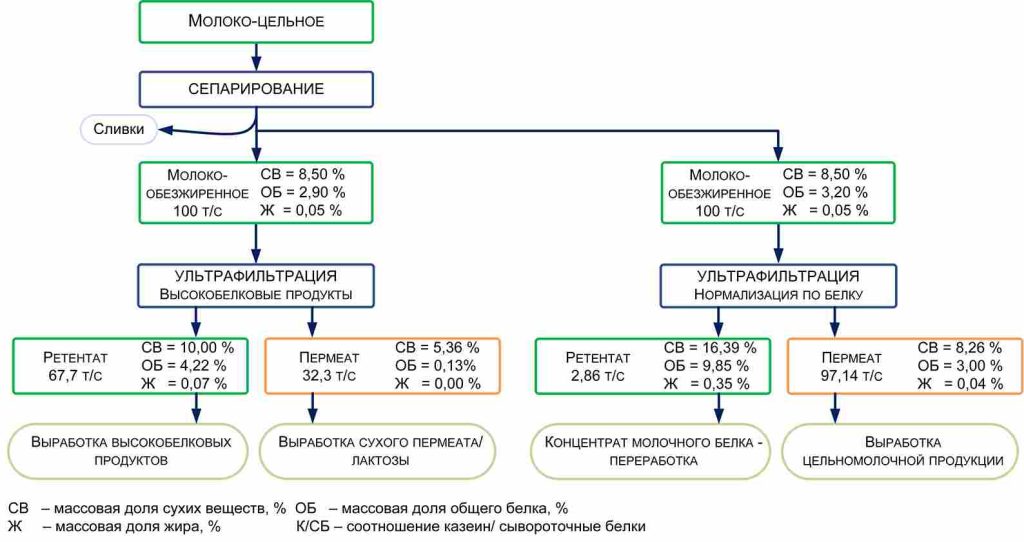

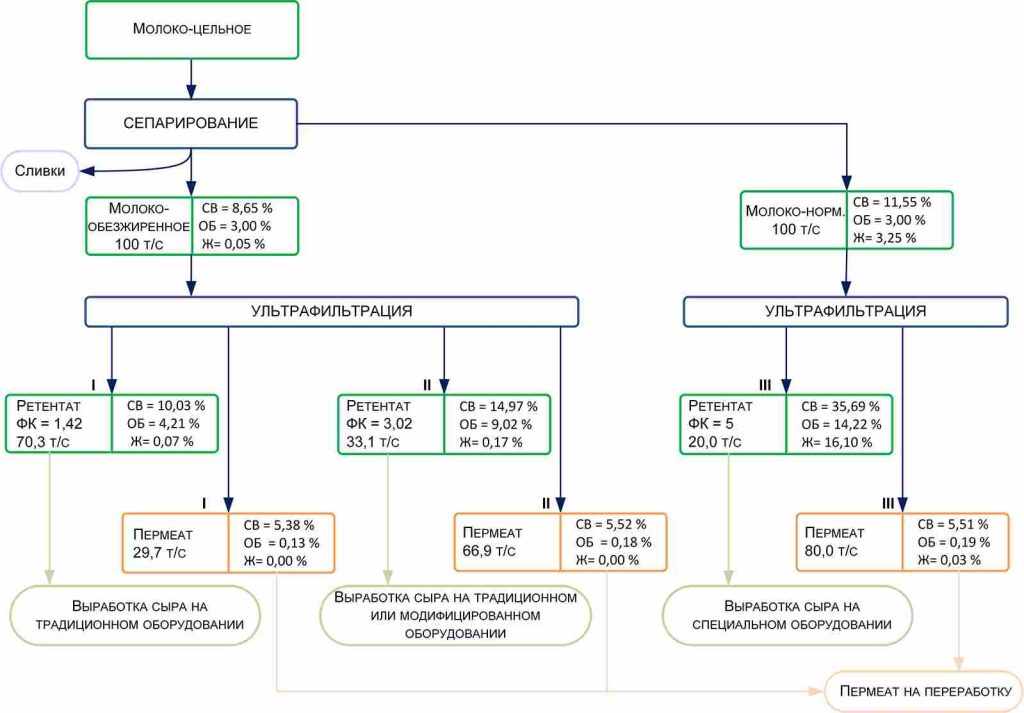


