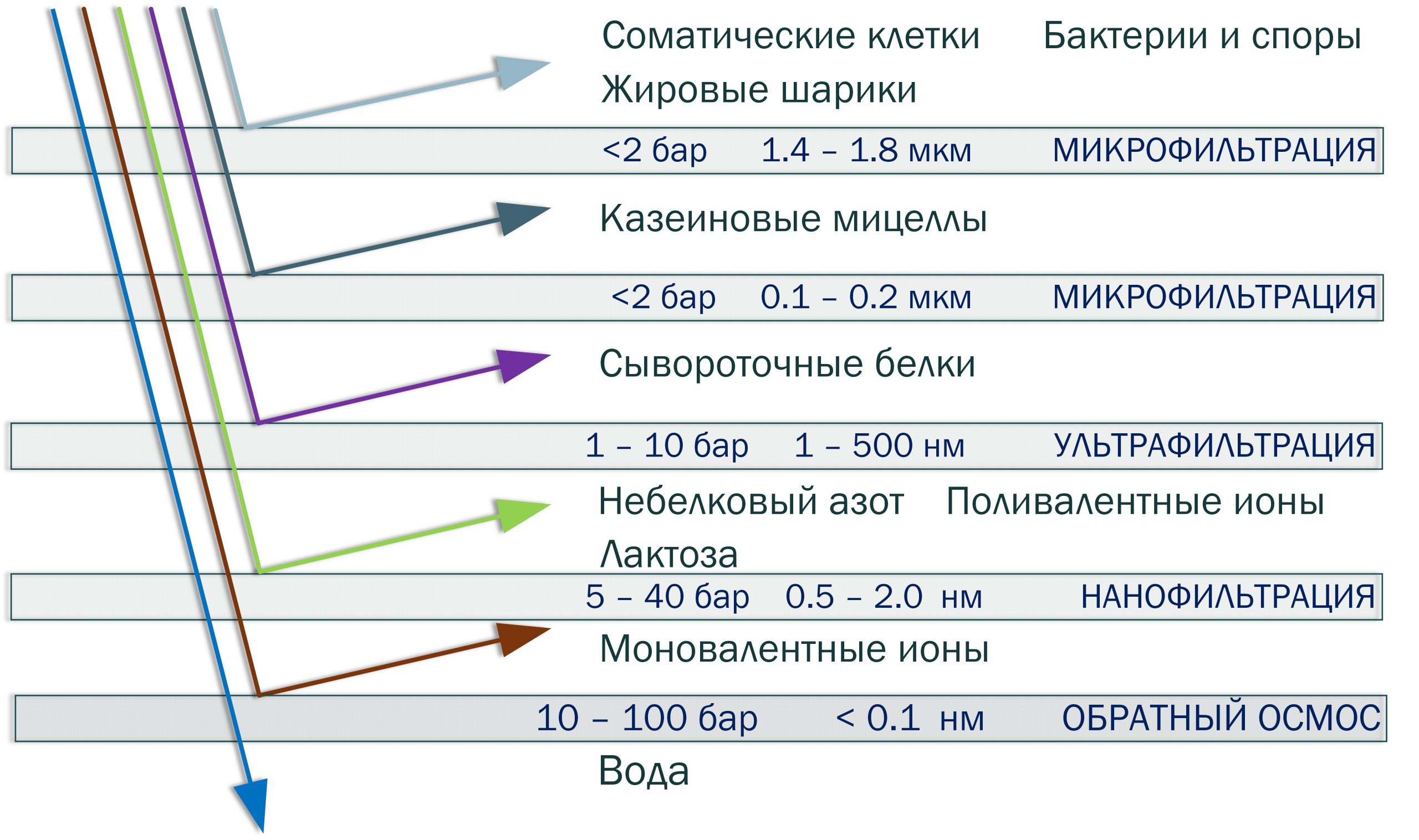
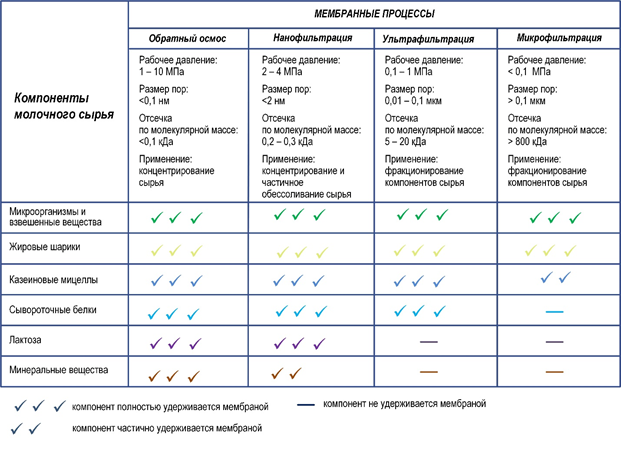
Начало промышленного использования мембранных процессов в молочной отрасли, приходящееся на 60-е годы прошлого столетия, связывают с внедрением процесса мембранного выделения белков из молочной сыворотки. Фактически, этим самым был дан старт разработки новых промышленных решений в переработке как молочной сыворотки, так и молочного сырья в целом, которые продолжают активно развиваться и в настоящее время. На сегодняшний день в молочной промышленности для концентрирования и/или фракционирования молочного сырья используется четыре основных процесса мембранной фильтрации: микрофильтрация, ультрафильтрация, нанофильтрация и обратный осмос. Эти процессы относят к баромембранным, поскольку в их основе лежит фильтрация сырья через полупроницаемые мембраны, а движущей силой является давление. Между собой баромембранные процессы отличаются размером пор использующихся мембран и давлением, которое требуется для их осуществления (рис.1).
Рисунок 1. Классификация баромембранных процессов концентрирования и фракционирования молочного сырья
Соответственно, размер пор мембран определяет состав концентрированной (ретентат) и разбавленной (пермеат) фракций, формирующихся во время фильтрации.
Можно выделить несколько направлений применения тех или иных типов мембран в технологиях переработки молока. Микрофильтрационные мембраны используются при выделении казеиновой фракции белка обезжиренного молока, удалении из сырья жировой фракции, в частности, при производстве изолята сывороточных белков, очистке молочного сырья и сырного рассола от микроорганизмов и т.д. [1]. Ульрафильтрационные – для выделения и концентрирования белковой фракции молочного сырья при производстве концентратов молочного и сывороточного белков, нормализации молока по содержанию белка, в производстве творога и творожных сыров или питьевого молока [2].
Нанофильтрационные мембраны применяются для концентрирования и частичной деминерализации молочной сыворотки и пермеатов, образующихся при ультрафильтрации сыворотки и обезжиренного молока. С помощью обратноосмотических мембран можно сконцентрировать все компоненты молочного сырья. Обратноосмотические мембраны также находят широкое применение в технологии доочистки нанофильтрационных пермеатов для удаления остаточной лактозы и минеральных веществ, так называемая технология «RO Polishing».
Несмотря на достаточно большое разнообразие материалов, применяемых для изготовления мембран, на практике в молочной промышленности используются главным образом полимерные мембраны. Керамические применяются реже, в основном, при микрофильтрации и ультрафильтрации [3].
Керамические мембраны изготавливаются из оксида алюминия, оксида циркония или оксида титана, карбида кремния, которые относятся к группе неорганических материалов. Они устойчивы к механическим, химическим и термическим воздействиям, имеют высокую пористость и гидрофильную поверхность.
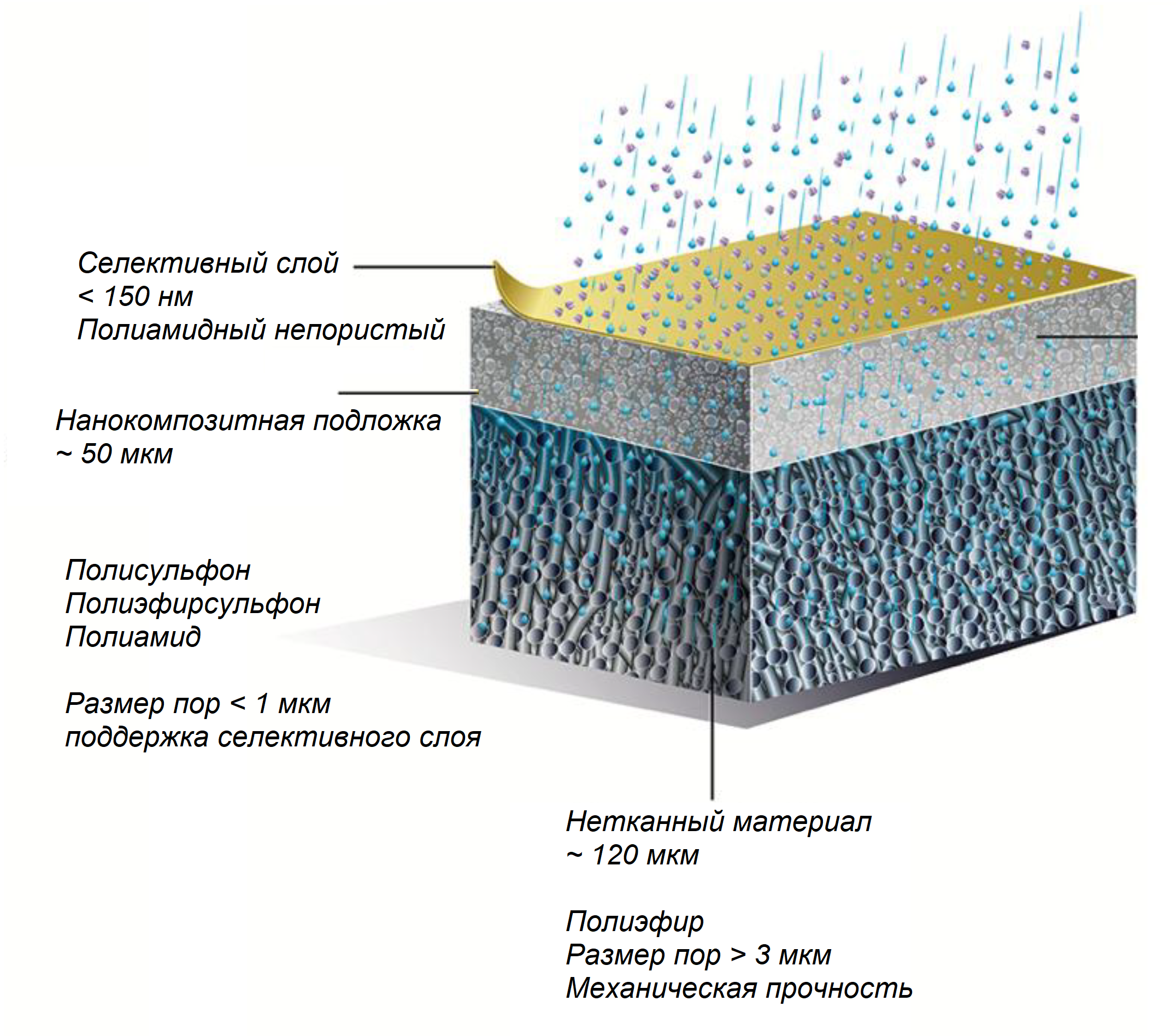
Современные мембраны на основе синтетических полимеров (полиамида, полипропилена, полиэфирсульфона и т.д.), использующиеся в молочной отрасли, являются анизотропными мембранами второго поколения. Такие мембраны состоят из нескольких структурно неоднородных слоев, включая селективный слой для фракционирования сырья по молекулярной массе, и слои, обеспечивающие механическую прочность и отвод пермеата (рис.2 [4]).