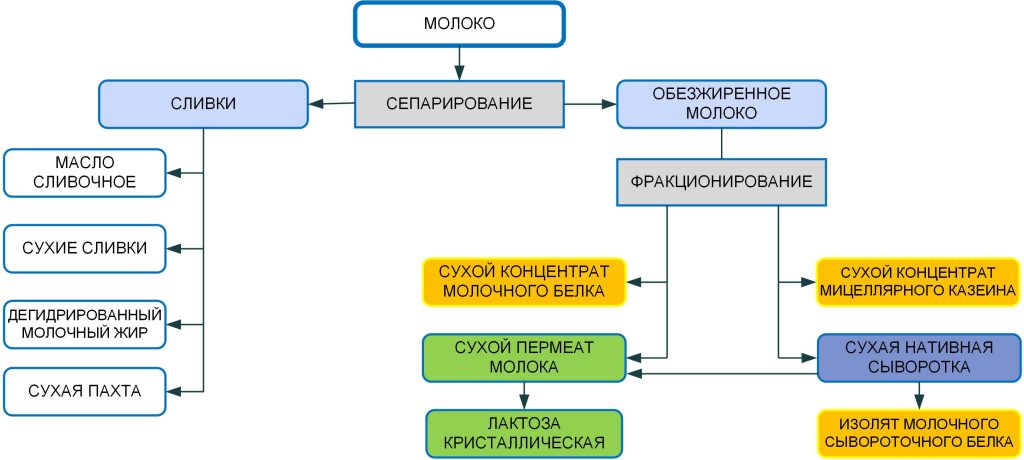

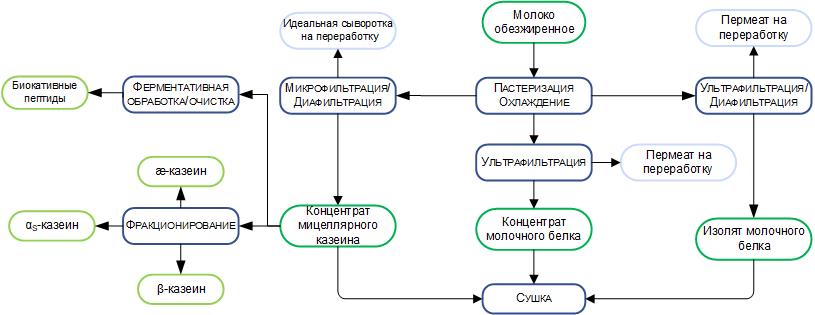
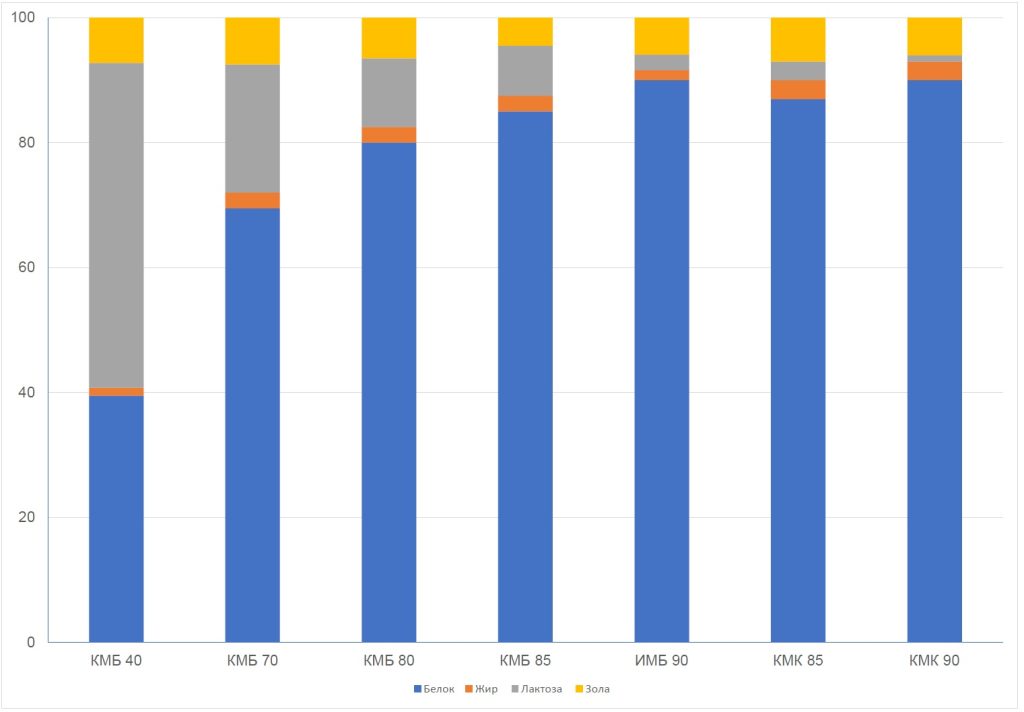

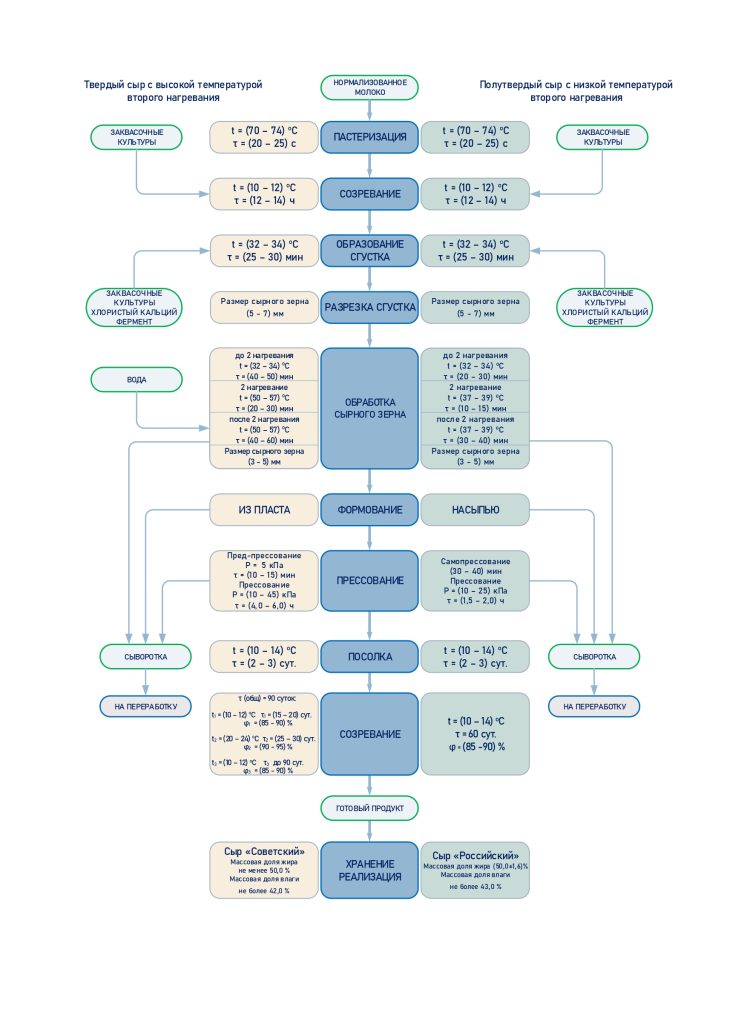







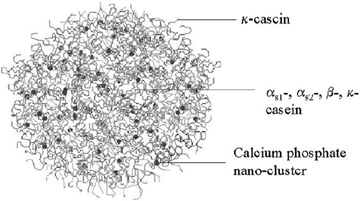
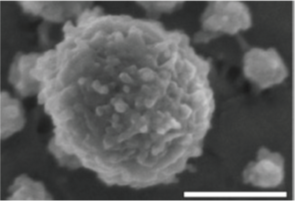
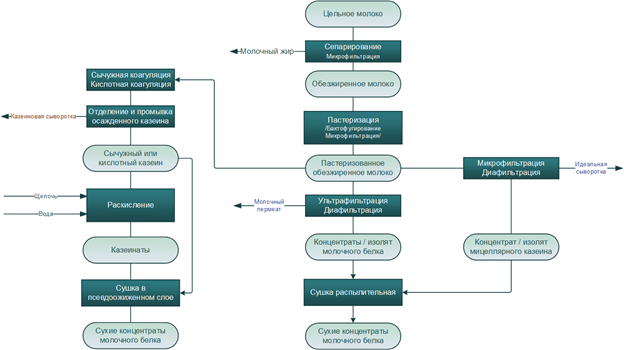
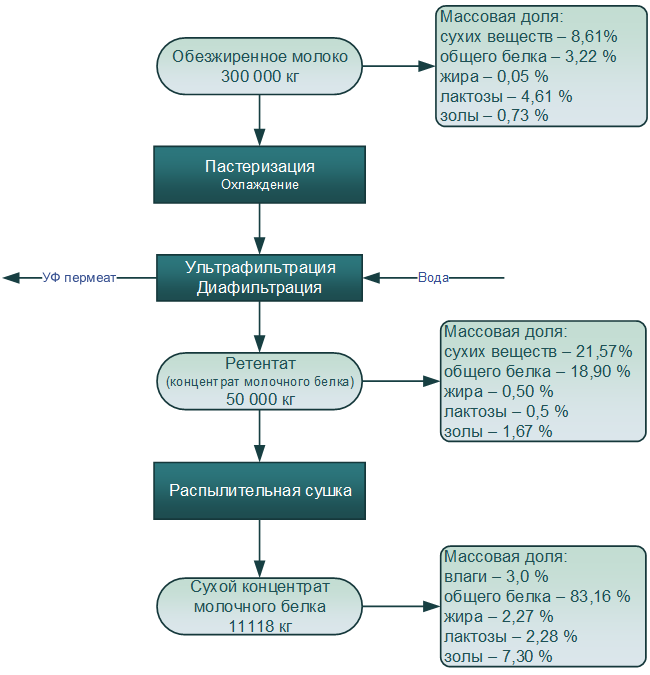
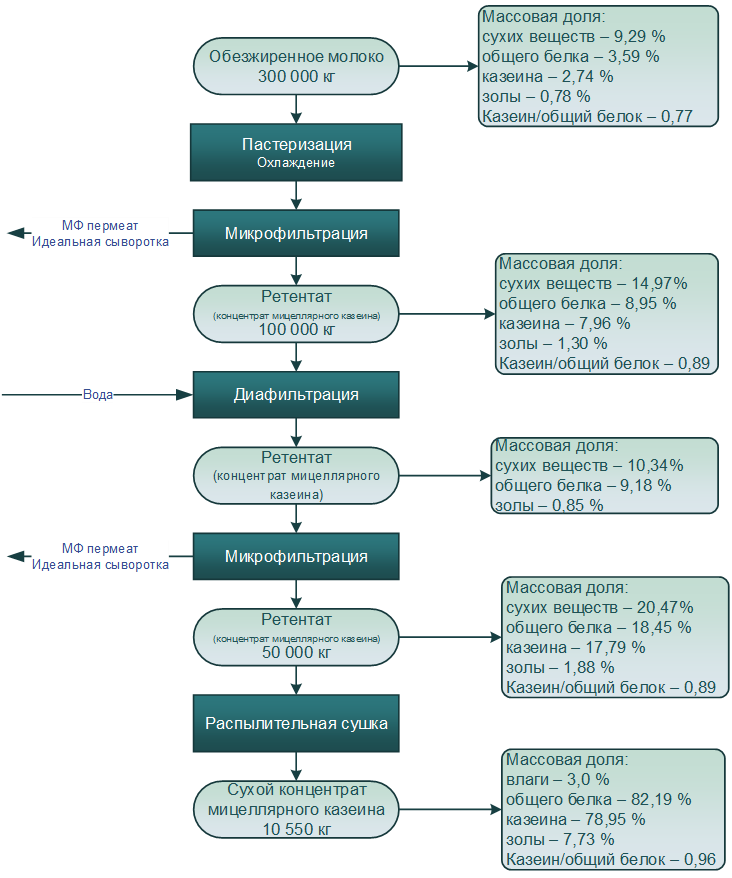