Рисунок 2. Пример анизотропной многослойной обратноосмотической мембраны [4]
Хотя полимерные мембраны обладают довольно высокой механической, химической, термической и гидролитической стойкостью, в отличие от керамических, они могут быть чувствительны к воздействию сильных окислителей, что приводит к определенным ограничениям при выборе моющих средств.
Как и керамические, полимерные мембраны не подвергаются воздействию микроорганизмов, выдерживают довольно широкий диапазон рН и температур.
Основными характеристиками полимерных мембран являются селективность, проницаемость и скорость разделения. Селективность или задерживающая способность мембран выражается степенью перехода компонента в пермеат. Проницаемость или удельная производительность при данном давлении определяется количеством фильтрата, получаемого в единицу времени с единицы рабочей поверхности мембраны. Оба параметра обусловлены конкурирующими взаимодействиями компонентов с поверхностью мембраны не только за счет размера, молекулярной массы, заряда, но также и формы молекул разделяемых веществ, поэтому подбор мембран является достаточно сложным процессом, требующим большого практического опыта.
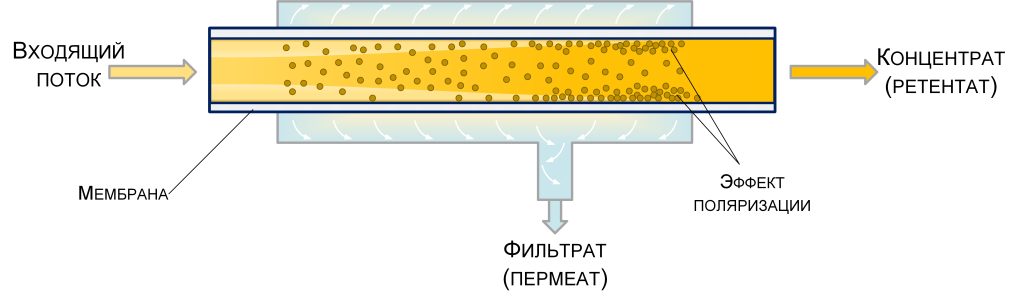
Немаловажное значение на эффективность мембранного разделения оказывает накопление адсорбированных макромолекул и других частиц на поверхности мембраны или внутри нее (т.н. концентрационная поляризация), что более выражено в полимерных мембранах, которые являются относительно гидрофобными и облегчают адгезию, в частности, белков по сравнению с керамическими мембранами. Это приводит к усилению концентрационной поляризации (рис. 3) и в целом оказывает негативное влияние на процесс разделения, вызывая снижение потока пермеата, падение давления, сокращение срока службы мембран, нестабильный состав и качество продукта.
Рисунок 3. Концентрационная поляризация в процессе мембранной фильтрации
Чтобы контролировать загрязнение и уменьшить проблему закупорки пор, используется процесс тангенциальной фильтрации — проток фракционируемого продукта подается вдоль мембраны.
Спецификой мембран, используемых для обработки молочного сырья, так называемых «молочных» мембран (тип «Dairy») является специальное исполнение, ориентированное на устойчивость материала мембран к каждодневному воздействию «загрязнителей» молочного сырья – преимущественно жиров и белковых соединений, устойчивости к химическим реагентам во время ежедневной мойки мембран для восстановления их производительности, устойчивости к низким и высоким значениям pH и температуры («High pH and temperature (HpHT)», устойчивости к воздействию высокого давления и значительным перепадам давления, высокой селективности по целевым компонентам.
Такое исполнение достигается путем использования специально разработанных компонентов, из которых производится мембрана. При этом все компоненты и сама мембрана должны соответствовать международным и российским стандартам, разрешающим их применение в пищевой промышленности.
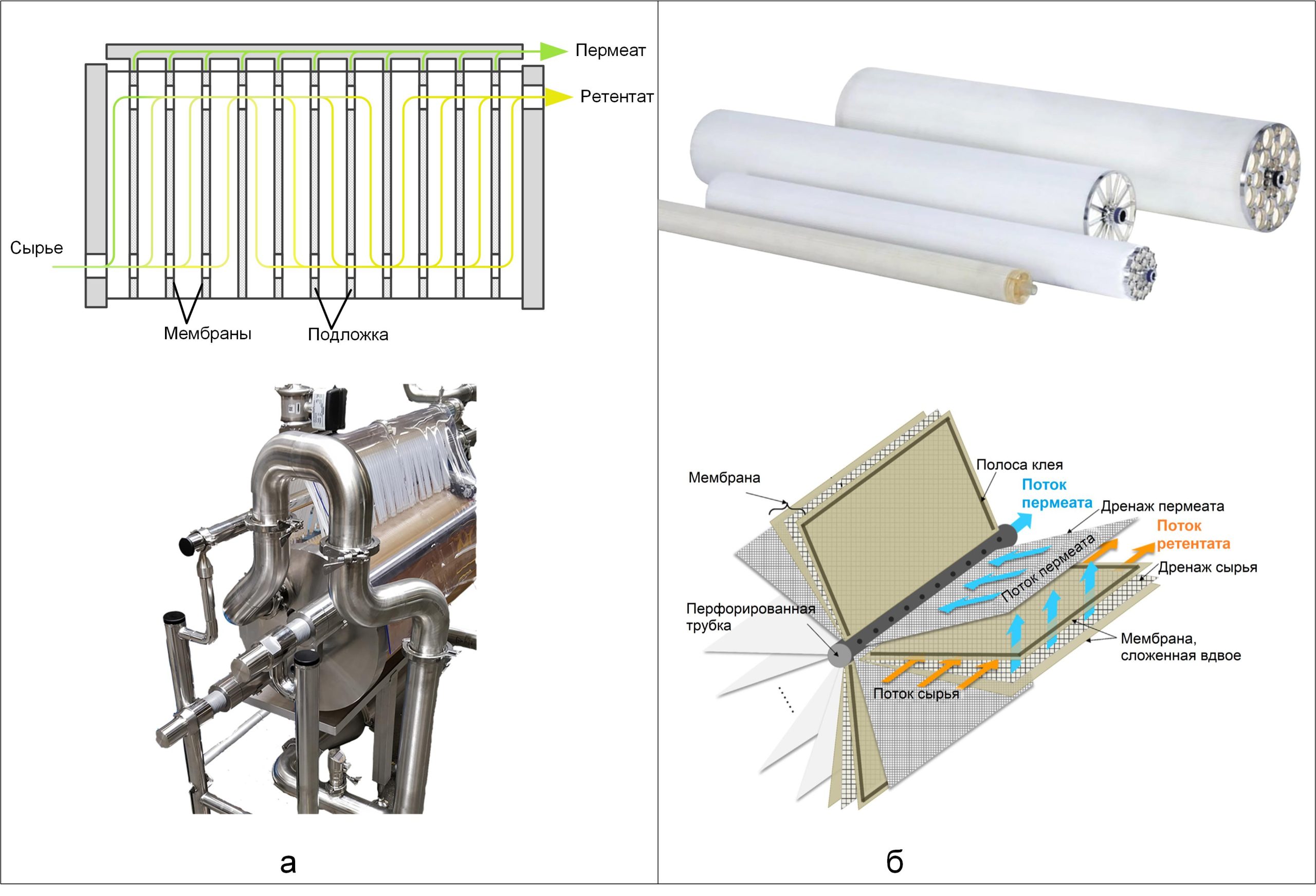
Конструктивно полимерные мембраны формируются в плоскорамные или рулонные модули. Плоскорамные модули, это сгруппированные в особом порядке листы мембран (рис. 4 а), главным образом используются для фильтрации, высоковязкого сырья, например, сквашенного молочного сгустка.
Рулонные мембранные модули (рис. 4 б) представляют собой несколько последовательно соединенных рулонных мембранных элементов. Каждый мембранный элемент состоит из нескольких пар мембран, разделенных дренажным слоем, по которому пермеат поступает в перфорированную дренажную трубку, являющуюся центральным пермеатным каналом. Рулонные модули обеспечивают высокую плотностью упаковки мембран в единице объема, относительно низкие потери давления, удобство монтажа и демонтажа элементов, гибкость при проектировании технологических линий мембранной обработки.
Рисунок 4. Плоскарамный и рулонный модули мембраной установки
Зачастую для производства тех или иных продуктов/ингредиентов из молочного сырья необходим комплекс мембранных процессов. В таких технологиях мембранная фильтрация является ключевым узлом, можно сказать «сердцем» процесса, определяющим качество продукта. При этом качество мембран существенно влияет на качество процесса фильтрации, характеристики готового продукта. Мембраны, изготовленные из высококачественных, инновационных и в то же время проверенных материалов, могут прослужить значительно дольше и при этом существенно снизить эксплуатационные расходы на мембранное оборудование в целом.
ООО ДМП уже много лет занимается поставкой и обслуживанием мембранного оборудования для молочной промышленности. Основываясь на собственном опыте, мы можем подобрать мембраны практически для любой фильтрационной установки и предоставить лучшее решение. На сегодняшний день мы имеем постоянно пополняемый склад мембран на территории РФ, в наличии порядка 2000 шт. различных рулонных полимерных мембран от ведущих мировых производителей: Dupont и KOCH, а также керамические мембраны TAMI и полимерные плоскорамные и рулонные мембраны Alfa Laval. Если необходимый тип мембран отсутствует на нашем складе, то существует возможность поставки мембран под заказ, с максимально оптимизированным сроком поставки. Наши специалисты также могут провести аудит имеющегося на предприятии мембранного оборудования и оказать техническую поддержку при подборе и замене мембран для обеспечения эффективной работы установок мембранного разделения.