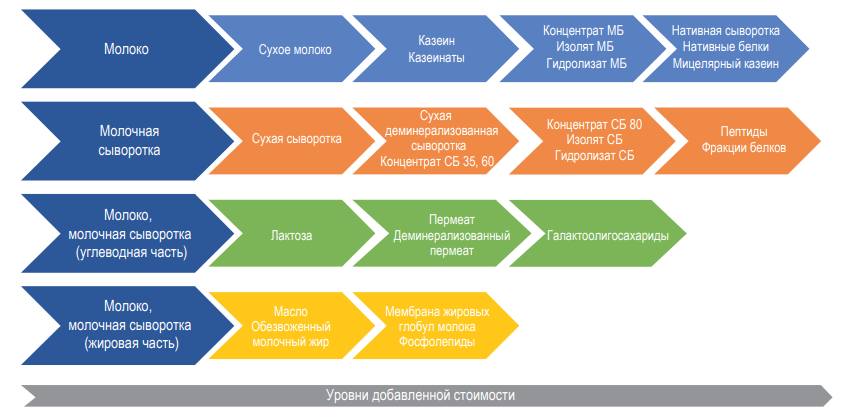

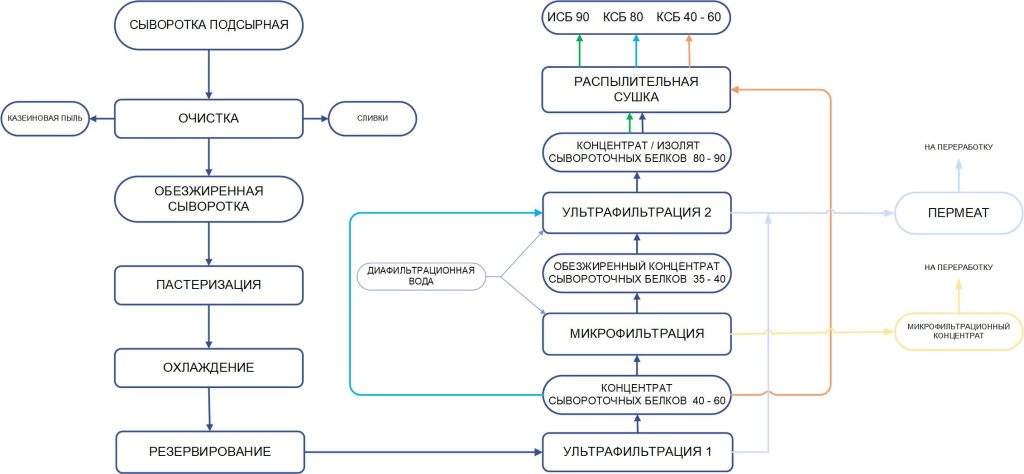


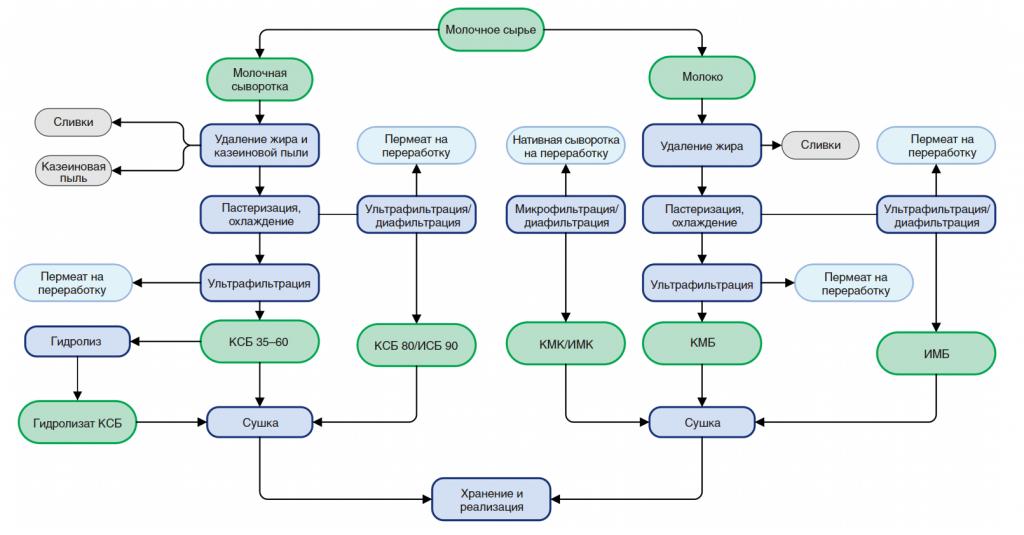

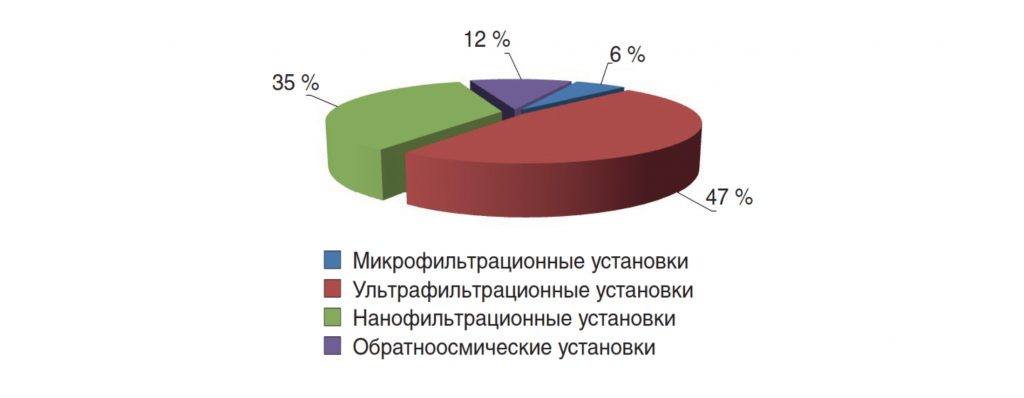
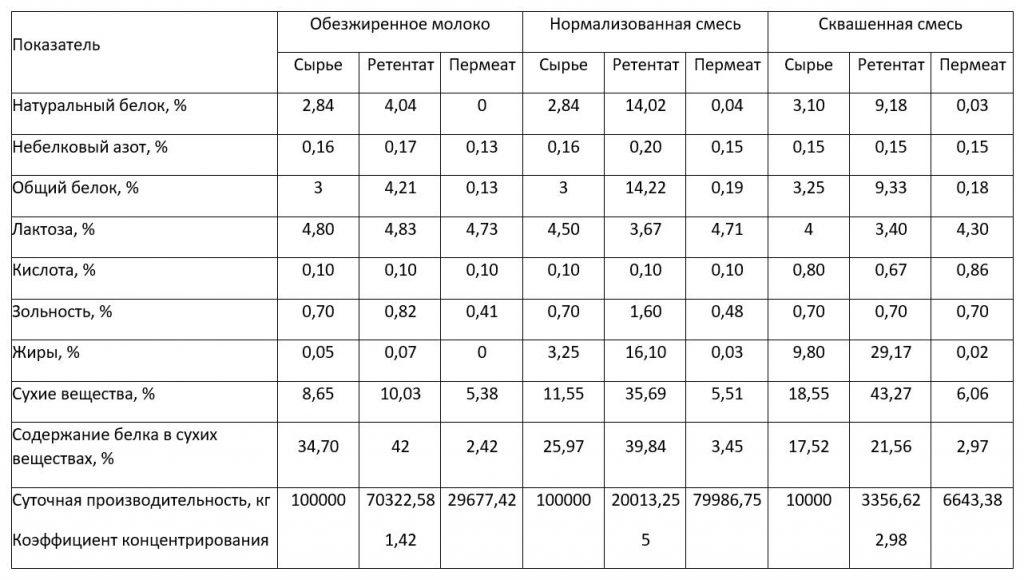

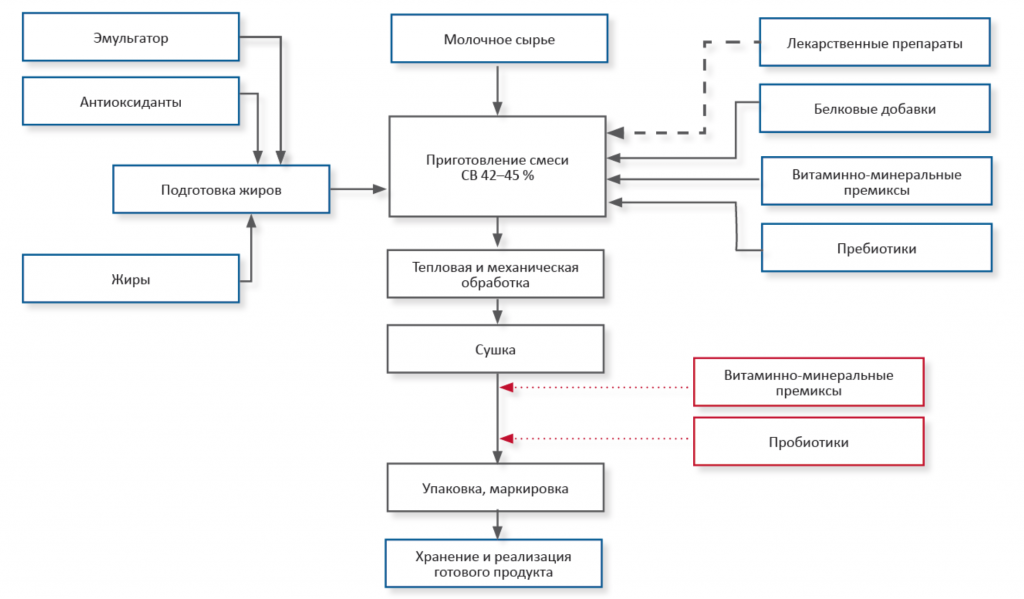



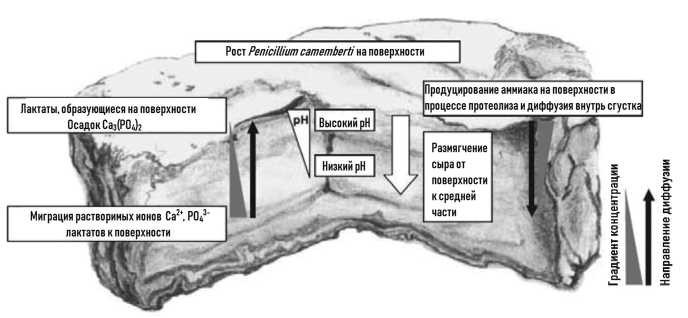