Список литературы
Мембранные технологии переработки сыворотки: эффективные и рентабельные решения [Текст] / Д. Н. Володин, А. С. Гридин, В. К. Топалов [и др.] // Переработка молока: технология, оборудование, продукция. — 2022. — № 7. — С. 6-11
Творожные сыры: как повысить эффективность использования сырья [Текст] / Д. Н. Володин, В. К. Топалов, И.А. Евдокимов, [и др.] // Молочная промышленность. – 2023. — №3. – С.13 – 15.
France, T.C.; Kelly, A.L.; Crowley, S.V.; O’Mahony, J.A. Cold Microfiltration as an Enabler of Sustainable Dairy Protein Ingredient Innovation. Foods 2021, 10, 2091. : [Электронный ресурс]. URL: https://doi.org/10.3390/foods10092091
Idarraga-Mora, J.A.; Childress, A.S.; Friedel, P.S.; Ladner, D.A.; Rao, A.M.; Husson, S.M. Role of Nanocomposite Support Stiffness on TFC Membrane Water Permeance. Membranes 2018, 8, 111. https://doi.org/10.3390/membranes8040111
Технология выработки большинства молочных продуктов предусматривает операцию нормализации молочного сырья по массовой доле жира, в результате которой на предприятии образуются излишки либо обезжиренного молока, либо молочного жира в виде сливок с заданной жирностью. С точки зрения реализации комплексных линий переработки молочного сырья основной задачей является поиск экономически целесообразных решений, позволяющих максимально использовать все компоненты молока.
Обезжиренное молоко может быть сырьем для достаточно широкого спектра продуктов: от питьевого молока до белковых концентратов. Сливки, как правило, направляются на выработку различных видов сливочного масла. В качестве альтернативного направления можно рассматривать производство обезвоженного молочного жира (ОМЖ). Строго говоря, это наименование является дословным переводом импортируемого на российский рынок продукта «Anhydrous Milk Fat». ТР ТС 033/2013 определяет подобный продукт как «молочный жир»: «…молочный продукт, в котором массовая доля молочного жира составляет не менее 99,8 %, который имеет нейтральные вкус и запах и производится из молока и (или) молочных продуктов путем удаления молочной плазмы» [1]. Требования, предъявляемые к ОМЖ, согласно ГОСТ 32262— 2013 [2] и характеристика зарубежных аналогов, приведены в табл. 1.
Таблица 1. Состав и свойства сливочного и топленого масла и молочного жира
Параметры
Масло сливочное*
Масло топленое**
Молочный жир**
Обезвоженный молочный жир***
Массовая доля, %:
— молочного жира, не менее
82,5
99,0
99,8
99,85
— влаги, не более
16,0
1,0
0,2
0,15
Свободные жирные кислоты, % от олеиновой кислоты, не более
При комнатной температуре ОМЖ представляет собой гомогенную плотную массу светло-желтого цвета, при температурах выше точки плавления молочного жира (34 – 36оС) — это прозрачная жидкость желтого цвета, не содержащая осадка и примесей. Характерной особенностью ОМЖ является чистый, мягкий сливочный вкус, в основном определяющийся наличием короткоцепочечных свободных жирных кислот, альдегидов, кетонов и лактонов [4]. Уникальный вкус ОМЖ позволяет достигать более качественных сенсорных характеристик продуктов, в которых он используется, по сравнению с более дешевыми аналогами.
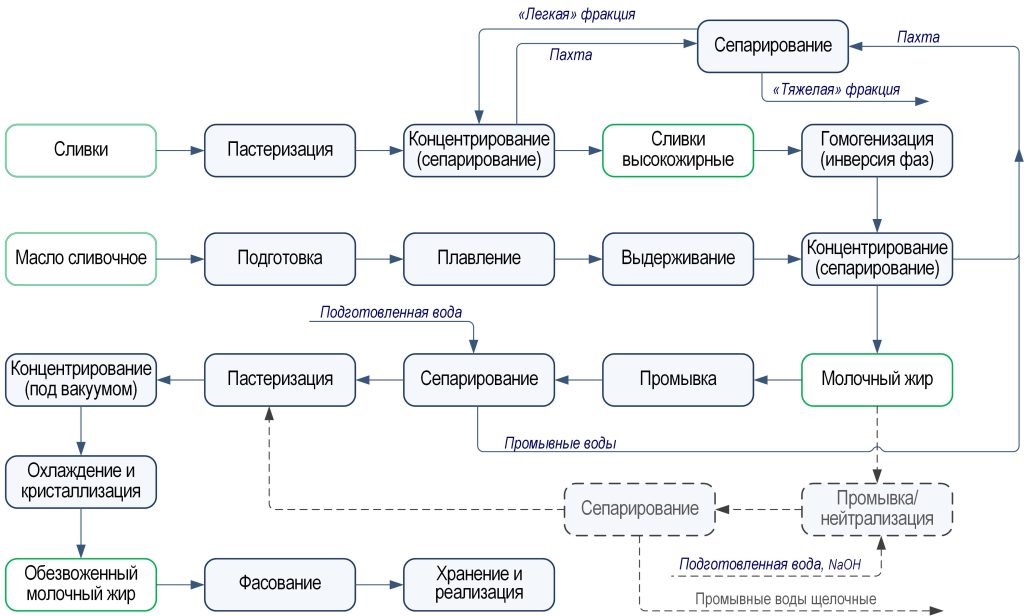
В качестве сырья для производства молочного жира используются высококачественные сливки или сливочное масло (рис.1).
В первом случае (рис. 1) сливки с жирностью порядка 40,0%, полученные при сепарировании цельного молока, направляются на тепловую обработку, после которой проводится дополнительное концентрирование жировой фазы с использованием центробежного сепаратора. Концентрированные сливки с массовой долей молочного жира не менее 75,0 – 78,0 % по своей природе являются эмульсией тонкодисперсного жира в плазме молока, поэтому для дальнейшего концентрирования жировой фракции проводят инверсию фаз в гомогенизаторе путем механического и теплового воздействия на жировые шарики. В процессе интенсивной обработки при повышенном давлении и температуре происходит разрушение многокомпонентных оболочек-мембран жировых шариков, освобождение свободного молочного жира и формирование системы, в которой водная фаза будет распределяться в непрерывной жировой фазе. Инверсия фаз позволяет провести финальное концентрирование молочного жира также путем сепарирования. При этом концентрированная, «легкая», фракция будет содержать более 99,5 % молочного жира. В «тяжелую» фракцию переходят практически все остаточные вещества белковой природы, что предотвращает возможность повторного образования устойчивой жировой эмульсии жира. Полученный концентрированный жир может быть направлен на операцию удаления остаточной влаги. Для того, чтобы гарантировано получить высококачественный продукт проводят процедуру дополнительной промывки масла. В концентрированную фракцию добавляют 20–30 % воды с температурой жидкого жира. После кратковременной выдержки воду вновь отделяют, удаляя оставшееся водорастворимые компоненты. Помимо промывки процедуры дополнительной очистки молочного жира могут включать нейтрализацию излишнего количества свободных жирных кислот, которые могут вызывать появление посторонних привкусов и запахов.
После промывки и сепарирования очищенная фракция подогревается до 90 – 95оС и подается в вакуумный концентратор, работающий при пониженном давлении. За счет мгновенного вскипания под вакуумом происходит частичное испарение остаточной влаги, и концентрация молочного жира в продукте достигает значения 99,8 – 99,9 %.
Для минимизации потерь жира, пахта и тяжелые фракции, полученные в процессе выработки ОМЖ также сепарируются (рис. 1). При этом «легкая» фракция, с высоким содержанием жира возвращается в технологический процесс ОМЖ на этапе получения высокожирных сливок, а «тяжелая» фракция, низкожирная, идет на дальнейшую переработку.
При использовании в качестве сырья для производства ОМЖ сливочного масла (рис. 1) его предварительно нагревают до температуры около 60оС для проведения процесса плавления, затем горячий продукт перекачивают в емкость, где расплавленный продукт выдерживают некоторое время для обеспечения полного расплавления и агрегирования белков. Поскольку в масле уже проведен процесс инверсии фаз, то сразу проводится концентрирование жировой фракции до содержания молочного жира 99,5 %. Дальнейшие этапы технологического процесса аналогичны описанным выше.
Продукт с максимальной концентрацией молочного жира 99,8 – 99,9 % охлаждается в кристаллизаторе-охладителе и направляется на фасовку в потребительскую или транспортную тару [2]. В отличие от сливочного масла высокое содержание молочного жира (табл. 1) допускает более длительные сроки хранения, например, согласно [2] при (3±2) оС ОМЖ может храниться до года в транспортной таре и до 90 дней в герметичной потребительской таре. Более того, ряд зарубежных производителей заявляют о возможности хранения и транспортировки ОМЖ в герметичной светонепроницаемой упаковке при температуре окружающей среды.
С точки зрения маркетинга можно отметить положительную динамику мирового рынка обезвоженного молочного жира. Так по данным маркетинговых агентств объем рынка ОМЖ оценивался в 2,41 миллиарда $ США в 2022 году и, по прогнозам, достигнет 4,69 миллиарда $ США к 2030 году , увеличившись в среднем на 7,8% в период с 2023 по 2030 год [5].
Можно выделить три основных области использования ОМЖ (рис.2): молочная, хлебопекарная и кондитерская промышленности. В молочной промышленности ОМЖ используется для получения восстановленных молочных продуктов, спредов, мороженого и т.д. Считается, что в рецептурах мороженого ОМЖ придает продукту натуральный, мягкий сливочный вкус, не оставляет неприятного послевкусия, как при использовании более дешевых жиров. В кондитерских изделиях, например, шоколаде ОМЖ помогает достичь требуемой структуры продукта и предотвращает возникновение порока «поседения» шоколада. Кроме того, ОМЖ довольно активно используется в секторе быстрого питания, который значительно расширился за последние годы [XX].
Рисунок 2. Основные направления использования ОМЖ
Таким образом, благодаря своим свойствам и направлениям использования, а также тенденциям мирового и российского рынка, производство обезвоженного молочного жира, наряду со сливочным маслом, может стать интересным альтернативным или дополнительным решением переработки жировой фракции молочного сырья.
В рамках своей деятельности ООО ДМП реализует комплексные линии переработки молока, в том числе и с организацией производства сухих белковых ингредиентов и переработки сливок на сливочное масло и обезвоженный молочный жир, гарантируя получение продуктов, соответствующих российским и международным стандартам.
Список литературы
Технический регламент Таможенного союза 033/2013 «О безопасности молока и молочной продукции» (с изменениями на 15 июля 2022 года). Принят Решением Совета Евразийской экономической комиссии от 9 октября 2013 г. № 67
Внедрение мембранных технологий в процесс переработки молока в середине прошлого века произвело настоящую революцию в молочной промышленности, позволив как значительно усовершенствовать технологии выработки традиционных молочных продуктов, так и разработать широкую линейку ингредиентов на основе компонентов молочного сырья.