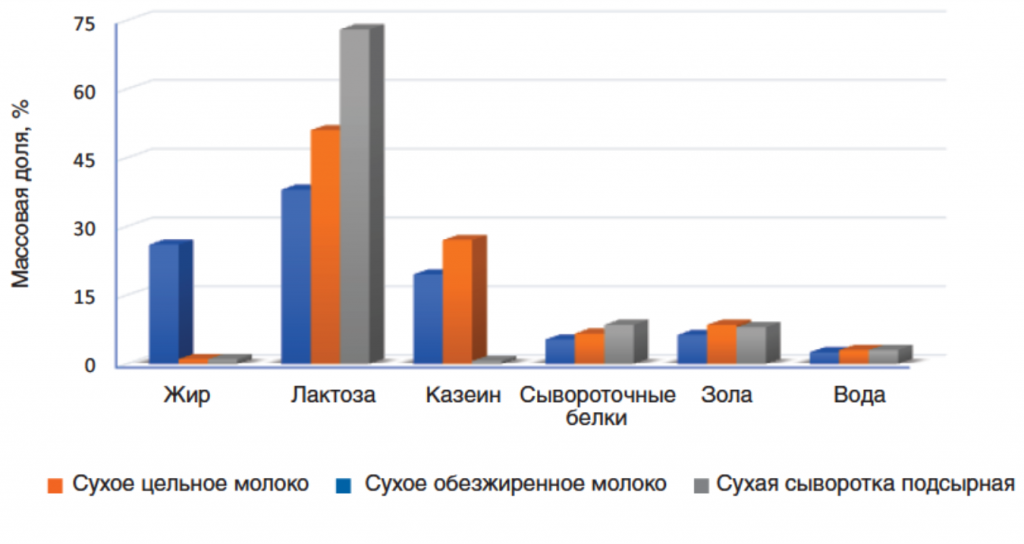

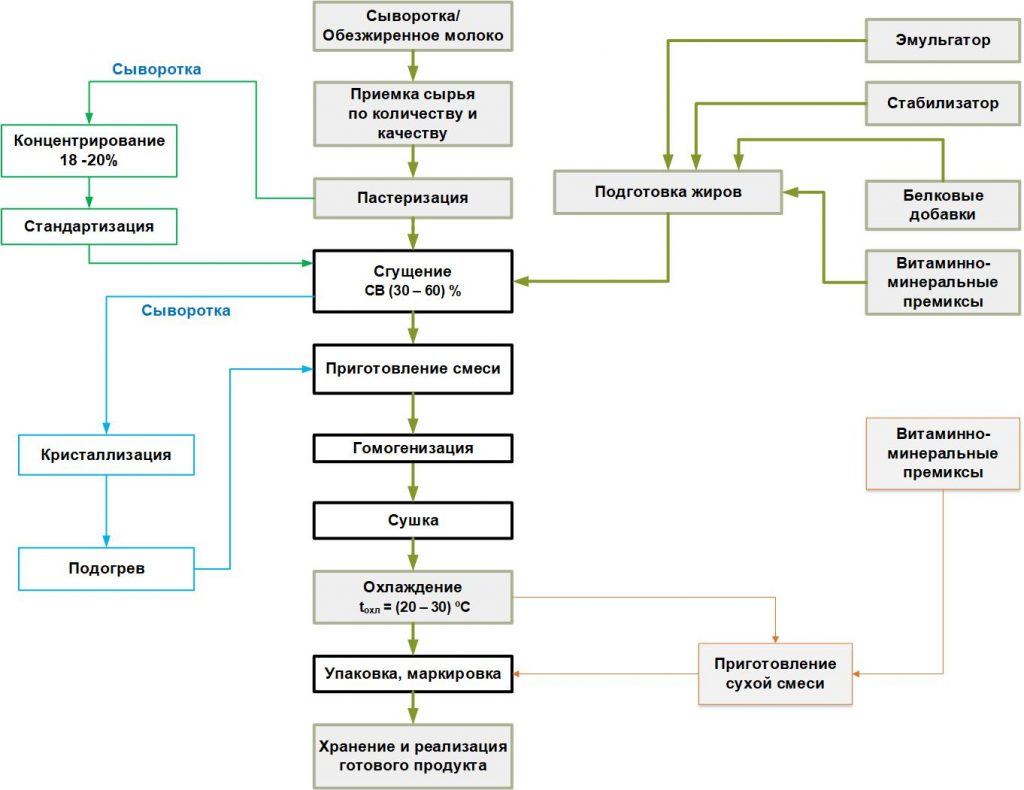
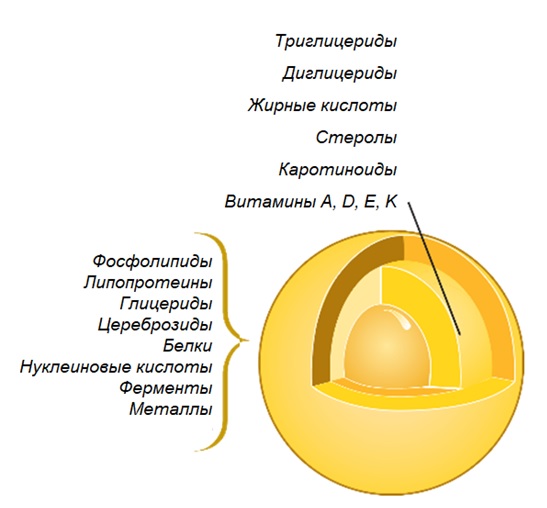

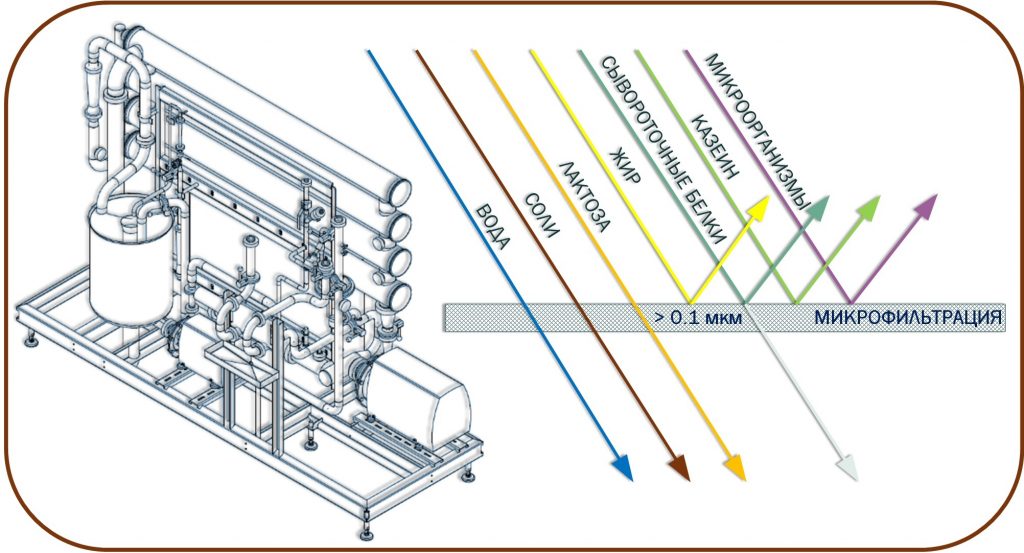

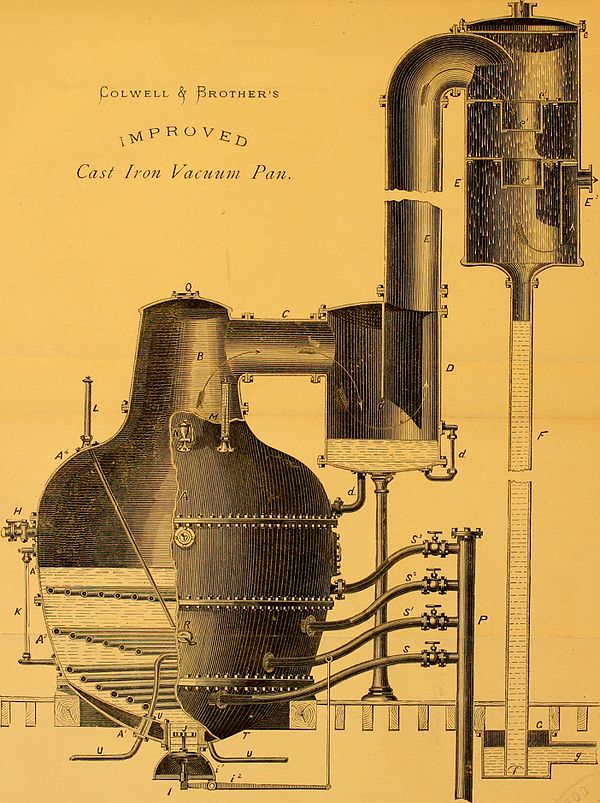
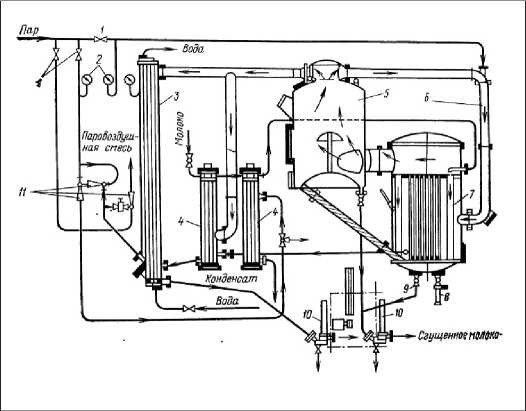
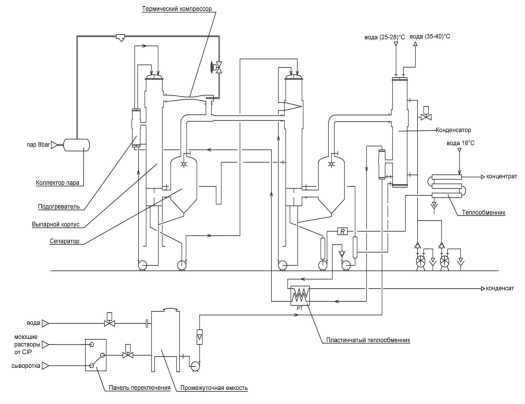
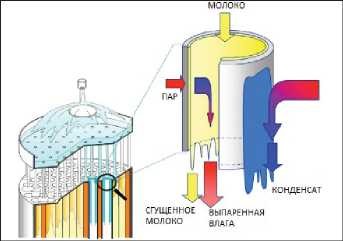