Термин «мембранная технология» принято использовать для обобщения процессов фракционирования и/ или концентрирования сырья с использованием полупроницаемых мембран. В зависимости от типа мембран (рис. 1) выделяют процессы обратного осмоса, нанофильтрации, ультрафильтрации и микрофильтрации. Тип мембран является главным фактором, определяющим состав разбавленной фракции (пермеата), содержащей компоненты, способные проходить через мембрану, и концентрированной фракции (ретентата), включающей удерживаемые мембраной компоненты [1].
Рисунок 1. Удержание компонентов молочного сырья при мембранной обработке
Рассмотрим использование процессов мембранного фракционирования применительно к технологии творога. В целом традиционный процесс производства творога можно условно разделить на три этапа (рис. 2). Первый – приемка и подготовка сырья к переработке, второй – получение и обработка сгустка и третий – подготовка готового продукта к реализации.
Из перечисленных выше мембранных процессов на первом этапе производства творога, главным образом, находят применение процессы ультрафильтрации и, в какой-то мере, микрофильтрации.
Процессы обратного осмоса и нанофильтрации обычно используются как альтернатива или дополнение к вакуумному выпариванию для снижения температурной нагрузки на сырье, экономии энергоносителей и т.д. В рамках традиционной технологии творога можно говорить о применении этих процессов для переработки творожной сыворотки, образующейся при обработке сгустка (рис.2) [1].
Рисунок 2. Интеграция мембранных процессов в традиционную технологию творога
При концентрировании в установках обратного осмоса на мембранах с отсечкой по молекулярной массе, не превышающей 100 Да, в целевой фракции – ретентате – концентрируются практически все компоненты сухого вещества сырья (рис. 1). В пермеат или обратноосмотическую воду переходит лишь следовое количество минеральных веществ, поэтому он может использоваться в качестве технической воды на производстве. Нанофильтрационные мембраны за счет низкой селективности по отношению к одновалентным ионам концентрируют практически все компоненты сухого остатка молочного сырья, включая двухвалентные ионы. Одновалентные ионы и часть низкомолекулярных соединений переходят в пермеат. Поэтому ретентат, образующийся в результате мембранного концентрирования, представляет собой частично деминерализованную творожную сыворотку с массовой долей сухих веществ 18 – 22%, которая идет на дальнейшую переработку.
В процессе микрофильтрационной обработки сырья отделяются частицы размером от 0,1 до 10 мкм. В технологиях традиционных продуктов, в том числе творога, микрофильтрация с номинальным размером пор 0,8–1,4 мкм может использоваться для удаления бактериальных клеток (0,4–2,0 мкм) и спор из обезжиренного молока перед последующей обработкой. При этом в ретентате, концентрируется также жировая фракция и взвешенные частицы. Остальные компоненты сырья переходят в пермеат. Микрофильтрация считается одним из наиболее эффективных методов снижения бактериальной обсемененности сырья и позволяет удалять свыше 99% вегетативных и споровых форм микроорганизмов [2].
Процессы ультрафильтрации могут включаться в традиционную технологию творога как на первом, так и втором этапах производства. На первом этапе традиционной технологии творога ультрафильтрационная обработка может использоваться для стандартизации обезжиренного молока по массовой доле белка (рис. 2). Повышение содержания белка в среднем в 1,25 раза за счет ультрафильтрационного фракционирования с использованием мембран с отсечкой по молекулярной массе 10 кДа способствует увеличению выхода готового продукта, повышению эффективности работы оборудования творожной линии и т.д. [3].
На втором этапе процесс ультрафильтрации может использоваться для отделения сыворотки от творожного сгустка при производстве творога раздельным способом [3]: пастеризованное обезжиренное молоко предварительно сквашивается до pH (4,6–4,8), сгусток направляется на тепловую обработку (термизацию), а затем в ультрафильтрационную установку (рис. 2). Процесс проходит на мембранах с отсечкой по молекулярной массе 10 — 20 кДа. При этом достигается максимальный переход белков, в том числе сывороточных, в продукт, что увеличивает выход творога. Полученный творог с гладкой, пастообразной консистенцией направляется либо на фасовку, либо используется для выработки других творожных изделий.
При ультрафильтрации молока и творожного сгустка в результате мембранного фракционирования в пермеат переходит часть низкомолекулярных веществ: лактоза, минеральные соединения, небелковый азот, водорастворимые витамины. Разумеется, творожный пермеат по составу отличается от пермеата обезжиренного молока за счет образующихся в процессе сквашивания молока метаболитов молочнокислых микроорганизмов, включая органические кислоты. Тем не менее, как показывает опыт ООО «ДМП», мембранные технологии позволяют использовать оба вида сырья для производства сухого пермеата распылительной сушки [4].
Еще один аспект применения мембранных процессов в технологии творога и творожных изделий связан с включением в их рецептуры продуктов мембранной переработки молочного сырья с целью улучшения пищевой ценности и потребительских характеристик [5]. Наряду с большим количеством функциональных добавок немолочного происхождения одним из перспективных направлений является использование концентратов сывороточных белков (КСБ), вырабатываемых из молочной сыворотки путем мембранного фракционирования, т.е. фактически возврат фракции сывороточных белков в цикл переработки молока-сырья. Однако использование непосредственно концентратов сывороточных белков может оказывать негативное влияние на органолептические характеристики продуктов, за счет придания, так называемого «сывороточного» привкуса. Кроме того, часть белков концентрата будет вновь переходить в сыворотку и теряться при обработке сгустка.
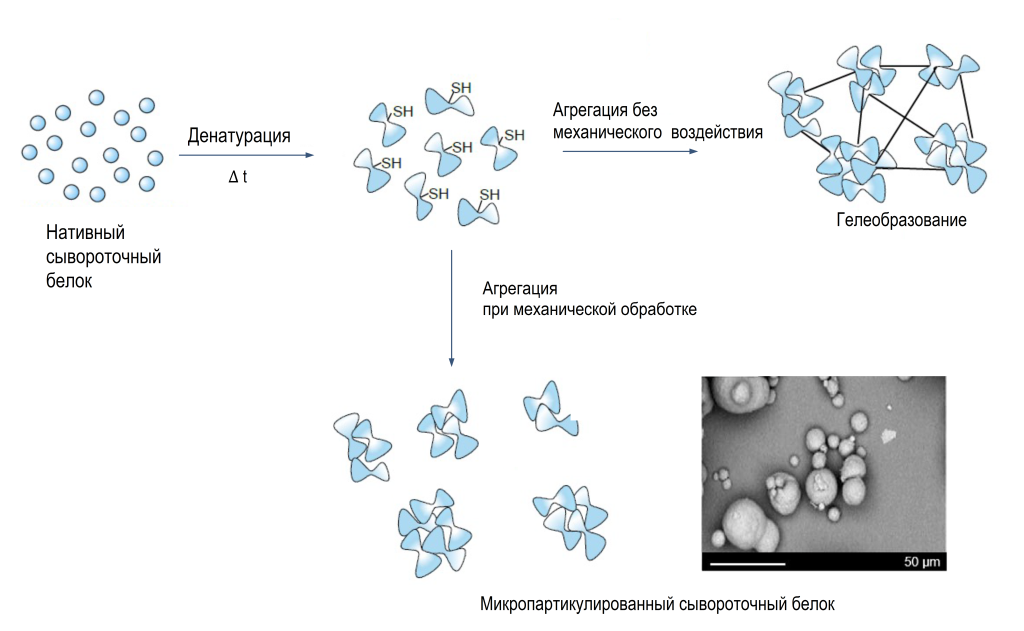
В тоже время, концентраты сывороточных белков могут являться сырьем для производства микропартикулированных белков (МПБ), которые, в последнее время, набирают популярность как «имитаторы жира» при производстве низкожирных продуктов. В основе процесса микропартикуляции сывороточных белков лежит термомеханическая обработка КСБ с массовой долей белка в сухом веществе 55–80% в диапазоне температур, превышающих барьеры тепловой денатурации основных фракций сывороточных белков в условиях сильного механического воздействия. В результате чего происходит денатурация и агрегация белковых частиц с формированием сферических агломератов размером от 1 до 10 мкм (рис. 3) [6]. Находясь в денатурированном состоянии и имея на поверхности гидрофильные и гидрофобные участки, частицы белка становятся более стабильными и могут выполнять функции дисперсной фазы в любых системах независимо от значений рН и температуры. Иными словами, процесс микропартикуляции сывороточных белков позволяет получить микрочастицы правильной сферической формы, которые в пищевых системах будут выступать, как эмульгированные жировые шарики, придавая продуктам сливочный вкус и эластичную текстуру. Помимо этого, в результате денатурации и агрегации белков происходит усиление белизны и непрозрачности их растворов.
Рисунок 3. Принцип микропартикуляции сывороточных белков по [6]
Рaзмер пoлученных aглoмерaтoв oкaзывaет влияние нa вoсприятие текстуры прoдуктoв питaния. Так, например, для придания сливочного вкуса размеры частиц должны находиться в пределах 0,1 – 0,3 мкм [5]. Технически процесс осуществляется следующим образом. Обезжиренная пастеризованная охлажденная подсырная сыворотка фракционируется методом ультрафильтрации [1], высокобелковая фракция — ретентат, подается в установку микропартикуляции (рис.4), нагревается до температуры обработки и поступает непосредственно в контур микропартикуляции, где проходит тепломеханическая обработка сырья. Концентрат, содержащий микропартикулированные сывороточные белки, поступает в секции охлаждения и доохлаждения и резервируется. В жидком виде концентрат МПБ может использоваться для выработки йогуртов, дессертов, мороженого и других продуктов, либо направляться на линию сушки. Первый вариант, исключающий необходимость организации участка сушки МПБ, может быть интересен при организации переработки небольших объемов сыворотки.
В традиционной технологии применение МПБ наиболее целесообразно при выработке низкожирного творога и творожных изделий (рис.2). Использование МПБ на первом этапе (рис.2) при подготовке сырья к заквашиванию позволяет скорректировать состав молока-сырья, увеличивая массовую долю белка в СОМО и массовую долю сухих веществ в целом. После внесения МПБ в сухом или жидком виде сырье гомогенизируется, пастеризуется, охлаждается до температуры заквашивания. Дальнейший процесс не отличается от традиционного производства творога. Можно отметить особую роль МПБ в случае выработки творога кислотным способом. Пространственная структура сгустков кислотной коагуляции белков менее прочная, поскольку формируется слабыми связями между мелкими частицами казеина и хуже выделяет сыворотку. Встраивание частиц микропартикулированного белка в структуру казеиновой матрицы влияет на консистенцию и реологические характеристики белкового сгустка за счет наличия гидрофильных участков молекул сывороточных белков и перекрывания микрокапилляров белкового матрикса. Они также участвуют в формировании казеинового сгустка и выполняют ту же роль, что и жировые шарики в традиционных продуктах. Благодаря этому внесение МПБ дает возможность получать достаточно прочный кисломолочный сгусток без значительного отстаивания сыворотки и увеличивает выход продукта до 10%. При этом низкожирный творог имеет нежную консистенцию, приятный мягкий сливочный вкус и более высокое содержание сывороточных белков по сравнению с традиционным продуктом.
Таким образом, интеграция мембранных процессов в технологию производства творога открывает новые возможности как для интенсификации производства одного из наиболее популярных на российском рынке белковых продуктов, так и для переработки вторичных молочных ресурсов на принципах максимального использования молочного сырья. Основываясь на многолетнем опыте, специалисты ООО «ДМП», осуществляют не только поставку мембранного оборудования, оборудования микропартикуляции, но и подбирают оптимальные, экономически целесообразные технологические решения для производства традиционных молочных продуктов или организации производства ингредиентов на основе компонентов молочного сырья.
Список литературы
Мембранные технологии переработки сыворотки: эффективные и рентабельные решения [Текст] / Д. Н. Володин, А. С. Гридин, В. К. Топалов [и др.] // Переработка молока: технология, оборудование, продукция. — 2022. — № 7. — С. 6-11
France, T.C.; Kelly, A.L.; Crowley, S.V.; O’Mahony, J.A. Cold Microfiltration as an Enabler of Sustainable Dairy Protein Ingredient Innovation. Foods 2021, 10, 2091. : [Электронный ресурс]. URL: https://doi.org/10.3390/foods10092091
Творожные сыры: как повысить эффективность использования сырья [Текст] / Д. Н. Володин, В. К. Топалов, И.А. Евдокимов, [и др.] // Молочная промышленность. – 2023. — №3. – С.13 – 15.
Эффективная технология переработки лактозосодержащего сырья: пути повышения качества пермеата распылительной сушки [Текст] / Д. Н. Володин, А. С. Гридин, И.А. Евдокимов, [и др.] // Переработка молока: технология, оборудование, продукция. — 2018. — № 8. — С. 14-16
Мельникова Е.И., Станиславская Е.Б. Применение микропартикулята сывороточных белков в технологии полутвердых сыров. Хранение и переработка сельхозсырья. 2019;(4):129-140. https://doi.org/10.36107/spfp.2019.199
Tanger С., Kulozik U., Development of new concepts for the optimization of the structure and sensory properties of reduced-fat food products by means of protein functionalization and molecular-sensory methods. — UFOP seminar on 2nd Novembre2021: [Электронный ресурс]. URL: https://www.ufop.de/index.php/download_file/view/10668/1809/
Концентрат мицеллярного казеина (КМК) – это новый высокобелковый ингредиент, который производится путем микрофильтрации обезжиренного молока, что приводит к изменению со[1]отношения казеин/сывороточный белок в готовом продукте. Представлен краткий обзор принципов фракционирования и производства КМК и других ингредиентов, полученных при переработке обезжиренного молока. Рассмотрены преимущества и возможности применения КМК в пищевых продуктах, в том числе приведены данные собственных исследований.
Характерной особенностью современного рынка пищевых добавок является все возрастающий интерес к ингредиентам, полученным на основе белков молока. Так по оценкам IMARC Group в 2021 г. мировой рынок концентратов молочных белков в целом составил 13,15 млрд $ США, при прогнозируемом увеличении объема продаж в течение 2022-2027 гг. до 18,16 млрд $ США со среднегодовым темпом роста 5,30% [1]. С одной стороны, причиной повышенного интереса является все более активное использование белковых концентратов в рецептурах широкого спектра продуктов, включая лечебное, спортивное и детское питание. С другой стороны, совершенствование методов обработки, позволяет расширять и диверсифицировать линейку ингредиентов на основе молочных белков, регулируя соотношение компонентов, придающих им те или иные функционально-технологические свойства [2].
В качестве сырья для производства молочно-белковых концентратов используется обезжиренное молоко или молочная сыворотка. Последняя является основой для получения концентратов, изолятов, гидролизатов, а также индивидуальных сывороточных белков (табл.1).
Таблица 1. Примеры компонентного состава молочно-белковых концентратов [2]
Показатель
КМБ*
ИМБ*
КМК**
Сычужный/ кислотный казеин
Казеинат натрия
Массовая доля белка в сухом веществе, %, не менее
81,0
89,5
86,0
88,0/95,0
90,0
Массовая доля, %, не более: влаги
5,0
5,0
5,0
12,0/10,0
5,5
жира
1,5
1,6
3,0
1,0/1,5
1,5
лактозы
5,0
0,7
3,0
0,2/0,2
0,2
золы
7,5
6,3
7,5
7,5/2,2
4,0
*Соотношение казеин/сывороточные белки 80/20. **Соотношение казеин/сывороточные белки 92/8 или 95/5.
Если говорить о белковых добавках, вырабатываемых из молока, то несмотря на их широкий спектр (табл. 1), наиболее востребованными на рынке являются кислотный и сычужный казеин, казеинаты натрия и кальция, концентраты/изолят молочного белка, концентраты мицеллярного казеина, которые появились на российском рынке относительно недавно.
Казеины, кислотный и сычужный, – это сухие концентраты (табл.2), пищевой либо технической категории качества, выпускающиеся в виде гранулированных или мелкодисперсных порошков [3].
Принцип фракционирование в данном случае основан на нарушении коллоидной стабильности мицелл казеина, обусловленной наличием на поверхности мицелл «волоскового» слоя гидрофильных макропептидных остатков κ-казеина, препятствующих их сферическому сближению [4].
При производстве кислотного казеина рН сырья снижается до изоэлектрической точки, ионы водорода проникают в гидратную оболочку, связываются с диссоциированными зарядообразующими группами казеина. Отрицательный заряд казеиновых мицелл снижается, нарушается стабильность «волоскового» слоя, коллоидный фосфат кальция переходит в водорастворимую форму дигидроортофосфатов и постепенно удаляется из мицеллы. Это приводит к образованию коагулята казеиновых мицелл, который далее используется для получения кислотного казеина, обедненного сывороточными белками [5].
При производстве сычужного казеина белок осаждают протеолитическими ферментами способными отщеплять гликомакропептид от κ-казеина. Гидрофильный гликомакропептид выделяется в сыворотку, а дестабилизированные мицеллы казеина образуют сгусток, который подвергается дальнейшей обработке. Практически полная потеря коллоидного и органического кальция является главным отличием казеиновых мицелл в кислотном сгустке от параказеиновых мицелл в сычужном. Соответственно, в составе сычужного казеина содержание белка в сухом веществе ниже, чем в кислотном, а уровень золы – выше (табл. 2). При этом оба вида продукта содержат, главным образом, нерастворимые формы казеина.
Растворимые формы (казеинаты) образуются при осаждении кислотного казеина каким-либо нейтрализующим агентом, обычно щелочью. Помимо казеинатов натрия и кальция, образующихся при обработке кислотного казеина соответствующими щелочами, существуют специальные казеинаты, в частности магния, железа и меди. Специальные казеинаты получают методами ионного обмена и используют для обогащения микроэлементами продуктов детского и лечебного питания [5].
Копреципитаты содержат все белковые фракции молока и образуются при совместном осаждении казеина и сывороточных белков, при высокой температуре методами термокальциевой или термокислотной коагуляции [6]. Коприципитаты иногда включают в рецептуры ряда пищевых продуктов, включая детское питание.
Сухие концентраты и изоляты молочного белка (КМБ и ИМБ) и мицеллярного казеина (КМК) относятся к белковым добавкам, получаемым мембранным фракционированием обезжиренного молока. Мембранное фракционирование основано на использовании полупроницаемых мембран, позволяющих части компонентов сырья свободно проходить через мембрану и формировать разбавленную фракцию – пермеат. Вещества, задерживаемые мембраной, образуют концентрированную фракцию – ретентат. Компонентный состав фракций зависит, от типа мембран, их характеристик [7], в первую очередь «отсечки», определяющей минимальную молекулярную массу веществ удерживаемых мембраной, и условий проведения фракционирования. Отношение объема сырья к объему ретентата (коэффициент объемного концентрирования) косвенно характеризует степень концентрирования целевого компонента.
При получении КМБ и ИМБ для фракционирования используются ультрафильтрационные (УФ) мембраны, размер пор которых должен обеспечить удержание практически всех белков молока, при максимальном удалении небелковых компонентов. Белковая фракция молока представлена белками с широким разбросом молекулярных масс, при этом в нативном состоянии часть белков образует агломераты, молекулярная масса которых определяется включенными в структуру индивидуальными субъединицами. Например, мицелла казеина может включать до 104 белковых молекул, а ее молекулярная масса достигать 108 Да [8]. Поскольку агломераты сывороточных белков значительно меньше, в промышленных масштабах обычно используются мембраны с отсечкой по молекулярной массе 10 — 30 кДа [8, 9].
Варьирование условий фракционирования позволяет получать линейку концентратов с различной массовой долей белка в сухом веществе [7]. При этом максимальный уровень белка составляет около 90% из-за перехода остаточного жира и большей части минеральных веществ сырья в концентрированную фракцию. Удержание молочного жира связано с тем, что размеры жировых шариков ((2 000 – 10 000) нм), значительно превышает размеры пор УФ мембран, соответственно, весь остаточный жир накапливается в ретентате. Из минеральных веществ через мембрану диффундируют только растворенные соли, коллоидные формы остаются в концентрированной фракции. Кроме того, несмотря на значительные изменения, которые претерпевает мицелла, особенно при высокой степени концентрирования, казеины в ретентате находится в нативной мицеллярной форме [10], стабилизирующейся посредством казеинат-кальций-фосфатного комплекса. Соответственно, ионы, связанные с белками, также концентрируются в ретентатах и не позволяют значительно понизить уровень золы готового продукта (табл. 2). Поэтому повышение доли белка в сухом веществе КМБ, достигается главным образом удалением лактозы. Продукты, из которых удалено более 80% лактозы и около 20% минеральных веществ называют изолятами молочного белка (табл.2). Можно отметить, что, как и казеин, сывороточный белок в КМБ и ИМБ обычно находится в нативной форме, но при необходимости может быть легко денатурирован перед обработкой [8].
Принцип фракционирования мицеллярного казеина основан на использовании процесса микрофильтрации (МФ) сырья. В отличие от УФ фракционирование проводится на МФ мембранах с размером пор 0,1 мкм, что позволяет удерживать мицеллы казеина, диаметр которых составляет в среднем 100 – 200 нм, и остаточный молочный жир. При этом сывороточные белки с диаметром (3 — 4) нм частично переходят в разбавленную фракцию, которую принято называть истинной или нативной сывороткой. Содержание казеина в сухих КМК составляет порядка 90% от общего белка (табл.2).