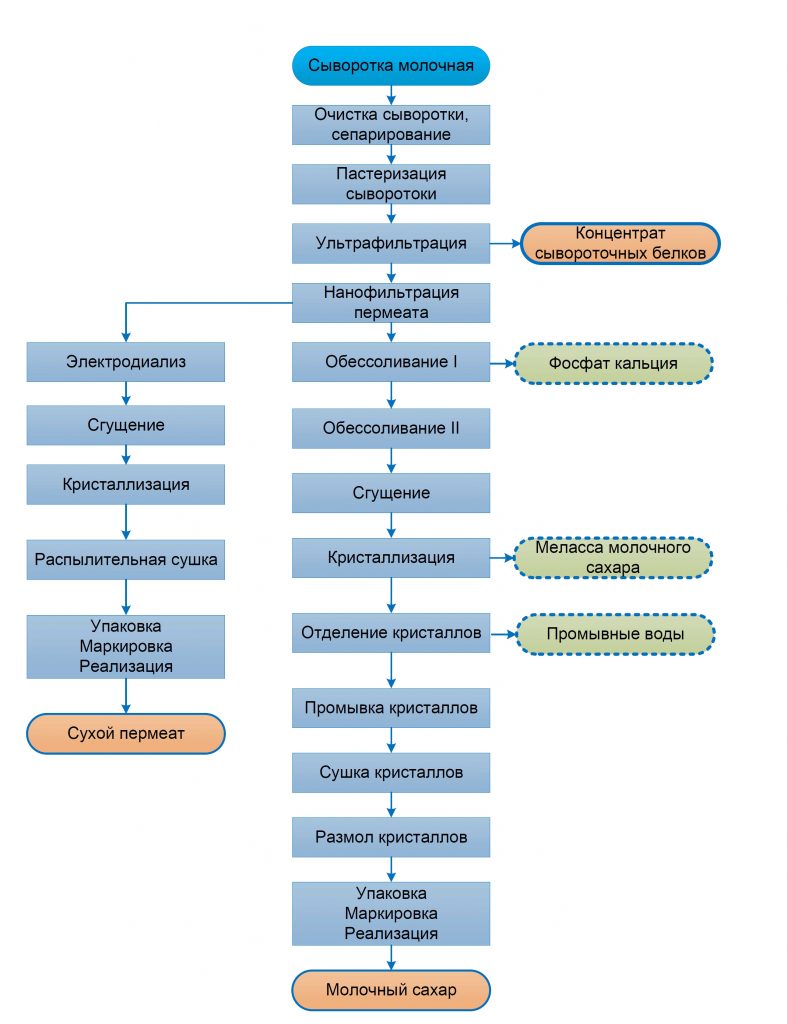

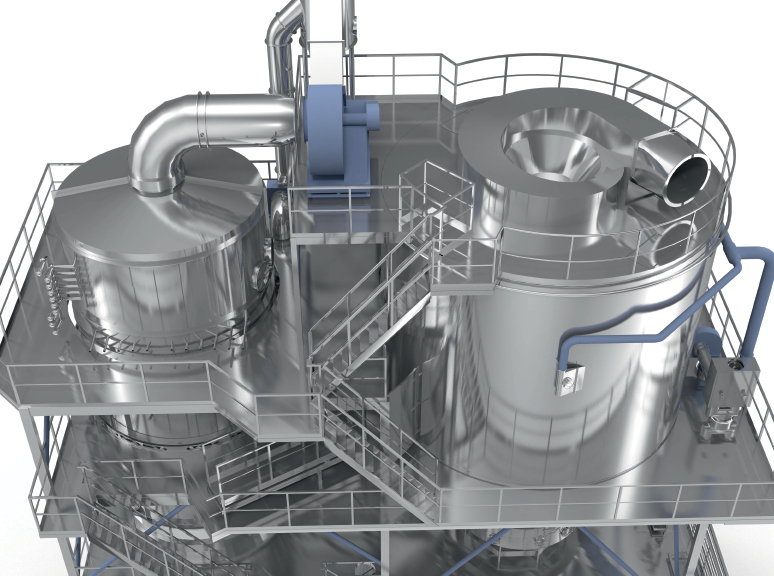
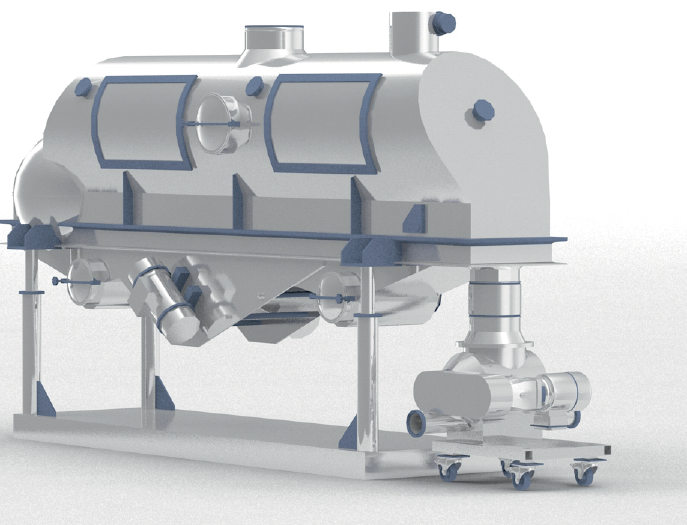



_(18406931 476).jpg){kind=link}