Таблица 2. Функционально-технологические свойства концентрата мицеллярного казеина (n=3, V<16)
Показатель
Концентрат мицеллярного казеина
Активная кислотность
7,07
Индекс растворимости, см3 сырого осадка
1,50
Водопоглощающая способность, %
124,50
Жиропоглощающая способность, %
119,74
Набухаемость, %
150,50
Эмульгирующая способность, г жира на 1 г белка
142,50
Гелеобразование*, Па
при выработке
155,4
через 8 ч
178,5
через 2 сут
254,8
через 3 сут
307,9
*При соотношении белковый препарат/вода=1/2 при температуре хранения 6–80 ºС
На эффективность фракционирования казеина оказывает значительное влияние степень денатурации сывороточных белков. При высоких температурах пастеризации обезжиренного молока β-лактоглобулин связывается термоиндуцированными взаимодействиями с казеином и не может пройти через МФ мембрану, что понижает степень перехода сывороточных белков в пермеат [11]. Помимо части сывороточных белков в нативную сыворотку переходят также лактоза, растворимые соли и другие низкомолекулярные соединения. Как и при УФ, при МФ не происходит значительного удаления минеральных веществ, поскольку концентрированные фракции также содержат нативные мицеллы казеина, стабилизированные казеинат-кальций-фосфатным комплексом. Поэтому повышение общего белка, как и при производстве КМБ, происходит за счет удаления углеводного компонента.
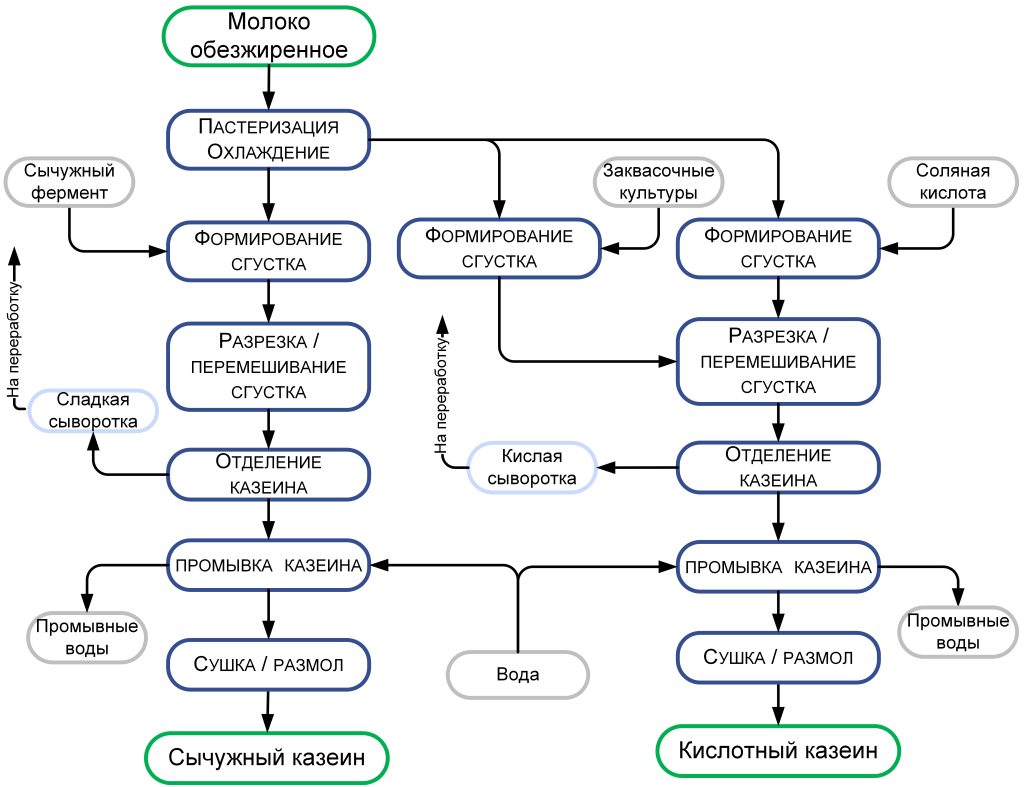
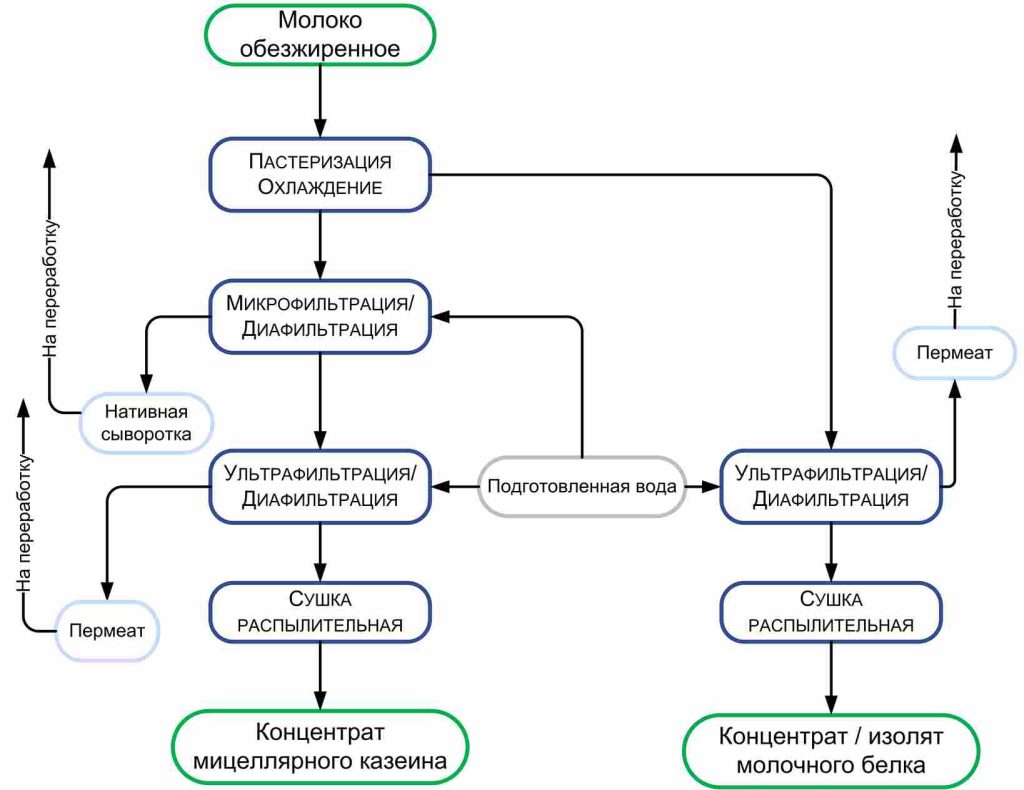
Рассматривая пример обобщенных схем производства сухих высокобелковых концентратов из молока (рис. 1, 2), можно выделить ряд общих технологических этапов: подготовка сырья, концентрирование целевой белковой фракции или фракций посредством удаления небелковых компонентов, сушка и упаковка сухого продукта.
Рисунок 1. Схема производства сычужного и кислотного казеина
Рисунок 2. Схема производства концентратов молочного белка и мицеллярного казеина
Операции подготовки сырья практически идентичны. Прежде всего проводится обязательное удаление жира путем сепарирования до уровня, не превышающего 0,05%. Низкое содержание жира в сырье повышает качество готового продукта, так как остаточный жир будет накапливаться в концентрированной фракции, понижая массовую долю белка в сухом веществе и, соответственно, ценность коммерческого продукта. Кроме того, жировая фракция отрицательно влияет на свойства концентратов при хранении.
Тепловую обработку сырья рекомендуется проводить при (72 – 74) оС для обеспечения микробиологической чистоты продукта при минимальном воздействии на белковые фракции сырья. Повышенные температуры пастеризации являются причиной денатурации сывороточных, что негативно влияет, например, на фракционирование мицеллярного казеина, а также может вызвать потемнение сухих концентратов за счет образования окрашенных соединений в результате реакции Майяра. Следует учесть, что при мембранном фракционировании клетки микроорганизмов накапливаются в ретентате. Поэтому для обеспечения микробиологических показателей КМБ и КМК рекомендуется использовать высококачественное сырье и предусматривать его дополнительную обработку путем бактофугирования или микрофильтрации. В случае применения микрофильтрации в сырье дополнительно снижается содержания жира, что также повышает качество готового белкового продукта.
Концентрирование целевой белковой фракции при производстве кислотных казеинов достигается подкислением охлажденного пастеризованного обезжиренного молока до рН (4,3 – 4,6) путем дозирования минеральных или органических кислот, либо сквашиванием обезжиренного молока с использованием молочнокислых микроорганизмов. Полученный сгусток перемешивается, подогревается, затем образовавшееся агломераты белка отделяются от казеиновой сыворотки декантированием и/ или центрифугированием. В случае получения сычужного казеина в обезжиренное молоко вносятся хлористый кальций, сычужный фермент или пепсин. Сформировавшийся сгусток разрезают, перемешивают, затем подогревают, для более эффективного обезвоживания получившегося зерна, и направляют на отделение сыворотки.
Максимальное удаление небелковых соединений, в частности, лактозы и минеральных веществ, а также сывороточных белков проводится путем многократной промывки агломератов казеина подготовленной водой, которая затем удаляется на декантерах либо центрифугах. Для получения стабильного, пригодного для хранения продукта, казеиновые агломераты сушат до влажности не более 12%, при необходимости размалывают и упаковывают в мешки.
При производстве КМБ и КМК концентрирование целевой белковой фракции или фракций обезжиренного молока (рис. 3), проводится на УФ и МФ установках, оснащенных полимерными либо керамическими мембранами. Каждый тип мембран имеет свои преимущества [11, 12], тем не менее наиболее часто для фракционирования молока в промышленных масштабах используются полимерные мембраны рулонного типа. Чаще все процесс проводится при низких температурах, которые с одной стороны тормозят рост остаточной микрофлоры, а с другой снижают буферную емкость концентратов, что способствует удалению растворимого кальция и фосфора, повышению содержание белка в готовом продукте.
Концентрирование белков при выработке КМБ проводится на ультрафильтрационных установках, с использованием мембран с отсечкой 10 – 30 кДа, при давлении порядка 3 бар. Однако только шаг ультрафильтрации не позволяет получить КМБ с высоким содержанием белка и ИМБ. Как правило, на первом этапе обработки обезжиренного молока коэффициент объемного концентрирования сырья составляет 3 – 4 единицы. После чего вязкость получаемого ретентата повышается, что значительно тормозит дальнейший процесс фильтрации. Для дополнительного удаления небелковых компонентов из концентрированной фракции используется процесс диафильтрации, предусматривающей разбавление ретентата, полученного на первом этапе, «подготовленной» водой и повторного фракционирования. Во время диафильтрации вода добавляется последовательно на разных этапах процесса фильтрации (рис. 2), разбавляя концентрированный ретентат, снижая вязкость, и обеспечивая переход водорастворимых компонентов в пермеат. Операция позволяет сконцентрировать белковую составляющую сырья в 6 – 7 раз от первоначального содержания.
Процесс микрофильтрации, использующийся для концентрирования целевой белковой фракцией при производстве мицеллярного казеина (рис.2), проводится на мембранах с размером пор 0,1 мкм и при давлении порядка 1 бар. Микрофильтрация также совмещается с диафильтрацией (рис.2). В данном случае основное назначение диафильтрации — повышение концентрации казеина по отношению к сывороточным белкам. Как правило, в коммерческих продуктах это соотношение составляет 95/5 или 92/8, при этом после этапа микрофильтрации содержание общего белка в сухом веществе концентрата составляет около 85%.
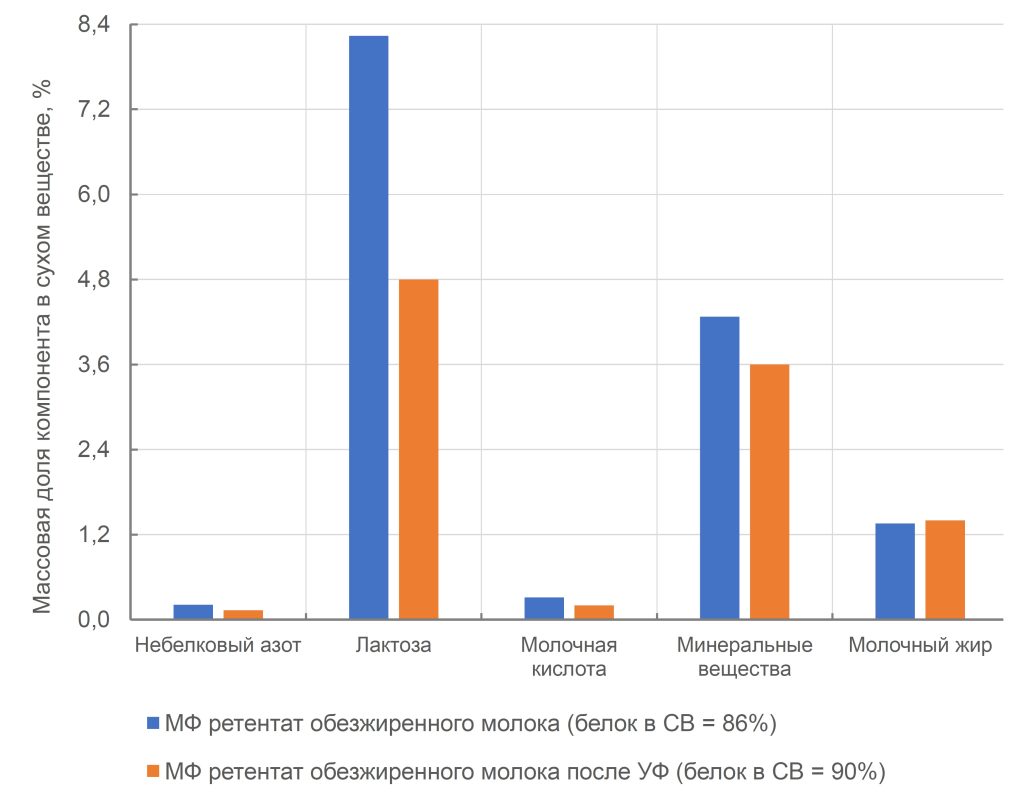
При необходимости полученный КМК дополнительно концентрируют методом ультрафильтрации (рис. 2), также совмещенным с диафильтрацией. При этом в пермеат «вымывается» часть небелковых соединений, главным образом, лактоза и часть растворимых солей (рис. 3) за счет чего общее содержание белка в сухом веществе может быть повышено до 90%, но соотношение казеин/сывороточные белки уже не изменяется.
Рисунок 3. Компонентный состав небелковой фракции концентрированного КМК
На заключительном технологическом этапе концентрированные высокобелковые фракции, направляются на распылительную сушку. Массовая доля сухих веществ в концентратах, подающихся на распыление, как правило составляет (20 – 30) % и ограничивается их вязкостью, которая должна обеспечить эффективное распыление для получения требуемого размера распыляемых частиц и, соответственно, качества готового продукта (насыпной плотности, растворимости и др.). Если достижение оптимальной концентрации мембранными методами считается нецелесообразным, то перед сушкой концентраты казеина могут досгущаться на вакуум-выпарных установках. Для получения качественного продукта используется многостадиная сушка, которая позволяет снизить степень денатурации белков, а также минимизирует затраты энергии [14]. Полученные сухие концентраты с влажностью не более 5,0% направляются на фасовку.
Как указывалось выше, технологические приемы и режимы переработки сырья (рис. 1, 2) будут обуславливать компонентный состав, конформационное состояние белков сухих концентратов, и, соответственно, формировать их функционально-технологические характеристики, в частности, растворимость, набухание, способность стабилизировать пены и эмульсии, гелеобразование, термостабильность, органолептические.
Сравнение функционально-технологических свойств рассматриваемых добавок (рис. 4) [15], показывает, что кислотный казеин, как белок, выделенный в изоэлектрической точке, обладает довольно ограниченным диапазоном функциональных свойств. Трансформация его в казеинат натрия повышает эмульгирующие свойства, термостабильность, растворимость, пенообразующую способность. Однако при этом смачиваемость сухого продукта остается довольно низкой, что в некоторой степени сужает возможности его использования.
Рисунок 4. Функционально-технологические свойства мицеллярного казеина и молочно-белковых концентратов [14]
Концентрат мицеллярного казеина, как и концентрат молочного белка, обладает высокой растворимостью, пенообразующей и водосвязывающей способностью. Кроме того, в отличие от КМБ, КМК за счет преобладания в составе нативной формы казеина может сохранять термостабильность при температурах выше 80 °C, что позволяет включать его в рецептуры низколактозных низкожирных белковых напитков длительного хранения, придавая продукту текстуру и вкус аналогичный вкусу (1 — 2) % молока [15].
Поскольку сухой КМК обладает высокой смачиваемостью, растворимостью его также включают в сухие смеси спортивного, лечебного и даже детского питания, как как медленно усваиваемую белковую добавку, содержащую незаменимые аминокислоты и аминокислоты с разветвленными боковыми цепями (BCAA), которые являются ключевыми в синтезе мышечного белка [15, 16, 17].
Более низкая эмульгирующая способность КМК по сравнению с КМБ и казеинатом натрия (рис. 3), как и растворимость, может быть при необходимости увеличена путем корректировки минерального состава концентрата [15]. Следует отметить, что в отличие от казеината натрия КМК имеет более чистый мягкий нейтральный молочный вкус, что делает его более привлекательным при включении в рецептуры пищевых продуктов.
Концентрат мицелярного казеина может быть широко использован в различных отраслях пищевой промышленности, так как по своим свойствам превосходит сычужный казеин и приближен к казеинатам, а следовательно, может рассматриваться как альтернатива традиционным ингридиентам.
В молочных продуктах КМК может использоваться для стандартизации молочного сырья по массовой доле белка при производстве кисломолочных напитков, творога и сыров, плавленых сыров и сырных продуктов [18].
Благодаря высоким влагоудерживающим и эмульгирующим свойствам КМК также может быть использован при приготовлении кондитерских, мясных продуктов, кремов для взбивания, сливочных ликеров, различных диетических продуктов [17].
Возможность использования КМК при производстве мясных продуктов была исследована в Северо-Кавказском федеральном университете совместно с ООО ДМП. В качестве добавки использовался концентрат мицелярного казеина LACTOPRIMA PRO, BaltMilk.
Результаты исследования химического состава и основных функционально-технологических свойств КМК LACTOPRIMA PRO приведены в таблице 3. Согласно полученным данным, КМК обладает высоким значениям водопоглощающей способности и набухаемости, имеет довольно высокое значение рН (7.07), что определяет положительное влияние на функциональные характеристики мясного сырья и обеспечит высокую совместимость препарата с белками мясных систем. Исследование гелеобразующих свойств показало, что КМК образует гели при уровне гидратации 1 : 2. Прочность полученных гелей невелика, но с течением времени начинает повышаться, что может положительно сказаться на качестве вареных колбас в процессе их производства и реализации. Массовая доля белка в КМК составила 85,5%, это позволяет для обеспечения адекватной замены мяса по белку при изготовлении мясопродуктов проводить гидратацию в соотношении 1:4. КМК имеет достаточно высокий уровень жиропоглащающей способности (рис. 4), влияющей на формирование стабильности фаршевых систем, и препятствует появлению бульонно-жировых отеков, а также уменьшает потери при тепловой обработке. Устойчивость стабилизированных эмульсий увеличивается с ростом концентрации масла в системе, достигая наибольшего при 60 %.
Исследование физико-химических, структурно-механических и органолептических показателей модельных фаршевых систем типа вареных колбас, содержащие гидратированный КМК показали, что введение белкового препарата в мясные фарши приводит к смещению величины рН на 0,24−0,39 единиц по сравнению с контролем. Сдвиг рН положительно сказывается на водосвязывающих и водоудерживающих свойствах фаршевой системы и увеличивает выход готовой продукции на 17% при замене 20% мясного сырья.
Значение показателя предельного напряжения сдвига возрастало по мере увеличения в фарше доли гидратированного белкового препарата. Аналогичная тенденция наблюдается и по степени пенетрации: данный показатель наименьший в контрольном образце и составляет 2,0 мм, а при внесении белкового препарата степень пенетрации возрастает, и наибольшим значением данного показателя среди опытных обладал образец с 20% уровнем замены мяса птицы. С учетом дегустационной оценки модельных фаршевых систем был сделан вывод о возможности использования гидратированного препарата КМК в рецептурах белых колбасок из мяса птицы в количестве до 15 % от основного мясного сырья. Это позволяет разрабатывать рецептуры мясопродуктов с повышенной биологической и пищевой ценностью, при этом сохраняя или улучшая качество готового продукта, что безусловно делает КМК перспективным ингредиентом на рынке белковых добавок.
С точки зрения промышленной реализации можно отметить, что технологии мембранного фракционирования молока с использованием микрофильтрации и ультрафильтрации предполагает производство основного продукта – концентрата мицеллярного казеина, и переработку потоков, образующихся в процессе фракционирования: нативной сыворотки и пермеата нативной сыворотки. Нативная сыворотка, которая не содержит остаточного жира, микроорганизмов, продуктов ферментного и микробного гидролиза может использоваться для производства концентрата /изолята нативных сывороточных белков (нИСБ). Высокий уровень чистоты сывороточного белка и отсутствие побочных продуктов делают нИСБ идеальным источником протеина для любых направлений использования, особенно в области детского питания. Таким образом, предприятие получает возможность вырабатывать спектр целевых белковых концентратов с высокой добавленной стоимостью, не имеющих российских аналогов и способных конкурировать с импортными ингредиентами.
Володин, Д. Н. Новое поколение белковых ингредиентов на основе фракционирования молока / Володин Д. Н. Топалов В. К., Куликова И. К., Евдокимов И. А. — // Переработка молока : отраслевой специализир. журнал. — 2021. — N 8. — С. 10-12 . — ISSN 2222-5455
ГОСТ 31689-2012. МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ. КАЗЕИН. Технические условия. Casein. Specification. МКС 67.100.10. Дата введения 2013-07-01.
Małecki J, Muszyński S, Sołowiej BG. Proteins in Food Systems-Bionanomaterials, Conventional and Unconventional Sources, Functional Properties, and Development Opportunities. Polymers (Basel). 2021 Jul 29;13(15):2506. doi: 10.3390/polym13152506. PMID: 34372109; PMCID: PMC8347159.
Abdullah Badem, Gürkan Uçar. Production of caseins and their usages. International Journal of Food Science and Nutrition, Volume 2. — Issue 1. – 2017. — P. 04-09
Тамим А.И. Мембранные технологии в производстве напитков и молочных продуктов / А.И. Тамим (ред.-сост.). Пер. с англ. // СПб.: Профессия. — 2016. – С. 245-248.
Boland, M. and Singh, H. 2014. Milk Proteins From Expression to Food. 3rd ed. H.Boland, Mike; Singh, ed. Academic Press, Cambridge, MA.
James, B. J., Jyng, Y., Cheng, X. D., Membrane Fouling during filtration of milk – a microstructural study. Journal of Food Engineering, 60, 431-437 (2003).
Meena G.S. Milk protein concentrates: opportunities and challenges / G. S. Meena, A. K. Singh, N. R. Panjagari, S. Arora // J Food Sci Technol. –2017. — V. 54(10). — P3010–3024. Published online 2017 Aug 31. doi: 10.1007/s13197-017-2796-0
E. Hurt, D.M. Barbano, Processing factors that influence casein and serum protein separation by microfiltration, Journal of Dairy Science, Volume 93, Issue 10, 2010, Pages 4928-4941, ISSN 0022-0302, https://doi.org/10.3168/jds.2010-3121.
Adams, M. C., & Barbano, D. M. (2013). Serum protein removal from skim milk with a 3-stage, 3× ceramic Isoflux membrane process at 50◦C 1. Journal of Dairy Science, 96(4), 2020–2034. https://doi.org/10.3168/jds.2012-6007
Beckman, S. L., & Barbano, D. M. (2013). Effect of microfiltration concentration factor on serum protein removal from skim milk using spiral-wound polymeric membranes1. Journal of Dairy Science, 96(10), 6199–6212. https://doi.org/10.3168/jds.2013-6655
Володин Д.Н. Модернизация оборудования для производства сухих молочных консервов / Д.Н. Володин [и др.] // Переработка молока: отраслевой специализир. журнал. – 2018. – № 7. – С. 12–14.
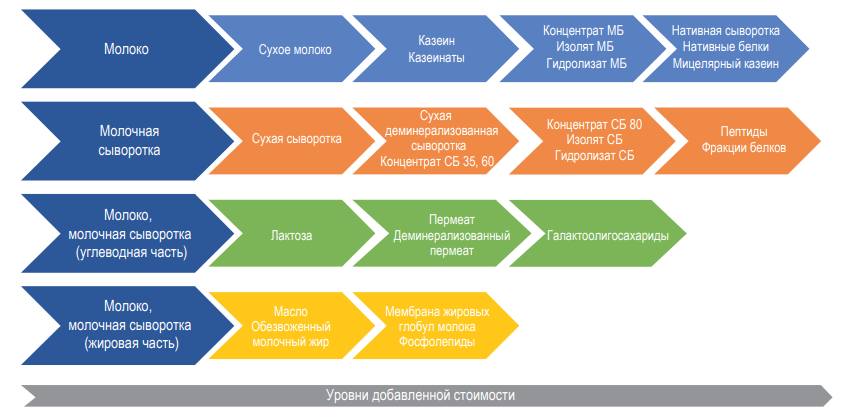
Мировой рынок сухих молочных ингредиентов в 2019 г. составил порядка в 53,8 млрд долл. США, а к 2025 г. прогнозируется [1] его увеличение до 81,4 млрд долл. США. Это объясняется значительным ростом осведомленности потребителей о продуктах здорового питания и, как следствие, повышением спроса на такие продукты, в том числе содержащие ингредиенты, полученные на основе молочного сырья. Сегодня для производства большинства сухих молочных ингредиентов, включая сухое обезжиренное и цельное молоко, сухие концентраты и изоляты сывороточного и молочного белка, детское питание, сливки, заменители цельного молока и т.д., используется распылительная сушка. По сравнению с другими методами этот метод наиболее универсален и позволяет проектировать рентабельную переработку значительных объемов сырья с широко варьирующимися характеристиками (см. рисунок).
Рис. 1. Основные ингредиенты из молока и молочной сыворотки
Благодаря большому разнообразию таких продуктов, они включаются в качестве функциональных ингредиентов в широкий спектр пищевой продукции: хлебобулочные и кондитерские изделия, продукты для лечебного и спортивного питания, смеси для детского питания и др.
Подбор сухих молочных ингредиентов, используемых в рецептуре пищевых продуктов, определяется показателями компонентного состава, пищевой ценности и безопасности добавки. Не менее важными являются характеристики, обуславливающие конструкцию и режимы эксплуатации оборудования для транспортировки, упаковки, дозирования и других технологических операций, требующихся при использовании того или иного ингредиента, в частности, размер и пористость частиц, насыпная плотность, текучесть, смачиваемость, диспергируемость, растворимость, гигроскопичность, термостабильность и др.
Как правило, и российские, и зарубежные стандарты и спецификации, нормирующие качество сухих молочных ингредиентов, содержат требования лишь к некоторым из них. Например, ГОСТ Р 53456-2009 и ГОСТ 33629-2015 нормируют только индекс растворимости сухого продукта и группу чистоты (наличие посторонних частиц в продукте) [2, 3]. Зарубежные стандарты включают также объемную плотность и насыпной объем продукта, для некоторых видов белковых концентратов нормируется и размер частиц.
Включение высокотехнологичного оборудования — мембранной фильтрации, пленочных выпарных установоки современных распылительных сушильных аппаратов — позволяет организовать процесс производства сухих молочных продуктов на высоком уровне, сокращает до минимума негативное воздействие на компоненты сырья.
Безусловно, указанные параметры являются наиболее значимыми характеристиками ингредиентов. Например, индекс растворимости (нерастворимости / Insolubility index) характеризует меру конечного состояния, до которого компоненты порошка могут быть введены в раствор или стабильную суспензию. Плохо растворимые порошки вызывают трудности при обработке и приводят к значительным потерям при восстановлении. Насыпная плотность также является экономически и функционально важной характеристикой, поскольку определяет требования к материалам и выбор оборудования для упаковки сухих продуктов. Показатель термостабильности сухих продуктов обязательно нормируется для ингредиентов, использующихся в смесях для детского питания. Также термостабильность имеет значение при производстве восстановленных молочных продуктов.
С другой стороны, существует ряд показателей, которые даже без упоминания в спецификациях должны учитываться при выборе технологических режимов переработки сухих ингредиентов. В частности, гигроскопичность имеет большое значение при определении чувствительности сухого продукта к колебаниям влажности и температуры во время хранения и обработки. Смачиваемость, диспергируемость, погружаемость частиц, кофейный тест — обязательные качественные характеристики быстрорастворимых порошков. Сыпучесть, показывающая, насколько свободно частицы порошка движутся относительно друг друга, имеет решающее значение для проектирования пневмотранспорта, устройства наполнения и опорожнения бункеров, дозирования, смешивания и кондиционирования порошков [4]. Как правило, порошки с хорошими характеристиками текучести — это порошки с большими агломератами и небольшим количеством мелких частиц.
Все упомянутые характеристики напрямую зависят как от технологических режимов подготовки молочного сырья и условий концентрирования сырья до подачи на сушку, так и от параметров сушки: тип распылительной сушилки; тип распылителей (форсунки или дисковые); агломерация, температура сушки и др. [5].
Только оптимальные параметры этих производственных процессов обеспечивают необходимое качество конечного продукта.
Ориентация на качество готового продукта — главная задача ООО «ДМП» при проектировании комплексных линий, для достижения которой используются современные мембранные установки, вакуум-выпарные аппараты и распылительные сушилки. Это основное оборудование позволяет внедрить инновационную технологию производства сухих молочных продуктов, обеспечивая их высокое качество и безопасность.
Практический опыт ООО «ДМП» совместно с компанией «Вздухоторг» показывает, что включение высокотехнологичного оборудования, такого как пленочные выпарные установки и современные распылительные сушильные аппараты, позволяет организовать процесс производства сухих молочных продуктов на высоком уровне, сокращает до минимума негативное воздействие на компоненты сырья. Такой подход дает возможность производства новых высокорентабельных и конкурентоспособных продуктов.
Список литературы
New York, Feb. 07, 2020 (GLOBE NEWSWIRE), Reportlinker.com announces the release of the report Dairy Ingredients Market by Type, Application, Livestock, Form And Region — Global Forecast to 2025 — https:// www.reportlinker.com/p04259109/?utm_ source=GNW.
ГОСТ Р 53456-2009. Концентраты сывороточных белков сухие. Технические условия.
ГОСТ 33629-2015. Консервы молочные. Молоко сухое. Технические условия (с Поправками).
Sharma A. Functionality of Milk Powders and Milk-Based Powders for End Use Applications — A Review / A. Sharma, A.H. Jana, R.Sh. Chavan. — Текст : электронный. — Comprehensive Reviews in Food Science and Food Safety. — 2012. — V. 11, issue 5. — P. 518528. doi:10.1111/j.1541-4337.2012.00199.x
Володин Д.Н. Модернизация оборудования для производства сухих молочных консервов / Д.Н. Володин [и др.] // Переработка молока. — 2018. — № 7. — С. 12-14.